Навигация
Алгоритм кинематического анализа движения нижней рейки механизма транспортирования ткани швейной машины 131-42+3 класса
158228
знаков
4
таблицы
0
изображений
2.2. Алгоритм кинематического анализа движения нижней рейки механизма транспортирования ткани швейной машины 131-42+3 класса.
Рассмотрим задачу кинематического анализа механизма привода нижней рейки швейной машины 131-42+3 класса. На рис. 2.4 представлена структурная схема механизма привода нижней рейки швейной машины.
Разобьём механизм на кинематические цепи подачи, подъёма и узел рейки. На рисунке 2.4 приведены кинематические схемы указаных узлов.
Введём неподвижную систему координат O1 X Y, центр которой связан с осью вращения O1.
Обозначим ![]() как обобщённая координата механизма.
как обобщённая координата механизма.
(![]() = * t; = const).
= * t; = const).
С каждым звеном механизма свяжем подвижную систему координат.
Для узла подачи обозначим ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() - как угловые координаты поворота звеньев 2, 3, 4, 5, 6 соответственно, а
- как угловые координаты поворота звеньев 2, 3, 4, 5, 6 соответственно, а ![]() угловая координата поворота звена 5.
угловая координата поворота звена 5.
Для узла подъёма обозначим ![]() ,
, ![]() - как угловые координаты поворота звеньев 7, 8 соответственно Для узла рейки обозначим
- как угловые координаты поворота звеньев 7, 8 соответственно Для узла рейки обозначим ![]() ,
, ![]() - как угловые координаты поворота звеньев 9, 10 соответственно.
- как угловые координаты поворота звеньев 9, 10 соответственно.
В ходе кинематического анализа указанных кинематических цепей необходимо определить угол координаты ![]() , i= 1…2
, i= 1…2![]() , определить координаты x , y , x ,y , x , y точек E, M и Q соответственно в системе координат O1XY. Обобщённая координата
, определить координаты x , y , x ,y , x , y точек E, M и Q соответственно в системе координат O1XY. Обобщённая координата ![]() изменяется в пределах от 0 до 2 … , поэтому
изменяется в пределах от 0 до 2 … , поэтому ![]() , i= 1…2
, i= 1…2![]() , x , y , x , y , x , y . являются функциями угла
, x , y , x , y , x , y . являются функциями угла ![]() . Также необходимо определить скорости и ускорения (первую и вторую передаточные функции указанных координат).
. Также необходимо определить скорости и ускорения (первую и вторую передаточные функции указанных координат).
Для определения указанных величин разобьём кинематические цепи подачи, подъёма и рейки на структурные группы Ассура.
Кинематический центр подачи представляет собой кривошип O1A, к которому присоединена структурная группа ABD (см. рисунок 2.5). К структурной группе ABD присоединена
группа BCO3. Угол ![]() задан (параметр регулирования шага транспортирования), поэтому координаты точки B известны.
задан (параметр регулирования шага транспортирования), поэтому координаты точки B известны.
Узел подъёма рейки также разобьём на структурные группы. Он состоит из кривошипа O1F и структурной группы FKO4 (см. рис. 2.6). Узел рейки представляет собой структурную группу ENM (см. рис. 2.7).
Как следует из проведённого анализа структуры механизма, механизм имеет кривошипы O1A и O1F., 4 структурных группы первой модификации:ABD, BCO3, FKO4, ENM.
Блок-схемы алгоритмов кинематического анализа указанных структурных групп приведены в п.п. 1.3.1, 1.3.2 и 1.3.3. Математические модели для определения этих параметров приведены в [88]. Воспользовавшись результатами указанной работы приведём алгоритм кинематического анализа механизма привода нижней рейки. Блок- схема указанного алгоритма приведена на рисунке 2.8.
Согласно приведённому алгоритму в блоке 2 происходит ввод исходных данных. С блока 3 начинается цикл, в котором изменяется обобщённая координата ![]() от 0 до 2… . В цикле в блоках 4,5.6.7.8 производится кинематический анализ узла горизонтальных перемещений рейки. В блоках 9,10.11 производится кинематический анализ узла вертикальных перемещений рейки. В блоках 12 и 13 производится кинематический анализ узла рейки. При кинематическом анализе кривошипов O1A и O1F см. блоки 4 и 9 происходит обращение к подпрограмме анализа кривошипа, алгоритм которого приведён на рис. 1.3.2. При кинематическом анализе структурных групп ABD, BCO3, FKO4 и ENM см. блоки 5 ,6 ,10 и 12 происходит обращение к подпрограмме анализа структурной группы Ассура первой модификации, алгоритм которого приведён на рис. . 1.3.4. При определении функций положений , первой и второй передаточной функций координат шарниров E,N и M и среднего зуба рейки Q1 происходит обращение к подпрограмме анализа звена механизма, блок- схема которой приведена на рисунке 1.3.7.
от 0 до 2… . В цикле в блоках 4,5.6.7.8 производится кинематический анализ узла горизонтальных перемещений рейки. В блоках 9,10.11 производится кинематический анализ узла вертикальных перемещений рейки. В блоках 12 и 13 производится кинематический анализ узла рейки. При кинематическом анализе кривошипов O1A и O1F см. блоки 4 и 9 происходит обращение к подпрограмме анализа кривошипа, алгоритм которого приведён на рис. 1.3.2. При кинематическом анализе структурных групп ABD, BCO3, FKO4 и ENM см. блоки 5 ,6 ,10 и 12 происходит обращение к подпрограмме анализа структурной группы Ассура первой модификации, алгоритм которого приведён на рис. . 1.3.4. При определении функций положений , первой и второй передаточной функций координат шарниров E,N и M и среднего зуба рейки Q1 происходит обращение к подпрограмме анализа звена механизма, блок- схема которой приведена на рисунке 1.3.7.
3. Алгоритм кинематического анализа движения верхней рейки механизма транспортирования ткани швейной машины 131-42+3 класса
Рассмотрим задачу кинематического анализа механизма привода верхней рейки швейной машины 131-42+3 класса.
Разобьём механизм на кинематические цепи узла горизонтальных перемещений верхней рейки, узла вертикальных перемещений верхней рейки, и узел верхней рейки. Следует отметить, что горизонтальное перемещение верхней рейки передаётся от шарнира C узла горизонтальных перемещений нижней рейки, алгоритм анализа которого был преведён выше (см. п.п. 2.2), поэтому координаты шарнира C будем считать известными.
На рисунке 3.1 приведены кинематические схемы указанных узлов.
Введём неподвижную систему координат O1 X Y, центр которой связан с осью вращения O1.
Обозначим ![]() как обобщённая координата механизма.
как обобщённая координата механизма.
(![]() = * t; = const).
= * t; = const).
С каждым звеном механизма свяжем подвижную систему координат.
Для узла горизонтальных перемещений обозначим ![]() ,
, ![]() ,
, ![]() ,
, ![]() - как угловые координаты поворота звеньев 17, 18,19, 20, соответственно.
- как угловые координаты поворота звеньев 17, 18,19, 20, соответственно.
Для узла вертикальных перемещений обозначим ![]() ,
, ![]() - как угловые координаты поворота звеньев 12, 13 соответственно Для узла рейки обозначим
- как угловые координаты поворота звеньев 12, 13 соответственно Для узла рейки обозначим ![]() ,
, ![]() ,
,![]() ,
,![]() ,
,![]() ,
,![]() - как угловые координаты поворота звеньев 14,15,16,21,22,23 соответственно.
- как угловые координаты поворота звеньев 14,15,16,21,22,23 соответственно.
В ходе кинематического анализа указанных кинематических цепей необходимо определить угол координаты ![]() , i= 1…2
, i= 1…2![]() , определить координаты x , y , x ,y , x , y точек I, W и Q2 соответственно в системе координат O1XY. Обобщённая координата
, определить координаты x , y , x ,y , x , y точек I, W и Q2 соответственно в системе координат O1XY. Обобщённая координата ![]() изменяется в пределах от 0 до 2 … , поэтому
изменяется в пределах от 0 до 2 … , поэтому ![]() , i= 1…2
, i= 1…2![]() , x , y , x , y , x , y . являются функциями угла
, x , y , x , y , x , y . являются функциями угла ![]() . Также необходимо определить скорости и ускорения (первую и вторую передаточные функции указанных координат).
. Также необходимо определить скорости и ускорения (первую и вторую передаточные функции указанных координат).
Для определения указанных величин разобьём кинематические цепи узла горизонтальных перемещений, узла вертикальных перемещений и узел рейки на структурные группы Ассура.
Кинематический узел горизонтальных перемещений представляет собой структурную группу СRO6 (см. рис. 3.3). К структурной группе CRO6 присоединена группа SVO8. Угол ![]() задан (параметр регулирования шага транспортирования), поэтому координаты точки С известны.
задан (параметр регулирования шага транспортирования), поэтому координаты точки С известны.
Узел вертикальных перемещений рейки также разобьём на структурные группы. Он состоит из кривошипа O6A2 и структурной группы А2НO7 (см. рис. 3.4).
При кинематическом анализе узла рейки будем исходить из того, что верхняя рейка движется независимо от нижней, т.е. она может опускаться ниже уровння игольной пластины, т.е. перепляс отсутствует, прижимная лапка (звено 24) неподвижно. В этом случае узел рейки будет иметь структуру, показанную на рис. 3.5.
Узел рейки представляет собой структурную группу O9LW (см. рис. 3.5), присоединённую к ней структурную группу O10YI, а также структурную группу LY16.
Как следует из проведённого анализа структуры механизма, механизм имеет кривошип O6A2, 5 структурных групп первой модификации: СRO6, SVO8, А2НO7, O9LW, O10YI, а также 1 структурную группу третей модификации LY16.
Блок-схемы алгоритмов кинематического анализа указанных структурных групп приведены в п.п. 1.3.1, 1.3.2, 1.3.3 и 1.3.5. Математические модели для определения этих параметров приведены в [88]. Воспользовавшись результатами указанной работы приведём алгоритм кинематического анализа механизма привода нижней рейки. Блок- схема указанного алгоритма приведена на рисунке 3.6.
Согласно приведённому алгоритму в блоке 2 происходит ввод исходных данных. С блока 3 начинается цикл, в котором изменяется обобщённая координата ![]() от 0 до 2
от 0 до 2![]() . В цикле в блоках 4,5.6.7 производится кинематический анализ узла горизонтальных перемещений рейки. В блоках 8,9,10 производится кинематический анализ узла вертикальных перемещений рейки. В блоках 11, 12, 13, 14 и 15 производится кинематический анализ узла рейки. При кинематическом анализе кривошипа O6A2 см. блок 8 происходит обращение к подпрограмме анализа кривошипа, алгоритм которого приведён на рис. 1.3.2. При кинематическом анализе структурных групп СRO6, SVO8, А2НO7, O9LW и O10YI см. блоки 4, 6, 9, 11 и 12 происходит обращение к подпрограмме анализа структурной группы Ассура первой модификации, алгоритм которого приведён на рис. . 1.3.4. При кинематическом анализе структурной группы LY19 см. блок 14 происходит обращение к подпрограмме анализа структурной группы Ассура третей
модификации, алгоритм которого приведён на рис. 1.3.12. При определении функций положений, первой и второй передаточной функций координат среднего зуба рейки Q2 происходит обращение к подпрограмме анализа звена механизма, блок- схема которой приведена на рисунке 1.3.7.
. В цикле в блоках 4,5.6.7 производится кинематический анализ узла горизонтальных перемещений рейки. В блоках 8,9,10 производится кинематический анализ узла вертикальных перемещений рейки. В блоках 11, 12, 13, 14 и 15 производится кинематический анализ узла рейки. При кинематическом анализе кривошипа O6A2 см. блок 8 происходит обращение к подпрограмме анализа кривошипа, алгоритм которого приведён на рис. 1.3.2. При кинематическом анализе структурных групп СRO6, SVO8, А2НO7, O9LW и O10YI см. блоки 4, 6, 9, 11 и 12 происходит обращение к подпрограмме анализа структурной группы Ассура первой модификации, алгоритм которого приведён на рис. . 1.3.4. При кинематическом анализе структурной группы LY19 см. блок 14 происходит обращение к подпрограмме анализа структурной группы Ассура третей
модификации, алгоритм которого приведён на рис. 1.3.12. При определении функций положений, первой и второй передаточной функций координат среднего зуба рейки Q2 происходит обращение к подпрограмме анализа звена механизма, блок- схема которой приведена на рисунке 1.3.7.
Рассмотрим задачу кинематического анализа механизма транспортирования ткани швейной машины 131-42+3 класса с нижней и верхней рейкой, при этом будем исходить из существенного допущения заключающегося в том, что верхняя и нижняя рейка не соприкасаются друг с другом, то есть работают раздельно. В этом случае кинематическая схема механизма транспортирования рейки будет иметь вид представленный ни рис. 4.1. Число подвижных звеньев для этого механизма равно n == 24, количество кинематических пар равно p5 =35, определим число степеней свободы по формуле Чебышева [1], получим
W=3n-2p = 3*24-2*35=2 (3.1)
W = 2 соответствует двум входным звеньям.
Данную структурную схему можно разделить на две группы- механизм нижней рейки, который включает в себя звенья 1-10 и механизм верхней рейки (звенья 11 - 23).
Чтобы произвести кинематический анализ механизма транспортирования на ЭВМ с использованием разработанных выше подпрограмм кинематического анализа отдельных структурных групп, необходимо объединить указанные подпрограммы в единой программе - головном модуле. Головной модуль должен выполнять следующие задачи: ввод необходимых для кинематического анализа механизма исходных данных, кинематический анализ механизма, вывод результатов счета. Исходными данными для кинематического анализа механизма являются его структурная схема, геометрические размеры звеньев и координаты неподвижных опор. Кинематический анализ производится головным модулем путем вызова на выполнение подпрограмм анализа
отдельных структурных групп в установленной согласно структурной схеме анализируемого механизма последовательности.
Вывод данных, полученных в результате анализа удобнее всего производить в форме таблиц и графиков.
Основной и наиболее ответственной частью головного модуля является непосредственно кинематический анализ механизма. При анализе данного механизма следует учитывать существенное допущение - траектория движения верхней лапки пересекает игольную пластину и траекторию движения нижней рейки. Это обусловлено тем, что в процессе транспортирования ткани звенья верхней лапки испытывают упругую деформацию, а также нагружают компенсатор, расположенный звене узла вертикальных перемещений верхней лапки. Анализ этих процессов выходит за границы кинематического анализа механизма транспортирования- задачи данного дипломной работы.
На рисунке 4.2 представлена блок-схема кинематического анализа механизма транспортирования ткани машины 131-42+3. В блоке 2 производится описание используемых в программе переменных и ввод исходных данных. В блоке 3 производится анализ кинематической цепи узла нижней рейки, алгоритм которого описан в п.2 (см. рис. 2.8). Выходные параметры, определяющие шаг транспортирования нижней рейки блока 3 являются одновременно входными параметрами для блока 4, в котором производится анализ кинематической цепи верхней рейки, структура которого приведена в п.3. В блоке 5 производится вывод функций положений, первой и второй передаточной функций координат средних зубьев рейки Q1 и Q2.
На основании разработанного алгоритма программы исследования верхней и нижней реек механизма транспортирования ткани машины 131-42+3 была написана программа на языке программирования С. Текст программы приводится в приложении 1.
Исходными данными для программы послужили денные о механизме транспортирования швейной машины 131-42+3, представленные в таблице 5.1.
Таблица 5.1 - Размеры звеньев механизма транспортирования швейной машины 131-42+3 класса.
| Обозначение параметра | Размерность | Обозначение в программе | Значение |
| XO1 | мм | Xo1 | 285 |
| YO1 | мм | Yo1 | 350 |
| XO2 | мм | Xo2 | – 37,60 |
| YO2 | мм | Yo2 | – 16,60 |
| XO3 | мм | Xo3 | – 63,00 |
| YO3 | мм | Yo3 | – 1,00 |
| XO4 | мм | Xo4 | 56,00 |
| YO4 | мм | Yo4 | 7,50 |
| XO5 | мм | Xo5 | 0 |
| YO5 | мм | Yo5 | 220 |
| XO6 | мм | Xo6 | 25,00 |
| YO6 | мм | Yo6 | – 20,00 |
| XO7 | мм | Xo7 | -70,00 |
| YO7 | мм | Yo7 | 160,9 |
| XO8 | мм | Xo8 | -55,5 |
| YO8 | мм | Yo8 | 104,9 |
| O1A | мм | O1A1 | 4,00 |
| O1F | мм | O1F1 | 6,74 |
|
| о | beta | 30,00 |
| A1B | мм | A1B | 41,30 |
| BC | мм | BC | 18,00 |
| DВ | мм | DB | 18,00 |
| О2D | мм | O2D | 18,00 |
| О3С | мм | O3C | 20,00 |
| О3Е | мм | O3E | 24,00 |
Продолжение таблицы 4.1
| FG | мм | FG | 28,40 |
| GO5 | мм | GO5 | 16,21 |
| O5H | мм | O5|H | 20,52 |
| HK | мм | HK | 18,17 |
| KO4 | мм | KO4 | 24,0 |
| O4L | мм | O4L | 24,00 |
| LM | мм | LM | 24,00 |
| EM | мм | EM | 95,70 |
| EP | мм | EP | 63,00 |
| PQ | мм | PQ | 9,50 |
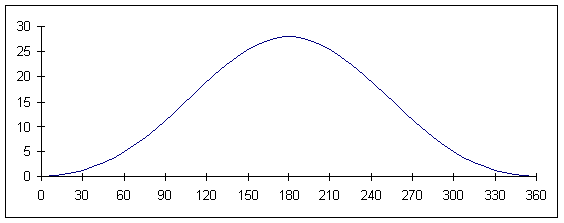
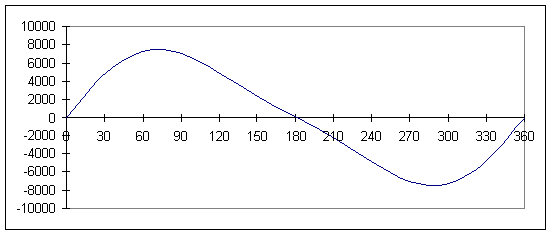
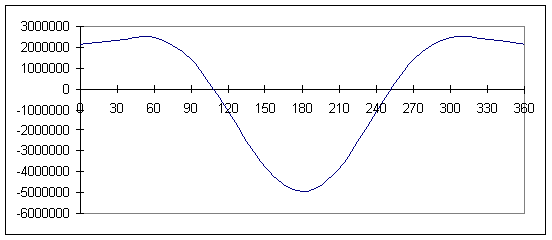
Результатами работы программы являются графики вертикальных и горизонтальных перемещений верхней точки центрального зуба нижней рейки (см. рис. 4.2), и графики вертикальных и горизонтальных перемещений нижней точки центрального зуба верхней рейки (см. рис. 4.3).
Исходя из вышесказанного проведённый анализ представленных графиков показал, что рабочий ход нижней рейки начинается при угле поворота главного вала ![]() =202 , и заканчивается при
=202 , и заканчивается при![]() = 9 . В течение рабочего хода нижняя рейка совершат горизонтальное перемещение Хв=2,2 мм., равное шагу транспортирования . Максимальный подъём нижней рейки над уровнем игольной пластины происходит при
= 9 . В течение рабочего хода нижняя рейка совершат горизонтальное перемещение Хв=2,2 мм., равное шагу транспортирования . Максимальный подъём нижней рейки над уровнем игольной пластины происходит при ![]() = 285
. и равен Yв = 1.1 мм. Размах вертикальных перемещений нижней рейки
= 285
. и равен Yв = 1.1 мм. Размах вертикальных перемещений нижней рейки ![]() Yв= 2.2 мм.
Yв= 2.2 мм.
Проведённый анализ графика перемещения верхней рейки (см. рис. 4.3) показал, что рабочий ход нижней рейки начинается при угле поворота главного вала ![]() = 4 , и заканчивается при
= 4 , и заканчивается при![]() = 180 . В течение рабочего хода верхняя рейка совершат горизонтальное перемещение Хв =3.1 мм., равное шагу транспортирования . Максимальный подъём верхней рейки над уровнем игольной пластины происходит при
= 180 . В течение рабочего хода верхняя рейка совершат горизонтальное перемещение Хв =3.1 мм., равное шагу транспортирования . Максимальный подъём верхней рейки над уровнем игольной пластины происходит при ![]() =
102 . и равен Yв= 1,2 мм. Размах вертикальных перемещений верхней рейки
=
102 . и равен Yв= 1,2 мм. Размах вертикальных перемещений верхней рейки ![]() Yв = 2.5.
Yв = 2.5.
Охрана труда – система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая правовые, социально – экономические, организационно – технические, санитарно – гигиенические, лечебно – профилактические, реабилитационные и иные мероприятия (ст. 1, Федерального закона «Об основах охраны труда в РФ» № 181-ФЗ 17 июня 1999 г.).
Техника безопасности – система организационных и технических мероприятий и средств предотвращения воздействий на работающих опасных производственных факторов.
Основная задача службы охраны труда – осуществление систематического контроля за состоянием охраны труда на предприятии, контроля за проведением мероприятий по созданию безопасных и здоровых условий труда, контроль за соблюдением руководителями подразделений законов, приказов, постановлений в области охраны труда, а также требований, правил, норм и инструкций по охране труда.
Работники службы охраны труда участвуют в подготовке приказов по вопросам охраны труда, организации инструктажа и проведение обучение по охране труда, в расследовании причин аварий и несчастных случаев, связанных с производством.
На предприятиях лёгкой и текстильной промышленности проводятся пять видов инструктажей работающих по безопасности труда:
вводный;
первичный на рабочем месте;
повторный;
внеплановый;
целевой;
Общее руководство и ответственность за правильную организацию обучения рабочих и инженерно-технических работников и проведение инструктажей рабочих по безопасности труда в целом на предприятии возложены на главного инженера предприятия, а контроль на начальника отдела охраны труда.
Руководство и ответственность за обучение и инструктаж рабочих по безопасности труда в цехе возлагаются на начальника цеха.
Вводный инструктаж проводится инженером по охране труда не менее 13 часов по 2-3 часовой типовой программе. Инструктаж проводится со всеми принятыми на работу.
Первичный инструктаж на рабочем месте проводится индивидуально мастером до начала работ на рабочем месте и со всеми принятыми на работу, переводимыми на другую работу.
Повторный инструктаж проводится со всеми работающими независимо, в первой декаде каждого квартала с целью проверки и повышения уровня знаний, правил и инструкций по охране труда. Инструктаж проводится на рабочем месте.
Внеплановый инструктаж проводится индивидуально или группой работников в объёме первичного инструктажа в случаях изменения условий и организации труда, замене технологий и оборудования, несчастных случаях.
Целевой инструктаж проводится с работниками перед началом работ, на которые оформляется наряд-допуск на производство работ повышенной опасности, с записью о проведении инструктажа в наряде-допуске.
Основная цель инструктажа- мобилизовать личные меры предосторожности работающих.
На предприятии руководителем службы охраны труда является заместитель главного инженера по охране труда. Одной из основных форм в комплексном проведении работ по безопасности труда является трехступенчатый контроль за состоянием охраны труда.
Объектами трёхступенчатого контроля являются:
На 1 ступени – участок подразделения или бригада, лаборатория; 1 раз в день (ночная смена).
На 2 ступени – цех, отдел; 1 раз в 10 дней.
На 3 ступени – предприятие в целом; 1 раз в месяц.
Первая ступень контроля осуществляется руководителем соответствующего участка и общественными инспекторами по охране труда ежедневно до начала рабочего дня (смены), а при необходимости (работы с повышенной опасностью) – и в течении рабочего дня (смены). Результаты проверки записываются в журнале первой степени контроля, который должен храниться у руководителя участка. По выявленным при проверке нарушениям и недостаткам намечаются мероприятия по их устранению, определяются сроки и ответственные за исполнение.
Вторая ступень контроля проводится комиссией, возглавляемой начальником цеха вместе с мастером, с общественным инспектором по охране труда, механиком и энергетиком цеха, не реже двух раз в месяц. Комиссия проверяет состояние охраны труда в полном объеме по цеху. Результаты проверки записываются в журнале второй степени контроля, который должен храниться у начальника цеха. Комиссия намечает мероприятия, а начальник цеха назначает исполнителей и сроки исполнения. Контроль за выполнением этих мероприятий осуществляет инженер отдела охраны труда и старший ответственный инспектор по охране труда цеха.
третья ступень контроля проводится комиссией, возглавляемой главным инженером не реже одного раза в месяц. В состав комиссии входят заместитель главного инженера по охране труда, председатель профкома, начальник отдела охраны труда, начальники структурных подразделений по ОГМ и ОГЭ, начальник пожарной охраны, руководитель медицинской службы предприятия. Проверка проводится в присутствии руководителя и старшего общественного инспектора по охране труда проверяемого подразделения. График проверки согласовывается с комитетом профсоюза, утверждается руководителем предприятия и выдается руководителям всех цехов и технических служб предприятия, а также цеховым комитетом профсоюза. Результаты проверки должны оформляться актом и в недельный срок обсуждаться на совещаниях у руководителя предприятия с участием профсоюзного актива.
Виды ответственности за нарушение правил по охране труда:
-уголовная;
-административная;
-дисциплинарная;
-материальная;
-общественная;
6.1 Производственная санитария.Производственная санитария – это система организационных мероприятий и технических средств, предотвращающих или уменьшающих воздействие на работающих вредных производственных факторов.
Главная задача производственной санитарии и гигиены труда на производстве состоит в том, чтобы исключить профессиональные заболевания и снизить общую заболеваемость работающих. Особое значение вопросы производственной санитарии приобретают в результате научно-технического прогресса, когда происходит оснащение ее более высокопроизводительным оборудованием, интенсификация и химизация технологии изготовления материалов и изделий, применение более высокотемпературных режимов обработки и т.д.
6.2 Основные требования по техники безопасности предъявляемые к швейным машинам.
Безопасность работы машин, аппаратов и механизмов в значительной степени зависит от изначально спроектированной конструкции, качества применяемых материалов, наличия предохранительных устройств, ограждений, целесообразности размещения оборудования и соблюдения режимов эксплуатации.
Основные требования, предъявляемые к швейным машинам:
На всех стачивающих машинах должны быть установлены предохранители от проколов пальцев иглой. Нитепритягиватели машин, далеко выступающие из корпуса в сторону работающего, должны быть ограждены скобами. Ротационный нитепритягиватель должен быть закрыт ограждением и снабжен регулируемым ножом для обрезки оторванной нитки.
Вал электродвигателя, фрикционная муфта и ременная передача привода должны быть закрыты легкосъемными ограждениями.
Конструкцией промстола должна быть предусмотрена регулировка высоты крышки стола. Ножки промстола должны иметь башмачки из виброгасящего материала. На педалях промстолов должны быть укреплены резиновые коврики. Крепление электропривода к промстолу должно осуществляться через резиновые шайбы вставки.
Головки швейных машин должны устанавливаться на эластичных прокладках.
Машины для пришивания пуговиц, крючков, петель и накладок должны быть снабжены прозрачными щитками (экранами), предохраняющими рабочих от ранений обломками игл и пуговиц. На пуговичных и закрепочных (для пришивания крючков и петель) машинах челночное устройство должно закрываться щитком.
Швейные машины должны иметь устройство для надежной фиксации головки машины в откинутом положении.
6.3 Вентиляция и кондиционирование воздуха.Вентиляцией называется организованная подача в помещение и удаление из него воздуха, для разбавления выделений паров и газов вредных веществ, избытков тепла и влаги с целью поддержания в рабочей зоне физико-химического и метеорологического состояния воздуха, отвечающего требованиям санитарных норм.
Важным условием здорового и высокопроизводительного труда является обеспечение необходимого количества чистого воздуха с нормальными метеорологическими параметрами в производственных помещениях.
Метеорологические условия производственных помещений определяются следующими параметрами: температурой, относительной влажностью и скоростью воздуха, а также его барометрическим давлением. От состояния воздушной среды и ее параметров зависят самочувствие, работоспособность и здоровье человека. В производственных условиях влияние метеорологических параметров воздуха на организм человека необходимо рассматривать в совокупности с категорией тяжести выполнения работы, периода года, а также с учетом количества явного тепла, поступающего в помещение, т.е. без учета тепла, поступающего в воздух с водяными парами.
Общие требования к системам вентиляции и кондиционирования воздуха
Ответственность за исправное состояние и безаварийную работу вентиляционных установок в цехах несут начальник цеха и механик.
На предприятии должен быть установлен порядок, обеспечивающий бесперебойную и безаварийную работу вентиляционных систем, и определены лица, обслуживающие вентиляционные установки, остановку и включение их, а также контролирующие эффективность их работы. В целом по предприятию технический надзор за вентиляционными установками и системами кондиционирования воздуха и их эксплуатации осуществляется механиком ОГМ или ОГЭ. Лицам, которым не поручено обслуживание вентиляционных систем, запрещается входить в вентиляционные камеры, закрывать вентиляционные задвижки, приточные и вытяжные отверстия, а также снимать кожуха, останавливать и включать вентилятор. В случае пожара вентиляционные системы могут быть остановлены согласно плану ликвидации аварии.
К эксплуатации допускаются вентиляционные системы, прошедшие предпусковые испытания и имеющие инструкции по эксплуатации, паспорта, журналы ремонта и эксплуатации. В инструкции по эксплуатации вентиляционных систем должны быть отражены вопросы пожаровзрывобезопасности.
Помещения, где выделяются вредные газы и пары 1,2,3 классов и в помещениях с категориями А и Б и в смежных помещениях с другими производствами и вспомогательных помещениях объем воздуха, подаваемый механической вентиляцией следует принимать на 5% меньше производительности систем вытяжной вентиляции.
На всасывающих и нагнетающих отверстиях вентиляторов, не имеющих присоединение к воздуховодам, должны быть защитные ограждения.
На каждом предприятии должен быть определен перечень вредных веществ, которые могут выделяться при ведении тех. процессов и в аварийных случаях, а также обязательный перечень приборов и методик анализа для их определения непосредственно в производственных помещениях и лабораториях.
6.4 Мероприятия по снижению шума.Основными способами борьбы с производственным шумом являются:
Строительно-аккустические мероприятия;
Уменьшение шума и вибрации в источнике их образования является наиболее рациональным. Он включает в себя мероприятия:
изменение конструкции шумящих узлов и деталей (вместо зубчатых прямозубых шестерен применять косозубые шестерни и червячные передачи; вместо зубчатых передач – клиноременные и т.п.);
производить тщательную статическую и динамическую балансировку и центровку вращающихся и движущихся деталей механизмов;
уменьшение люфтов в сочленениях путем сокращения допусков и повышения точности изготовления и сборки машин;
применение незвучных материалов для изготовления деталей, по которым распространяются вибрации или корпусной шум;
и другие.
3. Звукоизоляция и звукопоглощение шума. Проводятся в том случае, если мероприятия, направленные на уменьшение шума в источнике, недостаточны или осуществление их наталкивается на большие технические трудности. Включает в себя устройство экранов и глушителей на пути распространения шума. Звукоизоляция в источнике образования шума проводится с помощью вибропоглащающих мастик (типа ВД-7-58) и звукопоглащающих материалов (типа микропористого пластика, поролона), которыми покрывают ограждения с внутренней стороны.
Применение индивидуальных противошумных приспособлений.
Условно технологические процессы делятся на группы:
нормальные, уровень звукового давления меньше или равен допустимому;
малошумные; уровень звукового давления на отдельных частотах превышает допустимый на 1-5 дБ;
средней шумности, если уровень звукового давления превышает допустимый на 5-15 дБ;
высокошумные, если уровень звукового давления превышает допустимый более чем на 20 дБ.
Допустимые уровни звукового давления и уровни звука в помещениях и на рабочих местах представлена в таб. 6.1
| Таблица 6.1 - Допустимые уровни звукового давления и уровни звука в производственных помещениях
| |
| Рабочие места, помещения | Уровни звукового давления, дБ |
| Помещения КБ, лаборатории, здравпункт Рабочие места и зоны в производственных помещениях Помещения для размещения шумовых агрегатов | 45 85 80 |
6.5 Организационные мероприятия, направленные на обеспечение электробезопасности.
Электробезопасность – это система организационных и технологических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электрического поля и статического электричества.
Электробезопасность на производстве обеспечивается строгим выполнением требований ССТБ, а также правил устройства электроустановок (ПУЭ).
Для обеспечения электробезопасности в швейной промышленности чаще всего применяют защитное заземление. Должно обеспечивать защиту людей от поражения электрическим током при прикосновении к металлическим нетоковедущим частям, которые могут оказаться под напряжением в результате повреждения изоляции. Защитное заземление представляет собой преднамеренное электрическое соединение земли и металлических частей электроустановок, не находящихся под напряжением, но имеющих возможность оказаться под таковым в случае пробоя в электрооборудовании.
Разработка мероприятий и средств по предупреждению электротравматизма проводится комплексно с учетом производственных и личных факторов. Все организационные мероприятия по предупреждению несчастных случаев от поражения электрическим током можно разделить в зависимости от того, для какой группы работников они предназначены.
Мероприятия для рабочих и инженерно-технического персонала, не связанных с обслуживанием электрических устройств, т.е. не электротехнического персонала.
Мероприятия для электротехнического персонала, который осуществляет обслуживание (наладку, регулировку, ремонт и т.п.) электрооборудования, электроаппаратуры, приборов и электрических сетей освещения и т.д.
Основные организационные меры для работников первой группы – это инструктаж, обучение по вопросам электробезопасности и проверка выполнения инструкции по охране труда на рабочем месте, которые включают проведение регулярного осмотра электросетей, клемм присоединения токоведущих частей, проводников защитного заземления и зануления оборудования, наблюдения за работой электроприборов: срочный останов оборудования при отклонении в работе электроаппаратуры и др. Этой группе работников запрещается проведение мелких работ с электротехническими устройствами (замена перегоревших ламп, предохранителей и т.п.).
Для работников второй группы организационные мероприятия содержат повышенные требования. Они предусматривают: допуск к обслуживанию электротехнических устройств лиц не моложе 18 лет, прошедших медицинский осмотр, специальное обучение, инструктаж и аттестацию; знание обслуживающим персоналом всех правил, касающихся эксплуатации электроустановок; наличие инструкций и проведение инструктажа по технике безопасности для дежурных, обслуживающих электроустановки; правильное использование технических средств защиты и применение индивидуальных защитных средств и др. Эти работники проводят профилактический осмотр, контроль и ремонт электрооборудования в установленные графиком сроки с оформлением этих работ в специальном журнале.
Похожие работы
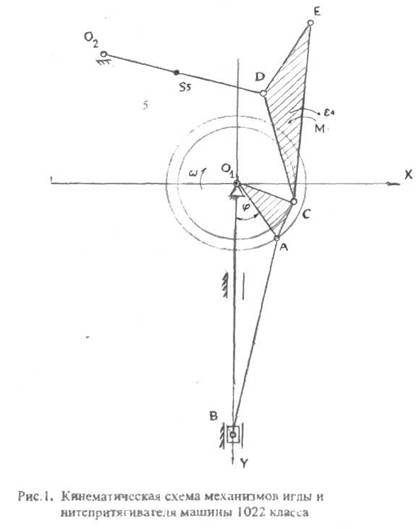
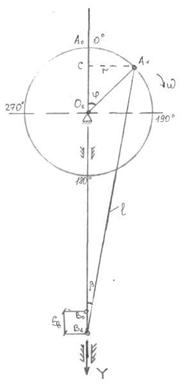
... исполнительных органов. Кинематическая схема может быть плоской или пространственной (в ортогональном или аксонометрическом изображении). На рис. I представлена плоская кинематическая схема механизмов иглы и нитепритягивателя универсальной швейной машины 1022 класса. На рис. 2 - пространственная конструктивно-кинематическая схема. Машина 1022 класса предназначена для стачивания деталей ...
... нарушаются элементарные дидактические требования, преобладает пассивное восприятие учебной информации учащимися, нерационально тратится учебное время. Глава 2. Методика использования аудиовизуальных и технических средств обучения при изучении раздела «Технология обработки ткани 5 класс» 2.1 Комплексно-методическое обеспечение раздела 1. Учебно-методическая документация № п/п Наименование ...


... , расстоянием между иглами и др. Общая классификация рядов приведена в таблице 5. Таблица 5 Классификация рядов машин МО-6 3. Основные принципы совершенствования швейных машин За последние несколько десятилетий специалисты, работающие в химической промышленности, металлургии, предложили практическому машиностроению большое количество новых полимерных и композитных материалов, новых ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...
0 комментариев