Навигация
Качество обработанной поверхности
17469
знаков
0
таблиц
0
изображений
Содержание.
1 Введение
2 Определения и основные понятия.
3 Параметры оценки и измерение шероховатости поверхности.
4 Влияние качества поверхности на эксплуатационные
свойства деталей
машин.
5 Методы и средства оценки шероховатости.
6 Зависимость шероховатости поверхностей и точности от
видов обработки.
7 Список литературы.
1 ВВЕДЕНИЕ
Машиностроение - важнейшая отрасль промышленности. Его продукция - машины различного назначения поставлятся всем отраслям народного хозяйства.
Весьма актуальна проблема повышения и технологического обеспечения точности в машиностроении. Точность в машиностроении имеет большое значение для повышения эксплуатационных качеств машины и технологии их производства. Решение вопросов точности должно решаться комплексно. Так повышение точности механической обработки снижает трудоемкость сборки в результате устранения пригоночных работ и обеспечения взаимозаменяемости деталей изделия. Особое значение имеет точность при автоматизации производства. С развитием автоматизации производства проблема получения продукции высокого качества становится все более актуальной. Ее решение должно базироваться на глубоком исследовании технологических факторов.
Из изложенного выше следует, что установление заданной точности - от-ветственная задача конструктора. Точность должна назначаться на основе анализа условий работы машины с учетом экономики ее изготовления и последующей эксплуатации.
2 Определения и основные понятия
Эксплуатационные свойства деталей машин и долговечность их работы в значительной степени зависят от состояния их поверхности.
В отличие от теоретической поверхности деталей, изображаемых на чертеже, реальная поверхность всегда имеет неровности различной формы и высоты, образующиеся в процессе обработки.
Высота, форма, характер расположения и направление неровностей поверхностей обрабатываемых заготовок зависят от ряда причин:
режима обработки, условий охлаждения и смазки режущего инструмента, химического состава и микроструктуры обрабатываемого материала, конструкции, геометрии и режущей способности инструмента, типа и состояния оборудования, вспомогательного инструмента и приспособлений.
Различают следующие отклонения от теоретической поверхности:
макрогеометрические, волнистость и микрогеометрические.
Макрогеометрические отклонения — единичные, не повторяющиеся регулярно отклонения от теоретической формы поверхности, характеризующиеся большим отношением протяженности поверхности L к величине отклонения h, которое больше 1000.
Макрогеометрические отклонения характеризуют овальность, конусообразность и другие отклонения от правильной геометрической формы.
Волнистость поверхности представляет собой совокупность периодически чередующихся возвышений и впадин с отношением шага волны L/h =50…1000. Волнистость является следствием вибрации системы СПИД, а также неравномерности процесса резания.
Микрогеометрические отклонения, или микронеровности, образуются при обработке заготовок в результате воздействия режущей кромки инструмента на обрабатываемую поверхность, а также вследствие пластической деформации обрабатываемого материала в процессе резания.
Микронеровности определяют шероховатость (негладкость) обработанной поверхности.
Микрогеометрические отклонения характеризуются небольшим значением отношения шага микронеровностей S к их высоте h
S/ h < 50. (1)
Характер и расположение микронеровностей зависят от направления главного движения при резании и направления движения подачи.
Поперечная шероховатость образуется в направлении, перпендикулярном движению режущего инструмента, а продольная — в параллельном направлении. По ГОСТ 2789—59 шероховатость измеряется в направлении, дающем наибольшее значение шероховатости. Как правило, этим условиям соответствует поперечная шероховатость.
Этим же ГОСТом установлены следующие определения, относящиеся к шероховатости поверхностей (рисунок 1):
- реальная поверхность — поверхность, ограничивающая тело и отделяющая его от окружающей среды;
- неровности — выступы и впадины реальной поверхности;
- геометрическая поверхность 1 — поверхность заданной геометрической формы, не имеющая неровностей и отклонений формы;
- измеренная поверхность 2 — поверхность, воспроизведенная в результате измерения реальной поверхности;
- реальный профиль — сечение реальной поверхности плоскостью, ориентированной в заданном направлении по отношению к геометрической поверхности;
- геометрический профиль 3 — сечение геометрической поверхности плоскостью, ориентированной в заданном направлении по отношению к этой поверхности;
- измеренный профиль 4 — сечение измеренной поверхности плоскостью, ориентированной в заданном направлении по отношению к геометрической поверхности.
Графическое изображение измеренного профиля называется профилограммой.
Похожие работы
... шероховатости поверхностей, установленные ГОСТ 2789-73. Обозначение шероховатости поверхностей и правила их нанесения на чертеже установлены ГОСТ 2309-73. Структура обозначения шероховатости приведена на Рис.6 Рис.6 Структура знака для изображения шероховатости поверхности При установлении требований шероховатости поверхности рекомендуется применять параметры Ra, Rz, Rmax, tp. ...
... поверхности цилиндров двигателей и др.). Надлежащее качество поверхности играет немаловажную роль и в сопряжениях, отвечающих условиям плотности, герметичности, теплопроводности. С понижением шероховатости поверхностей улучшайся их способность к отражению электромагнитных, ультразвуковых и световых волн; уменьшаются потери электромагнитной энергии в волноводных трактах, резонирующих системах, ...
... , внедрение прогрессивного оборудования, повышение эффективности методов контроля качества металла, активное внедрение комплексной системы управления качеством продукции, постоянное повышение трудовой, производственной и исполнительской дисциплины. Неразрушающий контроль качества методами дефектоскопии Дефектоскопия–комплекс методов и средств неразрушающего контроля материалов и изделий с ...
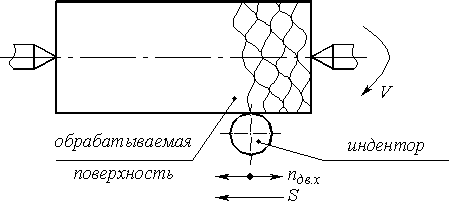
индентору) придают колебательные движения в направлении подачи. Испытания, выполненные на машине СМЦ-2, подтвердили повышение надежности работы манжетных уплотнений, работающих в паре с шейками валов, обработанных данным способом (результаты исследований приведены в следующей главе). Для увеличения эффективности возникающего при работе гидродинамического эффекта было разработано новое устройство ...
0 комментариев