Методы
нанесения
лакокрасочных
материалов
Нанесение
лакокрасочных
материалов
методом плоского
налива
Нанесение
лакокрасочных
методом протягивания
Автоматизированные
линии отделки.
Компоновка
РТК для нанесения
лакокрасочных
материалов
Исследование
строения привода
окрасочного
робота
Классификация
объемных насосов
Роторно-вращательные
насосы
Винтовые
насосы
Клапанные
распределители
Обратные
клапаны, поддерживающие
клапаны, гидрозамки
Структура
системы управления
Навигация
Методы нанесения лакокрасочных материалов
Изучение построения робототехнических комплексов для нанесения лакокрасочных материалов в мебельной промышленности
106659
знаков
0
таблиц
51
изображение
1.4 Методы нанесения лакокрасочных материалов
1.4.1 Нанесение пневматическим распылениемЭтот способ применяют при отделке стульев, рамочных изделий, ящиков, деталей криволинейного и сложного профиля, которые нельзя отделать другими способами. Распылением наносят лаки, краски, эмали, красители, шпатлевки. Этот способ универсален, прост в техническом отношении, но дает большие потери материала и создает повышенную загазованность рабочей среды.
Сущность пневматического распыления состоит в том, что в результате дробления жидкости струей сжатого воздуха ЛКМ переходит в состояние аэрозоля, аэрозольные частицы движутся в направлении воздушной среды и на отделываемой поверхности сливаются в сплошной слой. Распыление материала происходит в форсунке, которая является основной частью распылителей (рис.1). Скорость воздушной струи на выходе из форсунки должна составлять 300 - 450 м/с, давление воздуха в зависимости от конструкции лакораспылителя 0,25 - 0,55 МПа. Оптимальное значение вязкости ЛКМ - 25 - 35 с по ВЗ-4, размер аэрозольных частиц при этом составляет 6 - 80 мкм. Различают форсунки с воздушным и материальным соплом.
Методом распыления ЛКМ чаще всего наносят вручную, используя краскораспылители марок КРП-З, КР-20, КР-20, ЗИЛ, С-765 и др. Процесс выполняют в распылительных кабинах, которые должны обеспечивать полную очистку загрязненного воздуха от лакокрасочной пыли, максимальное удаление образующихся паров и аэрозоля из зоны окраски, пожаробезопасность.
Краскораспылитель, краско- и воздухоподводящие шланги перед началом работы необходимо тщательно осмотреть и проверить их исправность. Затем производят настройку краскораспылителя, т. е. устанавливают форму факела в зависимости от площади окрашиваемой поверхности, регулируют подачу воздуха и краски.
Во время перерывов в работе переднюю часть краскораспылителя необходимо держать в растворителе. При смене краски или лака, а также после окончании работы краскораспылитель необходимо промыть растворителем.
Отделку деталей методом распыления выполняют в распылительных кабинах. Кабины служат также для сбора и отсоса летучих элементов, которые образуются в виде тумана.
По способу подачи изделий распылительные кабины бывают тупиковые и проходные. В тупиковых изделия подают и выгружают через один и тот же проем, а в проходных - изделия подают в один проем, а выгружают из другого.
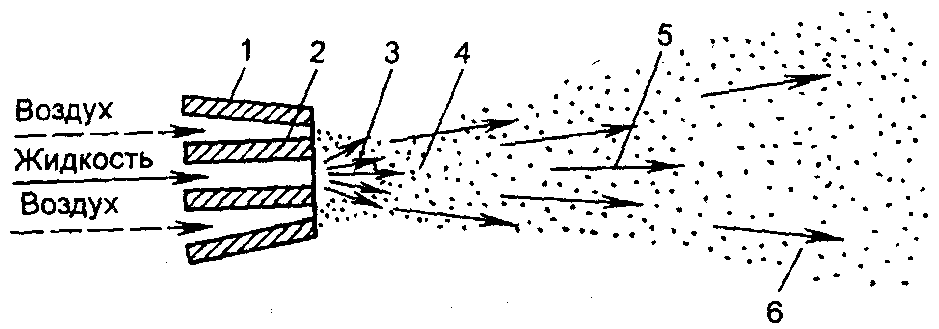
Рис. 1.
Схема пневматического распыления жидкости форсункой с кольцевым соплом для воздуха: 1 - кольцо для сжатого воздуха; 2 -материальное сопло; 3 -зона разрежения; 4 - зона избыточного давления; 5 - зона распыления; 6 - зона образования тумана
На рис. 2 показана распылительная камера для отделки изделий средних размеров - тумбочек, стульев и т. п. Во время работы воздух с лакокрасочным туманом проходит сначала через краскоуловительную решетку, а затем через камеру с гидрофильтром из двух водяных завес, где очищается от лакокрасочной пыли и частично от растворителей. Далее воздух проходит через сепаратор, который состоит из набора металлических пластин. Здесь он освобождается от избытка влаги, которая стекает в ванну, а затем поступает в систему вытяжной вентиляции и выбрасывается в атмосферу. В ванну стекает и вода, вытекающая из форсунок гидрофильтра. После отстоя вода вновь поступает в гидрофильтр.
Распыление подогретых лаков имеет ряд преимуществ по сравнению с распылением холодных лаков: улучшается растекание лаков с большей вязкостью, уменьшается образование потеков на вертикальных поверхностях, т. е. лаки можно наносить более толстым слоем, а это дает возможность экономить растворители и увеличивать производительность труда.
Для подогрева лакокрасочных материалов существуют установки УГО-2МВ, УГО-4М и др. Они обеспечивают температуру ЛКМ на выходе из распылителя 70 - 75 °С и температуру воздуха на выходе из установки 80 °С.
К недостаткам отделки методом распыления относятся большие потери ЛКМ (до 40 %), загрязнение воздуха, необходимость использования специальных кабин. Избежать ряда недостатков данного метода позволяет способ безвоздушного распыления. Он основан на распылении ЛКМ путем применения высокого давления в лакоподающей системе установки. ЛКМ подается к краскораспылителю под высоким давлением. При выходе из сопла развивается большая скорость струи лака, превышающая критическую скорость движения при данной вязкости, что и приводит к распылению лака. Такой метод позволяет наносить ЛКМ повышенной вязкости с получением более качественных покрытий. Существуют холодный и горячий способы безвоздушного распыления. При холодном давление достигает 24 МПа, а при горячем - 4,5 - 7,0 МПа, но лак нагревается в последнем случае до 70-100°С.
Метод безвоздушного распыления пригоден практически для всех марок лаков, за исключением содержащих ускорители высыхания и имеющих небольшую жизнеспособность.
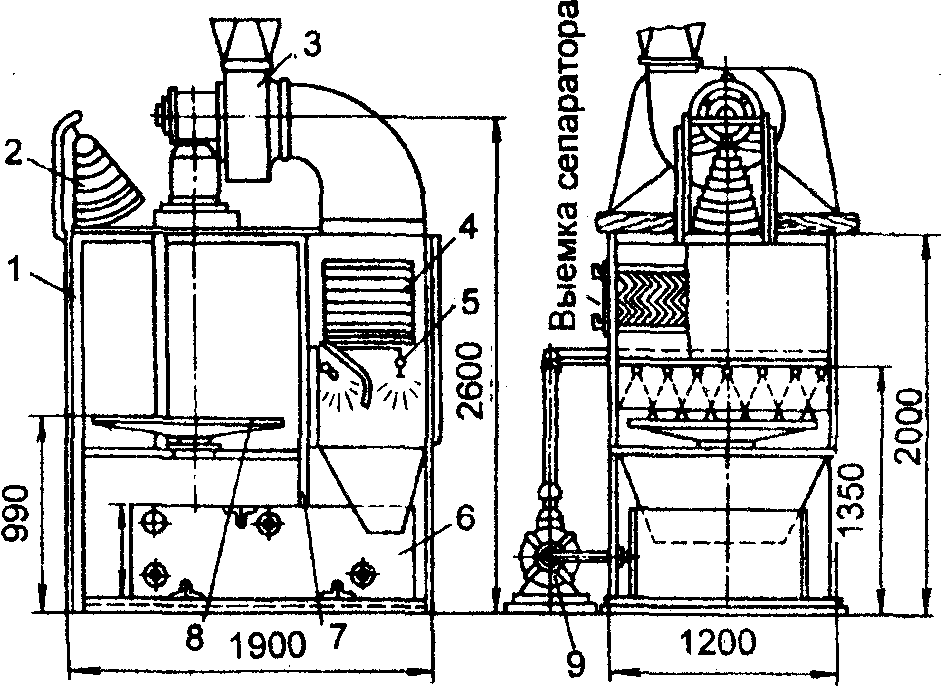
Рис.2.
Распылительная камера для отделки изделий средних размеров: 1 - каркас; 2 - светильник; 3 - вентилятор;
4 - сепаратор; 5 - гидрофильтр 6 - ванна;7 -решетка; 8 - поворотный стоя; 9 - насос
1.4.2 Нанесение электростатическим распылением
Электростатическое распыление происходит одновременно с приданием аэрозольным частицам отрицательного заряда, вследствие чего они притягиваются и осаждаются на положительно заряженное изделие. Этот метод хорош для отделки изделий сложной формы, решетчатых конструкций, например стульев.
Производительность его высокая, потери ЛКМ минимальные. При использовании стационарных установок процесс почти полностью автоматизирован. Санитарно-гигиенические условия труда хорошие.
К недостаткам данного способа относится ограниченный ассортимент применяемых ЛКМ, не всегда равномерное их нанесение на все поверх-ности отделываемого изделия, сложность и высокая стоимость аппаратуры и обслуживания.
Распыление ЛКМ при электроокраске возможно пневматическим, гидравлическим, центробежным и электростатическим способами. Последний способ осуществляется в постоянном электрическом поле высокого напряжения (50 -140 кВ), а изделие при этом заземляют. При электроокраске происходят следующие электрофизические процессы: зарядка ЛКМ, его распыление, образование факела, движение капель жидкости к изделию, осаждение их на изделии. Принципиальная схема электроокрасочной установки с высоковольтным выпрямителем показана на рис. 3.
. 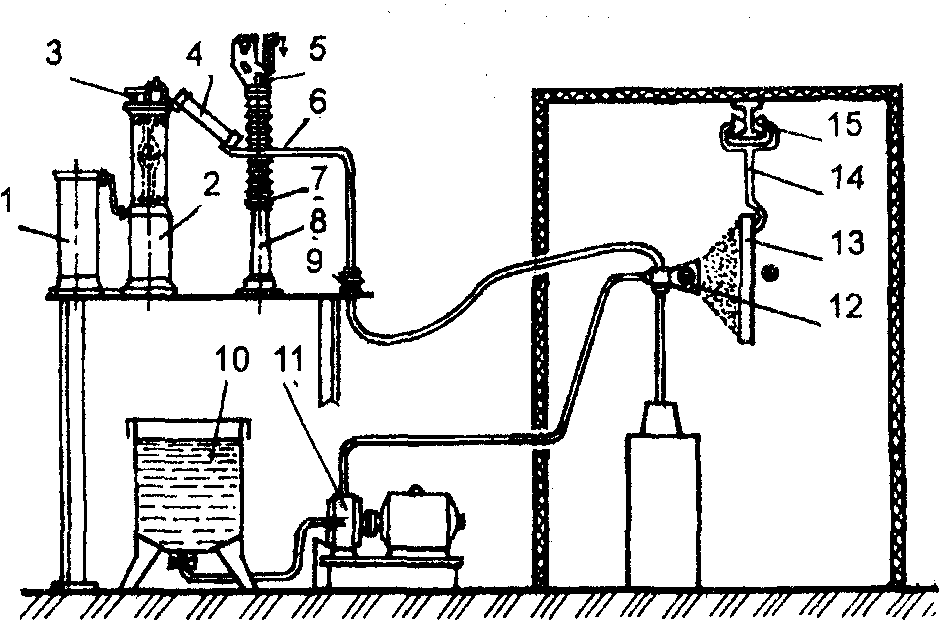
Рис. 3.
Схема установки с высоковольтным выпрямителем для отделки изделий в электростатическом поле высокого напряжения; 1 - высоковольтный трансформатор; 2 -трансформатор накаливания кенотрона; 3 - кенотрон; 4 - ограничительное сопротивление;5 - автоматический разрядник; 6 — шинопровод; 7, 9 -- изоляторы; 8 -стойка авторазрядника;
10 - бак с лакокрасочным материалом; 11 - доза тор; 12- распылитель; 13 - изделие, 14 - подвеска; 15 - цепной конвейер
Метод нанесения ЛКМ в электрическом поле позволяет уменьшить расход материалов до 50 % по сравнению е пневматическим распылением.
Установки для отделки в электрическом поле могут эксплуатироваться в соответствии с действующими правилами и нормами эксплуатации высоковольтных электротехнических установок и правилами безопасных условий труда и пожарной безопасности. Двери и проемы камеры распыления должны иметь автоблокировку, которая снимает высокое напряжение при входе человека в камеру. Все металлические части установки, находящиеся под напряжением, должны быть заземлены. Перед подачей высокого напряжения и включением конвейера должны подаваться звуковой и световой сигналы. Вытяжная вентиляция должна быть сблокирована с высоковольтным выпрямителем так, чтобы без ее включения нельзя было подать высокое напряжение на распылители.
К обслуживанию установки должны допускаться только лица, которые прошли инструктаж по технике безопасности, пожарной безопасности и охране труда.
1.4.3 Нанесение лакокрасочных материалов вальцами
 Нанесение
выполняют за
один или несколько
проходов в
зависимости
от требуемой
толщины покрытия,
с одной или с
двух сторон.
ЛКМ наносится
на поверхность
с помощью
вращающегося
вальца. Материал
попадает на
наносящий валец
из ванны с помощью
питательного
и дозирующего
вальцов или
из промежутка
между дозирующим
и наносящим
вальцами.
Принципиальная
схема работы
вальцового
станка показана
на рис. 4 и 5.
Нанесение
выполняют за
один или несколько
проходов в
зависимости
от требуемой
толщины покрытия,
с одной или с
двух сторон.
ЛКМ наносится
на поверхность
с помощью
вращающегося
вальца. Материал
попадает на
наносящий валец
из ванны с помощью
питательного
и дозирующего
вальцов или
из промежутка
между дозирующим
и наносящим
вальцами.
Принципиальная
схема работы
вальцового
станка показана
на рис. 4 и 5.
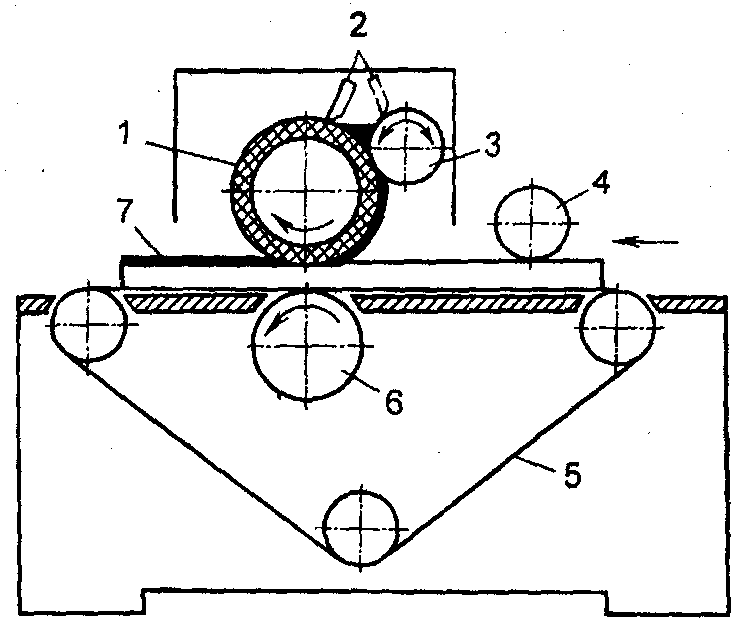
Рис. 4.
Схема вальцового лаконаносящего станка:
1 - лаконаносящий валец; 2 -ракель; 3 - дозирующий валец; 4 - прижимной ролик; 5 - ленточный конвейер;
6 - приводной валец; 7 - слой лакокрасочного материала на поверхности отделываемой детали
По конструкции станки бывают разными. Вальцовым методом можно наносить красители, грунтовки, шпатлевки, лаки, печатные рисунки. Для крашения щитов применяют станки марок КЩ, КЩ-9, для нанесения грунтовок, шпатлевок и лаков — отечественные станки МЛН1.03, ВЩ9-1, ОД-58, ШПЩ-9, а также импортные.
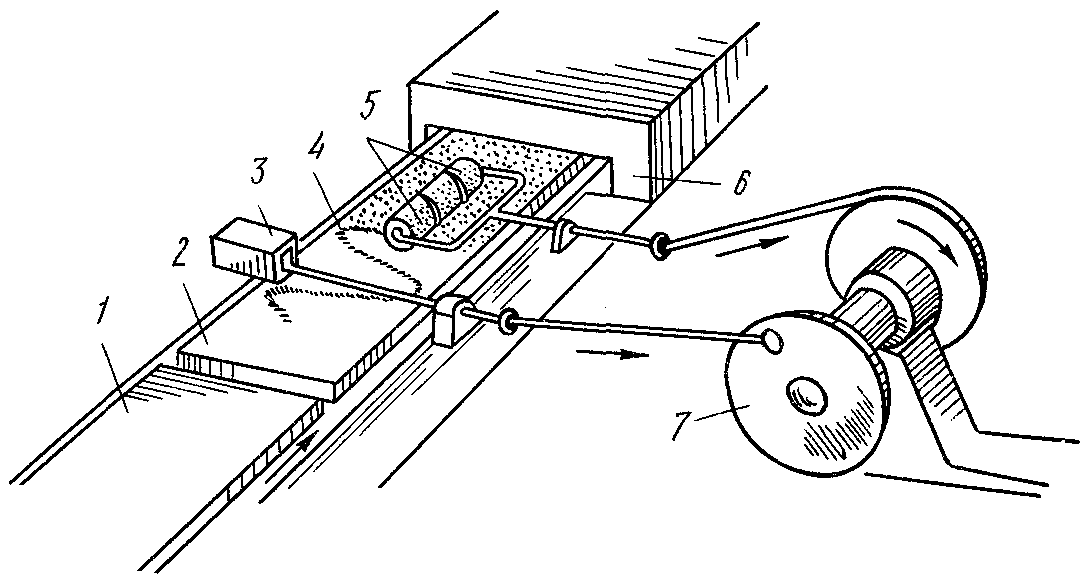
Рис.5. Принцип работы машины для окраски полотен методом наката:
1-транспортер;2 полотно; 3 — бачок с краской; 4--струя краски; 5 — валики; 6 — конвекционная сушильная камера; 7-возвратно-поступательный механизм
Преимуществами вальцового метода являются высокая производительность, незначительные потери материала, возможность нанесения материалов различной вязкости, очень тонких слоев, а также легкая встраиваемость станков в автоматические линии.
0 комментариев