ПЛАНИРОВАНИЕ ЗАГРУЗКИ СВАРОЧНО НАПЛАВОЧНОГО УЧАСТКА хозяйства /АО/ на 2000 год
Распределение объёма РД на сварочно-наплавочном участке ЦРМ хозяйства /АО/ по кварталам 2000 года. Сводная ведомость загрузки участка
График загрузки сварочно-наплавочного участка ЦРМ хозяйства (АО) на 2000 год
Определение количества производственных рабочих сварочно-наплавочного участка ЦРМ хозяйства (АО) на 2000 год
Определение площади и габаритов сварочно-наплавочного участка ЦРМ хозяйства (АО)
Охрана труда и противопожарная безопасность работ на сварочно-наплавочном участке ЦРМ
Навигация
Определение площади и габаритов сварочно-наплавочного участка ЦРМ хозяйства (АО)
Проектирование сварочно-наплавочного участка ЦРМ хозяйства (АО)
29418
знаков
7
таблиц
0
изображений
2.5. Определение площади и габаритов сварочно-наплавочного участка ЦРМ хозяйства (АО).
Зная, что площадь занимаемую оборудованием, и коэффициент К, учитывающий рабочие зоны и проходы, определяем площадь участка по формуле (8):
FУЧ = ФОБ * К м2 (8),
где: К – коэффициент, учитывающий рабочие зоны и проходы (см. Л.5, с. 223). Приводим пример расчёта, стараясь получить значения в целых единицах.
FУЧ = 4,58 * 5,2 = 23,8 (м2)
Зная площадь пола проектируемого участка FУЧ и то, что одна сторона участка а = 6 м (стандарт строительной конструкции), можно определить и оставшуюся сторону проектируемого участка «в» по формуле (9):
в = FУЧ / а м (9),
где: в – определяемая сторона проектируемого участка в метрах. Приводим пример расчёта, приводя стороны (желательно) к целым единицам, регулируя значение коэффициента К в заданных пределах.
в = 23,8 / 6 = 3,97 (м)
2.6. План сварочно-наплавочного участка ЦРМ хозяйства (АО).
План проектируемого сварочно-наплавочного участка ЦРМ (АО) представляет собой изображение при виде сверху рабочего места по выполнению каких-либо работ сварщиком 4 разряда, включая габариты площади пола, толщину стен, размещение окон и дверей, размещение ОРП и КИП согласно ТТ, ОТ и ПБ на проектируемом участке.
Зная размеры пола участка (А = 6м; В = 3,97м) переводим их в миллиметры (А = 6000мм; В = 3970мм) и выбираем согласно рекомендациям (Л4. с. 24 т. 8) необходимый масштаб его изображения. Масштаб представлен в основной подписи. Основная подпись выполняется по длинной стороне формата А1. Над основной подписью выполняем по требованиям ЕСКД спецификацию ОРП с учётом данных П3. Таблица 5.
Нумерация и габариты оборудования в выбранном масштабе на основе данных ПЗ. Таблица 5 (А; В) в миллиметрах. Толщину стен и окон, ширину дверей и окон выбираем в Л19 (Смелов А.П. с. 78-82). Там же – требования к расстановке оборудования от стен и между собой. Для лучшей ориентировки проектируемого участка выбираем по Л8 или Л17 соответствующий типовой проект с учётом сопрягаемых участков, которые и обозначили на плане. Над выполненным планом помещаем заголовок-наименование участка. Над планом – экспликация участка с указанием их площади. На свободном месте размещаем график загрузки участка согласно требованиям ПЗ 1.3.
При выполнении листа 1 Г1 «План проектируемого участка» соблюдаем требования ГОСТов ЕСКД выполнения шрифтов, линий чертежа, простановки размеров, заполнения основной подписи и спецификации.
2.7. Формы, методы и способы организации труда на сварочно-наплавочном участке ЦРМ (АО) на 2000 год.
«Организация» в переводе с французского означает строение, устройство чего-либо в одно целое, приведение чего-либо в систему. Организовать – устроить, создать, соединить в одно целое, упорядочить что-либо в единое целое.
Используя рекомендации Л10 рекомендую непоточную форму организации производства, необезличенный метод и тупиковый способ ремонта на сварочно-наплавочном участке ЦРМ (АО).
Непоточную форму организации труда рекомендую, потому что основные разборочно-сборочные операции выполняют непосредственно на месте расположения объекта. Изношенные детали восстанавливают на участках, оснащённых универсальным оборудованием.
Необезличенный метод ремонта рекомендую, потому что при этом методе сохраняется принадлежность восстановленных составных частей к определённому экземпляру изделия.
Тупиковый способ ремонта рекомендую, потому что разборку и сборку машин производят на одном месте. Прибегать к этому способу целесообразно при ремонте громоздких и металлоёмких машин и при относительно небольшой программе ремонта.
2.8. Контроль качества РД изделий на сварочно-наплавочном участке ЦРМ.
На участке сварки и наплавки проводят заварку трещин, сварку деталей при их изломе, наплавку износившихся поверхностей и другие работы, связанные с ремонтом и изготовлением деталей.
В процессе предварительного контроля проверяют качество основного материала, сварочно-наплавочных материалов (электродов, электродной проволоки, присадочных материалов, флюсов и др.).
Качество основного материала, то есть качество поверхности детали, подлежащей сварочно-наплавочным работам, проверяют по ряду показателей: по технической документации определяют марку материала детали, наружным осмотром определяют отсутствие на обрабатываемой поверхности окалины, ржавчины и др.
Назначение и качественный состав электродов для проведения ручной сварки или наплавки определяются сертификатом, сопровождающим партию электродов или этикеткой на их упаковке. При этом контролируют прочность покрытия электродов и их сварочные свойства, механические свойства металла, шва сварного соединения или наплавленного металла на образцах сваренных или наплавленных электродами проверяемой партии. Электроды с отсыревшим покрытием в производство не допускаются.
Качество сварочно-наплавочной проволоки определяется её маркировкой. Одновременно каждую партию проволоки сопровождает сертификат, в котором также приведён ряд данных. Наличие бирки на бухте проволоки или сертификата на партию проволоки – гарантия её качества. При осмотре проволоки также необходимо следить за тем, чтобы на её поверхности не было окалины, ржавчины, грязи и масла. Проволока из легированной стали не должна иметь графитовой смазки.
Маркировка и качественный состав флюсов также определяются сертификатом, сопровождающим флюс, или биркой на упаковке флюса.
Качество флюсов определяется также их однородностью, а также влажностью. Помимо сказанного, флюсы испытываю в процессе сварки или наплавки: дуга под флюсом должна гореть устойчиво, поверхность шва должна быть чистой, без пор, свищей и трещин. После остывания шва шлак должен легко отделяться от металла.
Технологический процесс сварочно-наплавочных работ контролируется, в первую очередь, самими исполнителями, которые обязаны соблюдать установленные технологической документацией режимы и последовательность операций (порядок наслоения швов, сварочный ток и его напряжение, скорость подачи электрода или электродной проволоки, скорость подачи детали и т.д.).
Работники службы технического контроля проводят контроль технического процесса сварочно-наплавочных работ и пооперационный контроль периодически и в тех случаях, когда на приёмных операциях обнаруживается брак.
Для оценки качества сварки или наплавки и выявления дефектов применяют внешний осмотр, измеряют швы, контролируют герметичность, проводят механические испытания, проверяют твёрдость и обрабатываемость.
Внешнему осмотру подвергают сварные и наплавленные швы у всех деталей.
Сварные швы при ремонте ответственных деталей проверяют с помощью дефектоскопии, позволяющей выявить скрытые дефекты (трещины, непровар, шлаковые включения и др.). Наиболее часто используют магнитную дефектоскопию, но также применяют люминесцентную или ультразвуковую дефектоскопию.
Похожие работы
... профилактической окрасок, следует исходить из того, что они должны производиться теми же материалами, какими ранее была окрашена машина. Особенностью роботы малярного участка в условиях районных ремонтных мастерских является необходимость обслуживания машин разного назначения, в больших пределах отличающихся габаритными размерами и применяемыми лакокрасочными покрытиями. Многие машины поступают ...
... тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов. В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82: коробка передач (КП) механическая, ступенчатая с шестернями по- стоянного зацепления, переключение переда внутри диапазонов с ...
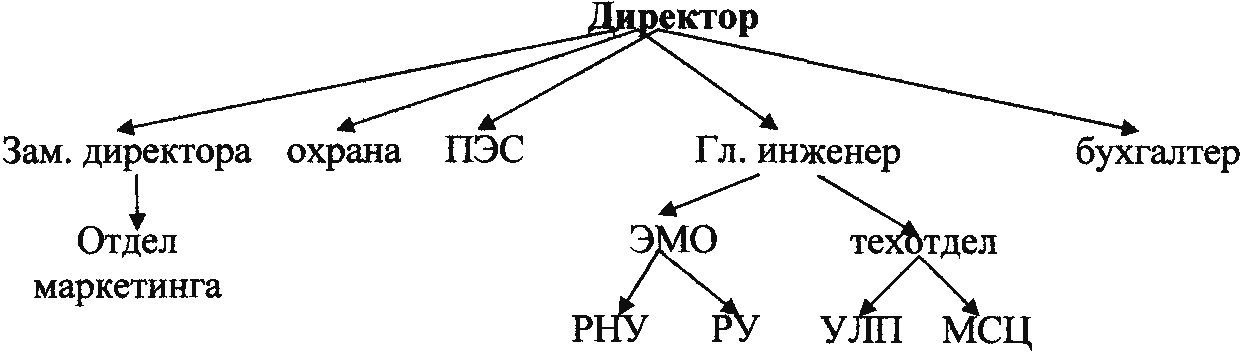
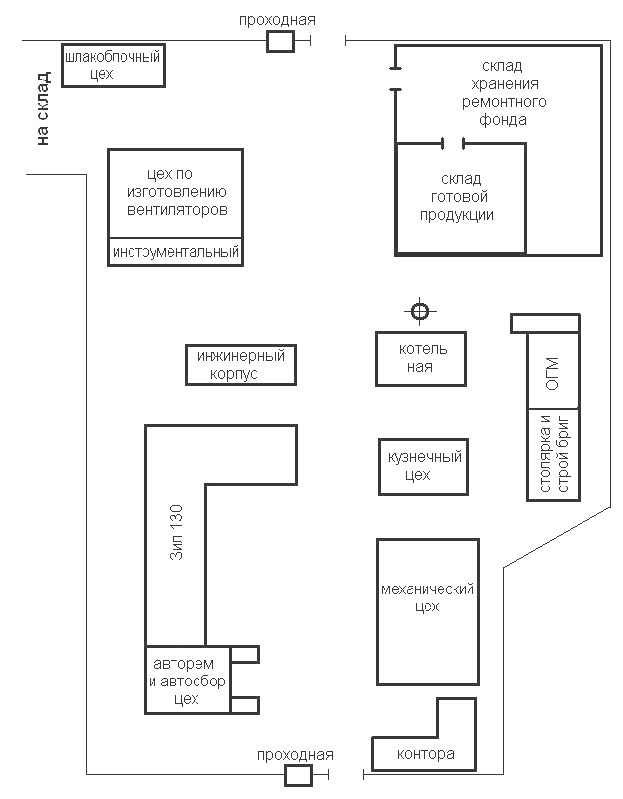
... Отдел маркетинга Отдел кадров Медпункт механический Автотранспортный План территории Старобельского механического завода 2. Годовая программа цеха В Луганской области 19 административных районов, в которых было 330 колхозов и совхозов, как минимум в каждом хозяйстве было 2 токарных и 2 сверлильных станка, один из которых настольный. В каждом районе имелось РТПВ ...
0 комментариев