Навигация
Параметры оценки и измерение шероховатости поверхности
17469
знаков
0
таблиц
0
изображений
3 Параметры оценки и измерение шероховатости поверхности
Для оценки шероховатости поверхности ГОСТ 2789—59 установлены следующие два параметра: среднее арифметическое отклонение профиля -Ra и высота неровностей -R z.
Среднее арифметическое отклонение профиля Ra есть среднее значение расстояний (у1, у2, ..., уn ) точек измеренного профиля до его средней линии (рисунок 2):
Ra =( Σ уi)/n (2)
где уi - абсолютные (без учета алгебраического знака) расстояния до средней линии;
n — число измеренных отклонений.
Средняя линия профиля делит измеряемый профиль таким образом, что в пределах длины участка поверхности, выбираемого для измерения шероховатости, сумма квадратов расстояний (у1, у2, ..., уn ) точек профиля для этой линии минимальна.
При определении положения средней линии на профилограмме можно использовать следующее условие: средняя линия должна иметь направление измеренного профиля и делить его таким образом, чтобы в пределах базовой длины l площади F по обеим сторонам от этой ли
нии до линии профиля были равны между собой
F1+F3+…+Fn-1 =F2+F4+…+Fn. (3)
Длина участка поверхности, выбираемая для измерения шероховатости, называется базовой длиной и обозначается l.
Высота неровностей R z характеризует среднее расстояние между находящимися в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренное от линии, параллельной средней линии (см. рисунок 2),
R z =((h1+h3+…+h9) - (h2+h4+…+h10))/5 (4)
где h1, h3, …, h9—расстояние от высших точек выступов до линии, параллельной средней линии;
h2,h4,…,h10— расстояние от низших точек впадин до линии,параллельной средней линии.
По ГОСТ 2789—59 шероховатость поверхности — это совокупность неровностей с относительно малыми шагами (расстоянием между вершинами характерных неровностей измеренного профиля), образующих рельеф поверхности и рассматриваемых в пределах участка, длина которого выбирается в зависимости от характера поверхности и равна базовой длине.
Шероховатость поверхности появляется в результате обработки независимо от метода и представляет собой сочетание наложенных друг на друга неровностей с различными шагами.
ГОСТ 2789—59 установлены следующие значения базовых длин:0,08; 0,25; 0,8; 2,5; 8 и 25 мм, а также 14 классов чистоты поверхности.
Шероховатость поверхности следует измерять в направлении, которое дает наибольшее значение Ra или R z ,если заранее не указано какое-либо другое определенное направление измерения шероховатости.
Различные дефекты поверхности (царапины, раковины и т. п.) при измерении шероховатости не учитывают.
4 Влияние качества поверхности на
эксплуатационные свойства
деталей машин
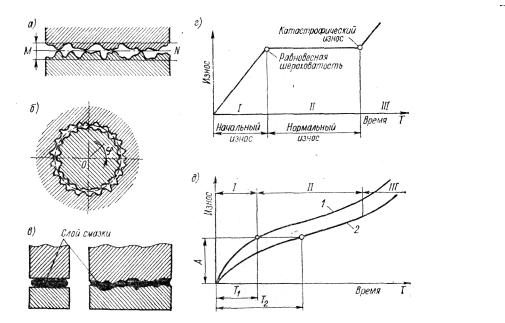
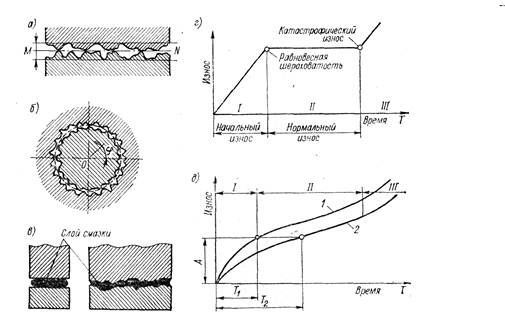
Как указывалось выше, на эксплуатационные свойства деталей машин существенно влияет шероховатость обработанной поверхности, но не во всех случаях чисто обработанная поверхность является наиболее износоустойчивой, так как удержание смазки на поверхности деталей при различных условиях трения (в зависимости от нагрузки, скорости, материала сопрягаемых деталей и др.) зависит от микронеровностей поверхностей. Поэтому в зависимости от конкретных условий трения устанавливают оптимальную шероховатость поверхности.
На износоустойчивость поверхности влияют сопротивляемость поверхностного слоя разрушению и макрогеометрические отклонения, т. е. отклонения от геометрической формы, которые приводят к неравномерному износу отдельных участков.
Волнистость приводит к увеличению удельного давления, так как трущиеся поверхности соприкасаются с выступами волн; то же происходит и при микронеровностях поверхностей, причем выступы микронеровностей могут деформироваться — сминаться или даже срезаться при движении одной трущейся поверхности относительно другой.Вершины микронеровностей могут вызывать разрывы масляной пленки, вследствие чего в местах разрывов создается сухое трение.
Во многих случаях прочность деталей машин зависит также от чистоты обработки. Установлено, что наличие рисок, глубоких и острых царапин создает очаги концентрации внутренних напряжений, которые в дальнейшем приводят к разрушению детали. Такими очагами могут являться также впадины между гребешками микронеровностей. Это не относится к деталям, изготовляемым из чугунов и цветных сплавов, в которых концентрация напряжений возможна в меньшей степени.
Прочность прессовых соединений также зависит от шероховатости и особенно от высоты микронеровностей; при запрессовке одной детали в другую фактическая величина натяга зависит от шероховатости поверхности и отличается от величины натяга при запрессовке деталей с гладкими поверхностями для тех же диаметров.
От шероховатости поверхности зависит также устойчивость поверхности против коррозии. Чем выше класс чистоты поверхности, тем меньше площадь соприкосновения с коррелирующей средой, тем меньше влияние среды. Чем глубже впадины микронеровностей и чем резче они очерчены, тем больше разрушающее действие коррозии, направленное в глубь металла.
Похожие работы
... шероховатости поверхностей, установленные ГОСТ 2789-73. Обозначение шероховатости поверхностей и правила их нанесения на чертеже установлены ГОСТ 2309-73. Структура обозначения шероховатости приведена на Рис.6 Рис.6 Структура знака для изображения шероховатости поверхности При установлении требований шероховатости поверхности рекомендуется применять параметры Ra, Rz, Rmax, tp. ...
... поверхности цилиндров двигателей и др.). Надлежащее качество поверхности играет немаловажную роль и в сопряжениях, отвечающих условиям плотности, герметичности, теплопроводности. С понижением шероховатости поверхностей улучшайся их способность к отражению электромагнитных, ультразвуковых и световых волн; уменьшаются потери электромагнитной энергии в волноводных трактах, резонирующих системах, ...
... , внедрение прогрессивного оборудования, повышение эффективности методов контроля качества металла, активное внедрение комплексной системы управления качеством продукции, постоянное повышение трудовой, производственной и исполнительской дисциплины. Неразрушающий контроль качества методами дефектоскопии Дефектоскопия–комплекс методов и средств неразрушающего контроля материалов и изделий с ...
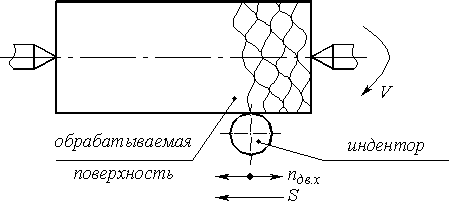
индентору) придают колебательные движения в направлении подачи. Испытания, выполненные на машине СМЦ-2, подтвердили повышение надежности работы манжетных уплотнений, работающих в паре с шейками валов, обработанных данным способом (результаты исследований приведены в следующей главе). Для увеличения эффективности возникающего при работе гидродинамического эффекта было разработано новое устройство ...
0 комментариев