Методы
нанесения
лакокрасочных
материалов
Нанесение
лакокрасочных
материалов
методом плоского
налива
Нанесение
лакокрасочных
методом протягивания
Автоматизированные
линии отделки.
Компоновка
РТК для нанесения
лакокрасочных
материалов
Исследование
строения привода
окрасочного
робота
Классификация
объемных насосов
Роторно-вращательные
насосы
Винтовые
насосы
Клапанные
распределители
Обратные
клапаны, поддерживающие
клапаны, гидрозамки
Структура
системы управления
Навигация
Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов
Изучение построения робототехнических комплексов для нанесения лакокрасочных материалов в мебельной промышленности
106659
знаков
0
таблиц
51
изображение
2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов
На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и стабилизации покрытий, механизмы загрузки и съема деталей, транспортные средства.
Для лакирования плоских щитовых деталей нитроцеллюлозными лаками нашла применение линия, схема которой показана на рис. 10. Отделываемые детали проходят лаконаливную машину, где покрываются лаком, и поступают на приемочный роликовый конвейер. Отсюда детали забираются вручную и укладываются на подвесные этажерки и подаются в сушильную камеру. После выхода из нее они подаются на роликовый конвейер и виброшлифовальный станок для промежуточного шлифования. Затем детали снова подаются в лаконаливную машину для повторного лакирования, и процесс повторяется. Линия проста, на ней могут отделываться также детали эмалями горячей сушки.
На рис. 11 показана схема автоматической линии отделки деталей различными лаками. Грунтовочные составы наносят с помощью вальцовых станков, промежуточное шлифование выполняют на широколенточном станке, лак наносят лаконаливной машиной. Сушку ЛКМ осуществляют конвективным способом. Отделка деталей меламиноалкидным лаком МЛ-2111 достаточно распространена благодаря хорошим декоративным и защитным свойствам этого лака и возможности организовать процесс отделки на автоматических линиях с малым расходом материалов. Для получения меламиновых покрытий используются полуавтоматические линии. Одна из них показана на рис. 12. Грунтование и лакирование производится с помощью вальцовых станков, что дает сокращение расхода лака в 2,5 - 3,0 раза по сравнению с нанесением его методом налива.
При отделке деталей криволинейной или другой сложной формы, стульев, некоторых брусковых деталей используют отделочные конвейеры. Лакокрасочный материал наносится распылением в пульверизационных кабинах проходного или тупикового типа. В качестве транспортных средств используют подвесные или напольные цепные, ленточные или другие конвейеры. Отделочные конвейеры имеют также сушильные камеры и рабочие места для шлифования и разравнивания покрытий. Однако обеспечить большую производительность отделочные конвейеры не могут, так как в них механизировано лишь перемещение отделываемых изделий в сушильных камерах, а непосредственно отделка выполняется с применением ручного труда.
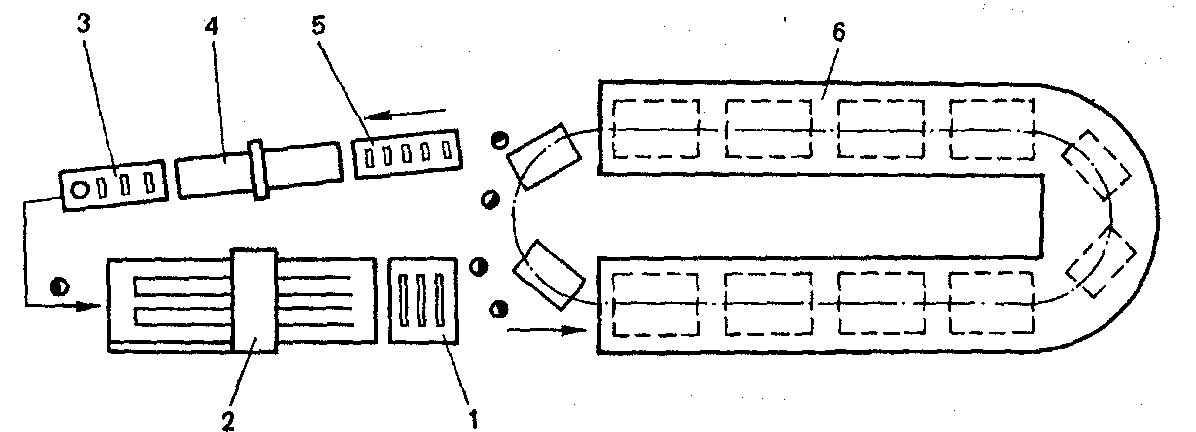
Рис.10.
Схема полуавтоматической линии для лакирования деталей мебели нитролаками и эмалями:
1 - приемный роликовый конвейер; 2 - лаконаливная машина; 3, 5 -роликовый конвейер; 4 -виброшлифовальный станок; 6 -туннельная сушильная камера
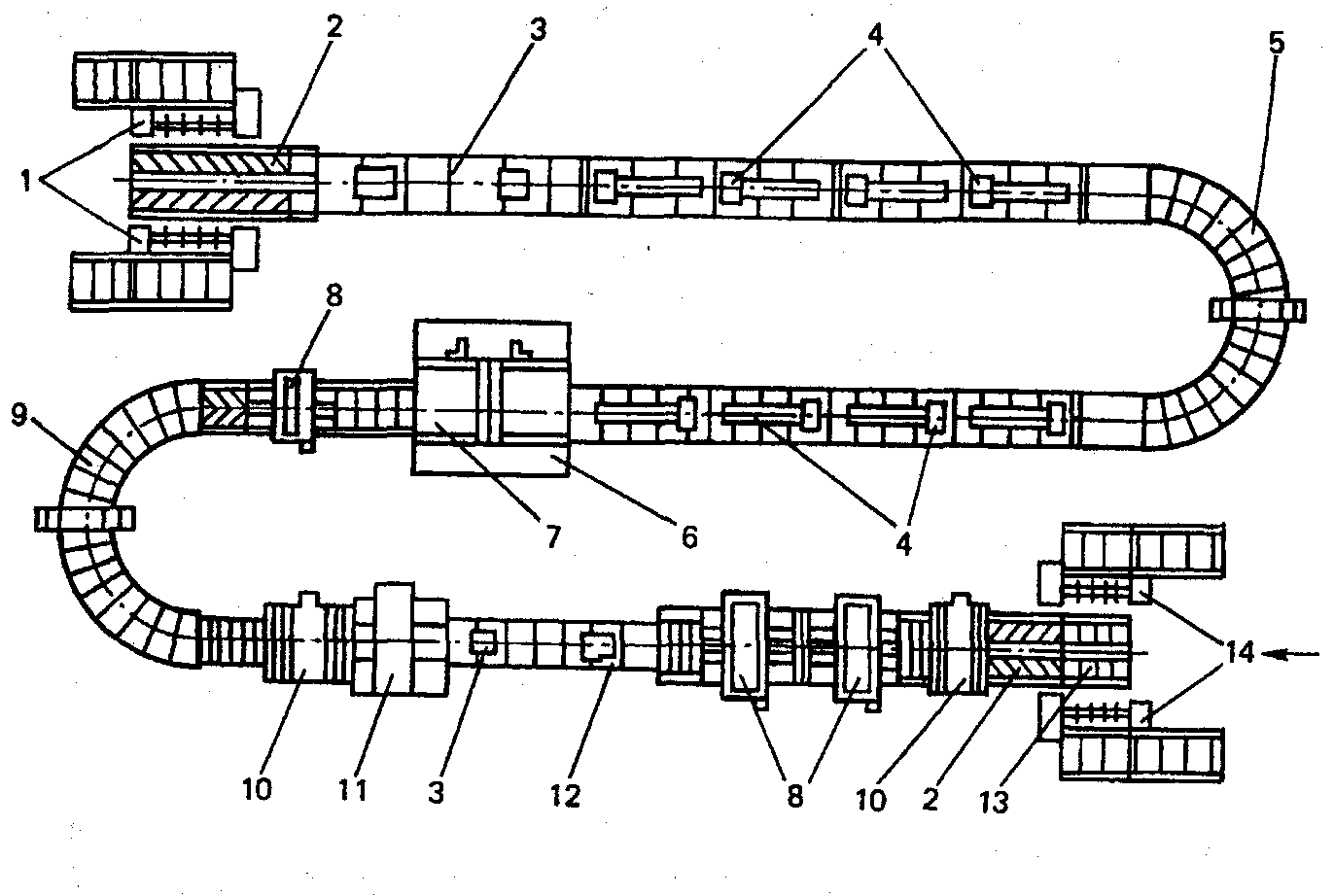
Рис. 11.
Автоматическая линия отделки щитовых деталей нитроцеллю-лозными, полиуретановыми лаками и лаками кислотного отверждения:
1-разгрузочный манипулятор; 1 - выравнивающий конвейер; 3 - камера охлаждения; 4 - конвективная камера; 5 - угловая камера; 6 - обеспыливающая камера; 1 - лаконаливная машина; 8 - вальцовый наносящий станок; 9 -роликовый конвейер; 10- станок для снятия пыли; 11 - шлифовальный станок; 12 - камера нагрева; 13 - загрузочный конвейер; 14 - загрузочный манипулятор
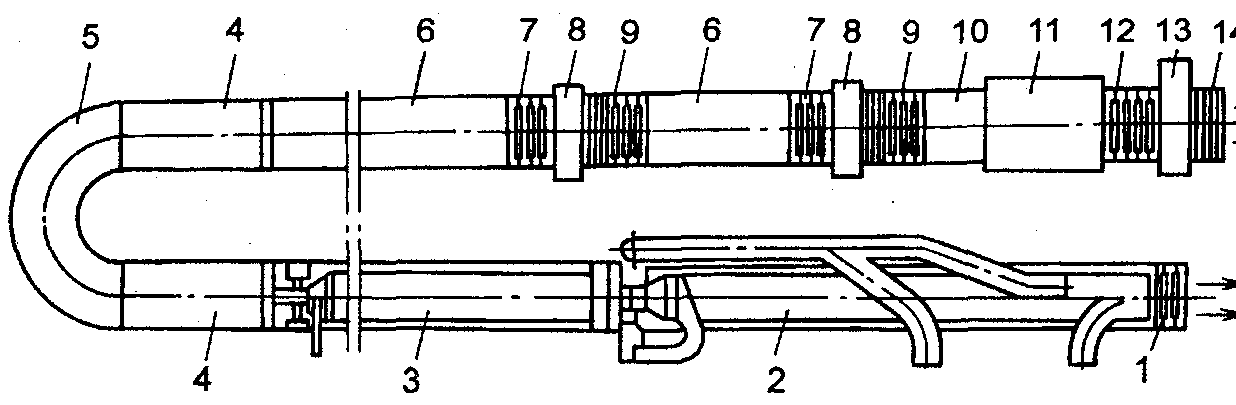
Рис. 12.
Схема линии отделки лаком МЛ-2111:
1 - загрузочный роликовый конвейер; 2-6 - конвективные сушильные камеры; 7, 9, 12 -роликовые конвейеры; 8 - вальцовый станок для лакирования; 10 - виброшлифовальный станок; 11-двенадцатиламповая камера УФ-облучения; 13 - вальцовый станок для шпатлевания; 14 - разгрузочный роликовый конвейер
 Довольно
совершенной
является
отечественная
полуавтоматическая
линия ДВ507. Она
скомпонована
на базе унифицированного
оборудования:
камер предварительного
подогрева,
лаконаливочных
машин и камер
нормализации.
Структурно-технологическая
схема линии
(рис.13.) состоит
из трех участков:
грунтования,
шпатлевания
и окончательной
окраски.
Довольно
совершенной
является
отечественная
полуавтоматическая
линия ДВ507. Она
скомпонована
на базе унифицированного
оборудования:
камер предварительного
подогрева,
лаконаливочных
машин и камер
нормализации.
Структурно-технологическая
схема линии
(рис.13.) состоит
из трех участков:
грунтования,
шпатлевания
и окончательной
окраски.
Работа на линии протекает следующим образом. Бруски дверных коробок или других изделий в пакетах поступают по напольному неприводному роликовому транспортеру 1 к консольному приводному рольгангу 2, на который рабочий перекладывает их из пакета. Рольганг доставляет их до упора с флажком бесконтактного концевого выключателя, дающего команду на включение привода подачи цепного транспортера терморадиационной камеры 3 подогрева брусков. Транспортер снимает подлежащий окраске брусок с консольного рольганга и смещает его в поперечном направлении на один шаг в сторону камеры. При последующих циклах транспортера бруски поочередно проходят всю длину камеры подогрева в положении, когда две смежные грани расположены под углом 45° к горизонту.
После нагрева бруски в таком же положении поступают на У-образный транспортер лаконаливочной машины 4, на которой окрашиваются две верхние смежные грани. Вышедшие из машины бруски перекладывают в таком же положении на цепной транспортер камеры
Рис.13 . Схема линии ДВ 507 окраски брусковых деталей:
/ — роликовый транспортер; 2—рольганг; 5, 7, 15, 18, 21 — терморадиационная камера подогрева брусков; 4, 8, 16, 19—лаконаливная машина; 5, 9, 20, 22 — камера нормализации; 6 — консольный рольганг; 10, 14—ленточный транспортер; 11—стол; 12—поперечные трехцепные транспортеры (участок шпатлевания); 13 — участок шлифования; 23 — напольный неприводной рольганг
нормализации 5, где интенсивно отсасываются летучие элементы. Бруски имеют двоякое перемещение: в камерах подогрева и нормализации поперечное, в лаконаливочных машинах и транспортных связях продольное.
Вышедшие из камеры нормализации бруски с двумя окрашенными гранями поступают на консольный рольганг 6 с горизонтально расположенными роликами, который перемещает их в сторону расположения терморадиационной камеры 7 предварительного нагрева. Цепной транспортер камеры с помощью таких же У-образных захватов снимает бруски с рольганга и смещает их в сторону камеры. При этом происходит подача их в положении, когда оказываются сверху одна из окрашенных граней (в брусках — противоположная примыкающим к стенам помещения) и смежная с нею, неокрашенная. В таком положении бруски проходят весь участок подогрева камеры 7, лаконаливочную машину 8 (где окрашиваются одна из граней впервые, а другая — повторно) и камеру нормализации 9.
После выхода брусков из камеры нормализации оказываются загрунтованными краской или эмалью три стороны (кроме четвертой, примыкающей к стене). После этого бруски поступают на ленточный транспортер 10, перемещающий их на участок шпатлевания, который представляет собой пять поперечных трехцеп-ных транспортеров 12. Расстояние между цепями выбрано таким образом, чтобы обеспечить транспортировку брусков всех длин в поперечном направлении, причем длинные лежат на трех, а короткие на двух цепях.
Поступившие на этот участок бруски вручную снимают с транспортера 10 и укладывают на стол 11, где их выборочно шпатлюют. Зашпатлеванные бруски укладывают на медленно движущийся трехцепной транспортер, который доставляет их в виде сплошного ковра на участок шлифования 13. За время движения деталей от участка шпатлевания до участка шлифования шпатлевка успевает высохнуть. Здесь вручную с помощью виброшлифовальных машинок зашпат-леванные места шлифуют.
После этого бруски укладывают пакетами на ленточный транспортер 14, который периодически доставляет их на третий участок для окончательной окраски. На этом участке грани окрашиваются в той же последовательности и на том же оборудовании, что и на первом участке (грунтования). Бруски проходят: при окраске первых двух граней камеру нагрева 15, лаконаливочную машину 16, две камеры нормализации 17; при окраске третьей и одной окрашенной грани камеру нагрева 18, лаконаливочную машину 19, камеру нормализации 20, затем камеры нагрева 21 и нормализации 22. Окончательно окрашенные бруски укладывают вручную на напольный неприводной рольганг 23, откуда с помощью внутрицехового транспортера их доставляют на участок сборки коробок и упаковки погонажных деталей.
Техническая характеристика линии ДВ507
Размеры окрашиваемых деталей, мм: (брусков) :
длина ................................................................................................. 670—2100
ширина ................................................................................................. 74 и 94
толщина .................................................................................................... 47
наличников:
длина ................................................................................................... 750—2100
ширина ..................................................................................................... 54
толщина ....................................................................................................13
раскладок:
длина ....................................................................................................700—2200
ширина ..................................................................................................... 21
толщина ................................................................................................... 13
Годовая производительность (при среднем блоке размером
1,67 м2 и двухсменной работе), м2 ...................................................... 500000
Ритм работы линии (проектный), с ......................................................... 3,6
Установленная мощность, кВт:
на участке окраски.................................................................................... 35,4
» участке шпатлевания .............................................................................. 6,4
ТЭНов.......................................................................................................... 315
Широкое распространение нашли линии окраски изделий в электрическом поле . Они по конструкции и принципу работы мало отличаются друг от друга. Изготавливаются предприятиями применительно к их специфике и объемам производства и различаются компоновкой, обусловливаемой планировкой окрасочных цехов, методом нанесения токопроводящих грунтовок, а также выполнением операции шпатлевания (в линии или вне ее)..
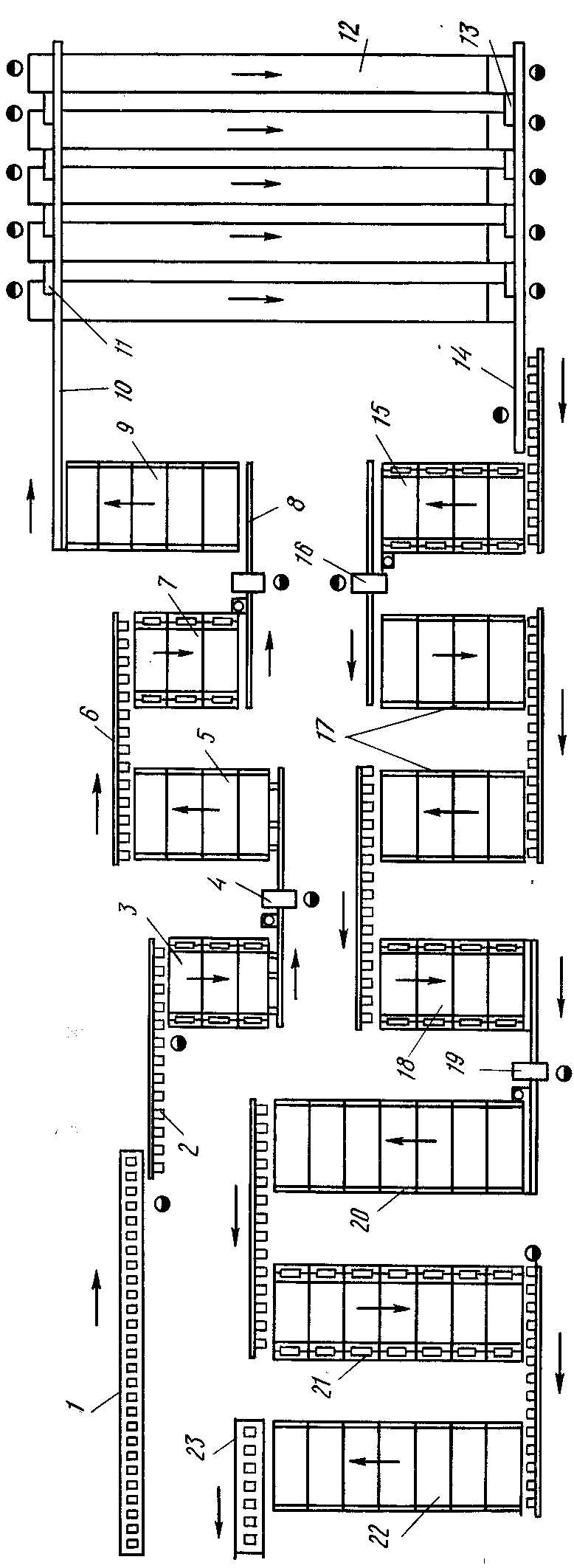
Схема поточно-механизированной линии приведена на рис. 14. Принцип ее работы заключается в следующем. Предварительно зашпатлеванные оконные блоки в разобранном виде подвешивают на специальные подвески, закрепленные в катках монорельса конвейера, связанных бесконечной цепью транспортера 1. Последний доставляет блоки в камеру 2 грунтования их поверхности токоп-роводящим составом, представляющим собой раствор алкомона (5 мае. ч.) в уайт-спирите. Грунтовка наносится путем облива (разбрызгивания) поверхности блоков из форсунок коллекторов, установленных вдоль продольных стенок камеры. Избыток грунтовки собирается в отстойниках, откуда вновь насосом подается в коллекторы камеры грунтования. Сушка блоков после грунтования токоп-роводящим составом осуществляется в естественных условиях — при перемещении изделий на позицию 3, где вручную зачищают поверхность (снимают ворс и т. д.) и дополнительно шпатлюют отдельные участки. После зачистки блоки транспортером доставляют в камеру 4 электростатической окраски, где с помощью шести чашечных электромеханических распылителей ЭРД-1М (по три с каждой стороны) наносят лакокрасочный материал на поверхность оконных блоков. Каждый из трех распылителей, окрашивающих одну из сторон блока, установлен да различной высоте от уровня пола, чем достигается равномерная окраска всей поверхности изделия. Электростатическое поле создается за счет подвода к распылителям высокого напряжения (до 120000 В) от высоко-вольтновыпрямительной установки В-140-5-2.
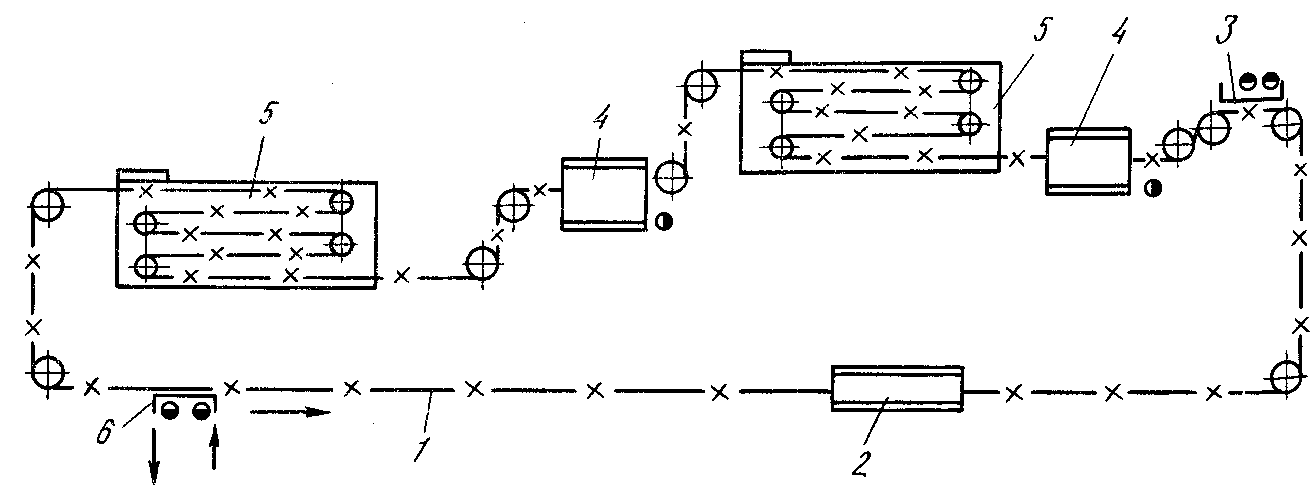
Рис. 14. Схема поточно-механизированной линии окраски оконных блоков в электростатическом поле высокого напряжения:
/—транспортер; 2 — камера грунтования токопроводящим составом; 3 — контрольный стол; 4 — камера окраски; 5—сушильная камера; 6 — участок загрузки-выгрузки
После нанесения первого покрытия (грунтовочного) оконные блоки поступают в многоканальную конвекционную сушильную камеру 5, обогреваемую циркулирующим воздухом, имеющим температуру 55—60° С. В камере происходит сушка окрашенных поверхностей за 30 мин. После сушки первого слоя покрытия блоки поступают во вторую камеру 4 электростатической окраски, где аналогичным образом наносится второе покрытие отделочного материала. Затем окончательно окрашенные изделия перемещаются во вторую многоканальную конвекционную камеру, где воздух 'нагрет до 60—65° С, и сушатся 40 мин. После сушки оконные блоки поступают на позицию 6. Их снимают с конвейера и навешивают новые блоки, подлежащие окраске.
На схеме 1 показана схема линейной компоновки однопоточной роботизированной технологической линии с непосредственной связью между составляющими линию ячейками. В этом случае отсутствует межоперационная транспортная система, а передача предметов производства от одной ячейки к другой осуществляется непосредственно входящими в них промышленными роботами. Подобные комплексы могут иметь как централизованное управление, так и систему децентрализованного управления, состоящую из связанных друг с другом устройств управления отдельных промышленных роботов. Бее ячейки комплекса работают синхронно в едином ритме, обеспечивая заданную программой последовательность рабочих операций и холостых ходов. Такие линии с прямой жесткой связью между ячейками наиболее просты и имеют наименьшую стоимость. Однако они требуют строго определенного взаимного расположения основного технологического оборудования.
Схема 1. Компоновка РТК для нанесения лакокрасочных материалов.
0 комментариев