Навигация
Закон постоянства объема: объем металла при его пластическом деформировании остается неизменным
21994
знака
0
таблиц
6
изображений
1. Закон постоянства объема: объем металла при его пластическом деформировании остается неизменным.
2. Закон наличия упругой деформации при пластическом деформировании. При любом пластическом деформировании общая деформация складывается из упругой и остаточной
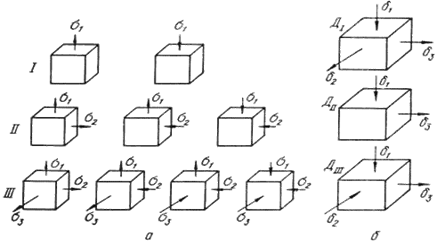
3. Закон остаточных напряжений. При обработке давлением однородная пластическая деформация практически не имеет места, хотя при решении она принимается равномерной. Неоднородность деформаций обусловлена контактным трением, неравномерным распределением температур, неоднородностью химического состава и механических свойств, формой деформируемого тела и деформирующего инструмента. При неравномерной деформации отдельные зерна деформируются по-разному. Однако благодаря связи между собой они не могут самостоятельно изменять размеры. В результате взаимного влияния возникают напряжения со стороны более деформированных участков, которые будут увеличивать деформацию менее деформированных участков и наоборот. Эти напряжения называются дополнительными. Дополнительные напряжения бывают трех видов:
напряжения первого рода - напряжения, уравновешивающиеся между отдельными частями тела,
напряжения второго рода - напряжения уравновешивающиеся между отдельными зернами,
напряжения третьего рода - напряжения уравновешивающиеся между отдельными элементами зерна.
После снятия деформирующего усилия дополнительные напряжения остаются в металла; в этом случае их называют остаточными, их характеристика аналогична характеристике дополнительных напряжений. Остаточные напряжения можно полностью или частично снять при
нагреве металла: при температуре возврата снимают остаточные напряжения первого рода, при температурах выше температуры возврата и ниже температуры рекристаллизации снимают остаточные напряжения второго и первого родов* при температуре рекристаллизации снимают остаточные напряжения третьего, второго и первого родов.
Механическим путем можно уменьшить статочные напряжения 1-го рода за счет равномерного деформирования.
4.2. Основные операции обработки давлением
Операции обработки давлением классифицируют в зависимости от используемого инструмента, оборудования, температуры обрабатываемого металла и других признаков. В зависимости от применяемого инструмента, деформирующего металл, различают:
1) штамповую обработку,
2) бесштамповую обработку.
При штамповой обработке на машине используют специальный инструмент - штамп (отсюда и происходит название). С помощью штампа можно получать изделия одинаковых размеров. При бесштамповой обработке на машине используют универсальный деформирующий инструмент, позволяющий получать различные размеры изделий одинаковой формы (круглый, квадратный, прямоугольный пруток, лист, ленту). К операциям штамповой обработки относят:
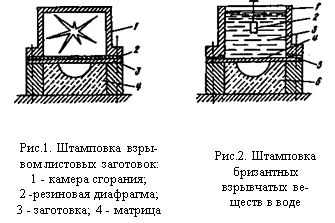
1) операции холодной листовой штамповки,
2) операции холодной объемной штамповки,
3) операции горячей (листовой и объемной) штамповки. При операциях листовой штамповки исходная заготовка из листового металла и в процессе пластического деформирования ее толщина не меняется или изменяется незначительно. При операциях объемной штамповки размеры исходной заготовки значитально изменяются по трем направлениям. Основными операциями бесштамповой обработки являются:
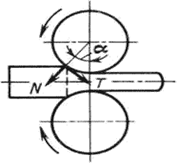
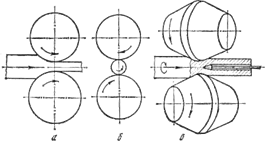
1) прокатка,
2) волочение. Операции холодной листовой штамповки делятся на три основные группы:
1) разделительные,
2) формообразующие,
3) комбинированные.
К разделительным операциям листовой штамповки относят: отрезку, разрезку, обрезку, вырезку, надрезку, просечку, вырубку, пробивку, зачистку и калибровку и др.
При разделительных операциях происходит отделение полное (отрезка, разрезка, обрезка, вырезка, вырубка, пробивка, зачистка, калибровка) или частичное (надрезка, просечка) металла от исходной заготовки.
Результатом этих операций являются или готовые детали или заготовки, используемые для последующей обработки.
К формообразующим операциям относят: гибку, вытяжку, отбортовку, обжим, формовку и др.
При формообразующих операциях исходная плоская заготовка деформируется в пространственную деталь. При этом плоская заготовка или локально (гибка, отбортовка, обжим, формовка) или полностью (вытяжка) деформируется.
К комбинированным операциям относят - различные комбинации одновременно выполняемых в одной или нескольких позициях штампа различных операций.
Операции холодной объемной штамповки: выдавливание, высадка, чеканка и калибровка, накатка резьб и зубчатых колес и др.
4.3. Материалы, применяемые в холодной штамповке
В холодной штамповке применяют разнообразные как металлические, так и неметаллические материалы. Наиболее широко применяют следующие металлы и их сплавы: железо, медь, алюминий, магний, цинк, никель, титан; обрабатывают штамповкой и менее распространенные металлы и их сплавы: молибден, тантал, кобальт, бериллий, цирконий, золото, серебро, платину и др.
Неметаллические штампуемые материалы разделяют на две группы. К первой группе относят: бумагу, картон, прессшпан, кожу, фетр, войлок, резину и прорезиненную ткань, хлопчатобумажные и шерстяные ткани и другие прокладочные материалы. Ко второй группе относят конструкционные, электроизоляционные и теплоизоляционные материалы: 1) слоистые пластмассы - текстолит, гетинакс, стекло- текстолит, асботекстолит, фибра, древеснослоистые пластики и др.,
2) блочные пластмассы - органическое стекло, целлулоид, винилласт, поливинилхлорид, полиэтилен, 3) асбестовые изделия - бумага асбестовая, картон асбестовый, гидроизол, паронит, асбометалличес- кое армированное полотно, 4) слюда и миканиты: слюда (мусковит, флагонит, биотит), миканиты (коллекторный, прокладочный, формовочный и гибкий).
Номенклатура марок материалов и сортамент (форма и размеры) установлены соответствующими Гостами. Наиболее распространенными являются различные сортаменты черных и цветных металлов в виде листов, лент, полос, круглых, квадратных и шестигранных прутков. В последние годы созданы новые листовые материалы стальные и алюминиевые листы, покрытые цветной пластмассой толщиной 0,36 мм.
Технологические свойства металла для штамповки характеризуют: механические характеристики, химический состав, структура и величина зерна, анизотропия, точность размеров заготовок.
Механические свойства металла характеризуют в основном: а)прочностными показателями-пределом текучести (бт , пределом прочности бв , б) пластическими показателями - относительным удлинением д и относительным сужением. В зависимости от условий работы назначения и технологии штамповки к штампуемому материалу
предъявляют определенные механические и технологические
требования. При разделительных операциях металлы с высоким пределом текучести дают чистый срез; для формообразующих операций (гибки, вытяжки) желателен низкий предел текучести - это способствует уменьшению упругой деформации после штамповки. Особенно это важно для операций гибки, где большой объем упругодеформируемого металла. Вытяжка листового металла успешно протекает при большом относительном удлинении (δ>28%) и малом отношении предела текучести к пределу прочности - бт/бв90° R=(0,25-0,35)S , при a(1-1,2)S (рис.14в).
7. Минимальное расстояние между пробиваемым отверстием и ранее полученным контуром детали a2>(0,7-0,9)S (рис.14в).
8. Минимальное расстояние между одновременно пробиваемыми отверстиями равно двум-трем толщинам металла. *
9. Точность размеров определяется в зависимости от толщины штампуемого металла и конфигурации детали, для круглых контуров она находится в пределах 11-14 квалитета.
10. Шероховатость поверхности среза по толщине неоднородна: в зоне среза Rа = 2,5-0,32 мкм, в зоне скола - Rz=80-20 мкм. Технологический маршрут вырубки*пробивки:
а) вырубка - укладка полосы в штамп и установка ее до упора, вырубка детали, удаление детали из штампа (и подача полосы на шаг),
- галтовка (для снятия заусенцев),
- рассортировка деталей и абразивов,
- контроль,
б) пробивка - укладка заготовки в штамп,
- пробивка детали,
-удаление детали из штампа,
- контроль.
Чистовая вырубка и пробивка
Чистовую вырубку и пробивку применяют для исключения недостатков вырубки-пробивки: получения перпендикулярности поверхности среза плоскости детали, устранения прогиба, получения шероховатости поверхности с параметром Ra = 2,5-0,32 мкм и точности 6-9 квали-
тета.
ЗачисткаЗачистка и калибровка применяются для тех же целей, что и чистовая вырубка и пробивка, т.е. достижения перпендикулярности поверхности среза плоскости листа, шероховатости Rа = 2,5-0,32 мкм, точности 8-9 квалитета. Зачистка (калибровка)производится на ранее полученных вырубкой (пробивкой) заготовках. В этом случае после правки с обрабатываемой поверхности снимают небольшой слой материала - припуск.
Зачистка выполняется по наружному или внутреннему контуру заготовки. Минимальная величина припуска на зачистку равна зазору между пуансоном и матрицей при вырубке или пробивке (рис.15). Зачистку применяют для деталей с периметром до 300 мм и толщиной до 10 мм. Зачистка выполняется за один проход для деталей толщиной менее 5 мм с плавным очертанием наружного контура. Многократную зачистку применяют для деталей толщиной более 5 мм и для деталей со сложной конфигурацией наружного контура независимо от толщины. Качество зачистки зависит от величины припуска и распределения его по периметру, а при многократной зачистке от распределения по переходам.
Применяют также зачистку обжатием в матрице с заваленными кромками, припуск в этом случае составляет 0,04-0,06 мм.
Формообразующие операции
Гибка. Гибка - это формообразующая операция, при которой изменяется кривизна в одном или нескольких участках заготовки.
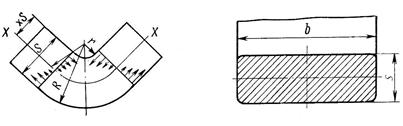
Изменение кривизны может происходить только при переменных деформациях по толщине; эти переменные деформации вызваны переменными напряжениями по толщине. Гибка производится под действием силы, момента или одновременно силой и моментом. Наиболее часто используется гибка силой (рис.16а).
Исследование процесса гибки показывает, что по толщине напряжения и деформации не только постепенно изменяются, но и различны
по знаку: в участках, прилегающих к матрице, возникают растягивающие напряжения и деформации растяжения, а участках, прилегающих к пуансону, напряжения и деформации сжатия, что приводит к изменению поперечного сечения (рис.16б). Между этими участками находятся слои с напряжениями и деформациями равными нулю. В общем случае, слои нулевых напряжений и деформаций (нейтральные слои) не совпадают. Практическое значение имеет положение нейтрального радиуса деформаций, определяемого по формуле
r1=r+x*s (6)
где r - радиус пуансона, S - толщина металла, x - коэффциент смещения нейтрального от серединного слоя, определяемой в зависимости от отношения r/s , при r/s = 0,5 x=0,3 при r/s = 10, x=0,5. В дальнейшем r1 используется для определения размеров заготовки.
В процессах гибки большое значение имеет радиус гибки. Величина его ограничивается минимальным радиусом. Минимальный радиус гибки определяется из условия отсутствия разрушения металла в зоне растяжения. Минимальная величина этого радиуса зависит от пластических свойств материала и толщин заготовки. Для материалов средней пластичности ( δ = 15-20%) минимальный радиус гибки (пуансона) ориентировочно равен 0,5 * Для конкретных материалов (условий*) уточняется по таблицам. Чем более пластичный металл, тем меньше минимальный радиус гибки и наоборот. Минимальный радиус гибки зависит и от расположения линии гибки относительно направления проката (расположения волокон макроструктуры); при параллельных линию гибки и направлении проката - минимально допустимый радиус больше, чем при взаимноперпендикулярном расположении направления проката и линии гибки, когда получают наименьшую величину минимально допустимого радиуса гибки. При промежуточной величине угла наклона линии гибки к направлению проката надо брать промежуточные значения радиуса гибки, пропорциональные величине угла. Для предупреждения образования отпечатков на полочках детали необходимо назначать на кромках матрицы, по которым втягивается материал, радиус не менее трех толщин.
Так как напряжения и деформации по толщине неодинаковы по величине и знаку, то на основе закона о разгрузке, происходит уменьшение растянутой части, и увеличение размера сжатой части заготовки. Это приводит к упругому изменению угла гибки - пружинению, приводящему к уменьшению угла гибки (рис.17). Одновременно происходит и увеличение радиуса гибки.
Пружинение зависит от относительной величины радиуса пуансона r/s , материала детали, угла гибки и других факторов. Величина пружинения для данных условие гибки постоянна. Величина пружинения может быть уменьшена путем сжатия (правки) детали в штампе. При радиусах гибки менее r/s
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... высоколегированных тугоплавких сталей и сплавов. Вдоль электрической дуги по каналу плазмотрона пропускается газ (аргон), который сжимает дугу и выходит из сопла в виде плазмы с температурой 10000…30000 0 С. 2. ТЕХНОЛОГИЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ РЕЗИНЫ: ОБОРУДОВАНИЕ, ОСОБЕННОСТИ ПРОЦЕССА 2.1 Общие сведения о резинах. Классификация и ассортимент резин Натуральный каучук – это эластичный ...
... в конденсаторах; образование волн сжатия и пульсация газового пузыря после разряда; взаимодействие ударной волны и гидропотока с заготовкой. По сравнению с традиционными методами обработки металлов давлением электрогидравлическая штамповка имеет следующие преимущества: упрощается и удешевляется технологическая оснастка, что способствует сокращению сроков технологической подготовки производства ...
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...
0 комментариев