Методы
нанесения
лакокрасочных
материалов
Нанесение
лакокрасочных
материалов
методом плоского
налива
Нанесение
лакокрасочных
методом протягивания
Автоматизированные
линии отделки.
Компоновка
РТК для нанесения
лакокрасочных
материалов
Исследование
строения привода
окрасочного
робота
Классификация
объемных насосов
Роторно-вращательные
насосы
Винтовые
насосы
Клапанные
распределители
Обратные
клапаны, поддерживающие
клапаны, гидрозамки
Структура
системы управления
Навигация
Нанесение лакокрасочных материалов методом плоского налива
Изучение построения робототехнических комплексов для нанесения лакокрасочных материалов в мебельной промышленности
106659
знаков
0
таблиц
51
изображение
1.4.4 Нанесение лакокрасочных материалов методом плоского налива
Плоский налив получил широкое распространение, так как он обеспечивает высокую производительность. За одну операцию можно нанести большое количество материала при сравнительно высокой вязкости, т. е. с малым расходом растворителей. Метод налива имеет небольшие потери ЛКМ, правда, он не обеспечивает нанесение малых расходов лака за один проход (менее 90 г/м2), а при встраивании лаконаливных машин в линии требуется применение специальных систем для разгона и торможения деталей, поскольку скорость в машине выше, чем в линии.
Сущность нанесения ЛКМ методом налива состоит в том, что уложенные на движущийся конвейер плоские детали проходят через завесу жидкого материала, который вытекает из наливной головки. Завеса отделочного материала может быть образована различными способами, в зависимости от схемы головок лаконаливных машин (рис. 6).
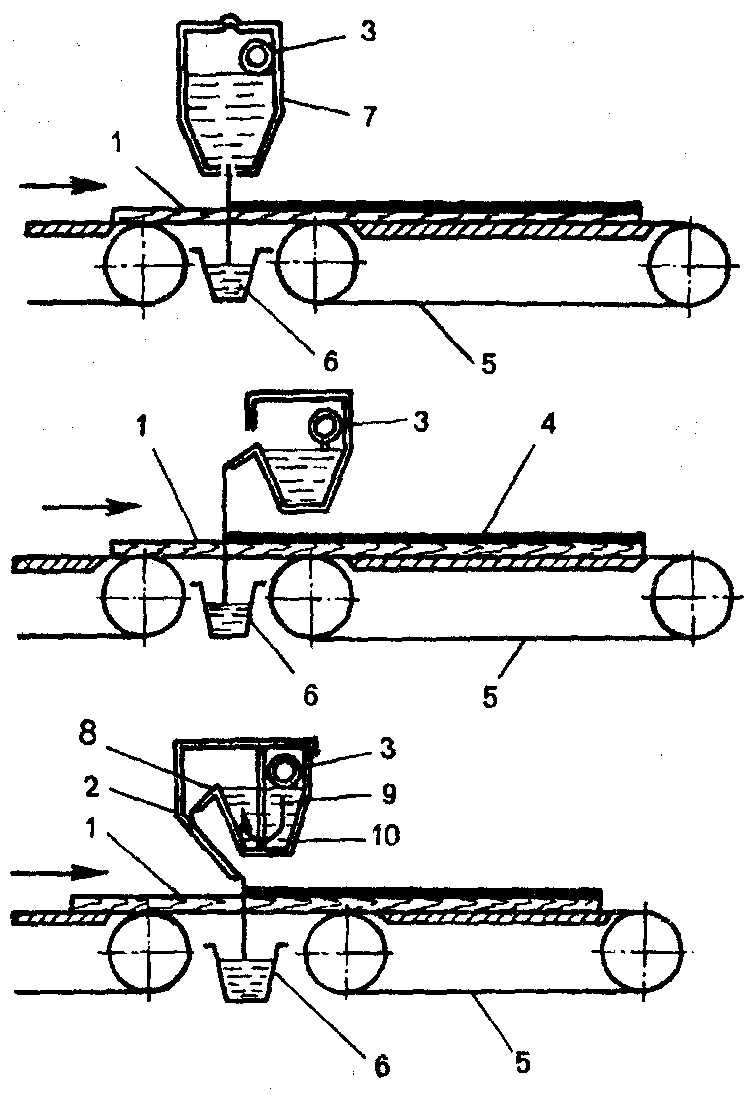
Рис. 6.
Схема образования завес отделочного материала: а - вытекание из донной щели; б - переливание через сливную плотину; в — переливание со сливной плотины со стенанием с экрана; 1 - деталь; 2 - экран; 3 - лакоподающая труба; 4 - покрытие; 5 - конвейер; 6 - лоток; 1 - корпус головки; 8 - сливная плотина; 9 - перегородка; 10 -фильтр
Краткая техническая характеристика наливной машины ЛМН-1М
Вязкость лакокрасочных материалов по ВЗ-4, с......................... ........ 25—130
Расход лаков, смеси на 1 м2 лакируемой поверхности, г/м2 ………… 30—600
Скорость подачи деталей, м/мин ........................................................... 10—170
Длина сливной кромки головки, мм ....................................................... 1400
Диапазон регулирования подъема головок от уровня стола,
мм .......................................................................................................... 30—270
Расстояние между головками, мм .......................................................... 375
Емкость сливного бака, л ....................................................................... 50
Суммарная мощность электродвигателей, кВт.................................... 3,37
Агент подогрева лаковой смеси................................................... .. Горячая вода
Габаритные размеры машины, мм ............................................. 4000x2200x1350
Масса машины, кг .................................................................................... 1700
Новая машина обеспечивает лучшее качество покрытия, дает возможность получать тонкие покрытия, снабжена двумя наливочными головками. Дляотделки кромок разработана типовая конструкция наливной машины ЛМК-1.
Брусковые детали можно отделывать на наливных машинах КВ-50-02 и КВ-50-13 (два зеркальных исполнения одной модели), выпускаемых Рыбинским ЗДС.
Краткая техническая характеристика наливной машины КВ-50-02
Размеры отделываемых деталей, мм ................................(450—3000) х (10—150)х (10—150)
Скорость подачи деталей, м/мин ............................................................ 30—120
Длина сливной кромки головки, мм............................................................ 350
Расстояние от сливной кромки головки до
линии пересечения образующих роликов и
поверхностей подающих лент транспортеров, мм .............................. 120—400
Установленная мощность, кВт..................................................................... 2,3
Количество наливных головок ...................................................................... 1
Габаритные размеры машины, мм ................................................ 6560 (1800) х 1400 х 1400
Масса машины, мм
(с рольгангом) ............................................................................................... 1425
Способом налива можно наносить однокомпонентные и двухкомпонентные лакокрасочные материалы, а также и водно-дисперсионные.
Для отделывания пластин щитов применяют машины типов ЛМ-3, ЛМ-140-1, ЛМ-80-1, для отделывания кромок -ЛМК-1 (двухголовочная) и др.
1.4.5 Нанесение лакокрасочных материалов методом окунания
Окунание применяют для отделки деталей обтекаемой формы. Детали или изделия погружают в ванну с ЛКМ, затем извлекают из нее, выдерживают до отекания излишков лака или краски и сушат.
На толщину и равномерность лакового покрытия оказывают влияние различные факторы. Толщина покрытия тем больше, чем выше вязкость лака, содержание нелетучих, скорость испарения растворителей и вытягивание из ванны и чем меньше плотность лака.
Метод окунания производительный, ЛКМ используются экономно, хорошо поддается механизации и автоматизации. Его недостаток -неравномерное по толщине покрытие по всей длине детали, так как с верхней части детали стекает больше лака, чем с нижней. С увеличением скорости вытягивания увеличивается неравномерность покрытия по длине детали.
В производстве мебели окунанием наносят красители, грунтовки, шпатлевки, нитроцеллюлозные лаки и эмали, реже - беспарафиновые полиэфирные лаки. Таким способом отделывают ножки столов, плоскоклееные и гнуто-клееные боковины стульев, кресел и т. п.
0 комментариев