Навигация
Определение центров тяжести деталей
25998
знаков
0
таблиц
10
изображений
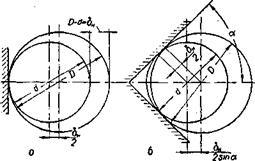
3.4.1. Определение центров тяжести деталей.
Для определения центра тяжести шайбы воспользуемся графическим способом (рис. 3.3.), а для определения центра тяжести винта - аналитическо- графическим (рис. 3.4.).
Центр тяжести для сложных деталей определяется по формуле:
Zc = ( Z1 * A1 + Z2 * A2 ) / (A1 + A2), мм
где Zc - координата центра тяжести по оси z, так как деталь винт - симметрична то центр тяжести находится на оси и нет необходимости считать координату смещения по оси y, мм;
Z1,2 - координата z центров тяжести простых фигур, мм;
А - площади сечений простых фигур, мм2.
Деталь - шайба:
рисунок 3.3.
Деталь - винт: разбиваем на две простых фигуры, находим графически их центры тяжести, а потом рассчитываем центр тяжести детали.
Zc = ( 2.5 * 250 + 10 * 150 ) / (250 + 150) = 5.3, мм
рисунок 3.4.
3.5. Отсекатели.
Для отделения детали от общего потока деталей, находящихся в лотке-накопителе используются отсекатели штифтового, качающегося типа (отсекатели для отделения винтов имеют цидиндрическую форму, отсекатели для шайб - прямоугольную).
Отсекатели обеспечивают синхронную выдачу деталей из магазина, т.е. осуществляют ориентацию во времени. Деталь отделяется от общего потока, после чего под действием силы тяжести она поступает в механизм межпозиционного транспортирования.
Конструкция и принцип работы: отсекатель возвратно-поступательного действия. Лоток по которому транспортируются детали имеет два боковых отверстия в которых стержни 1 и2 совершают обратные друг другу поступательные движения. Поступательные движения им передает рычажный механизм 3, который имеет колебательные движения вокруг своей оси.
В момент выхода из отверстия стержня 1 деталь Б перемещается на место детали А, дальше проход закрыт стержнем 2, а следующая за Б деталь поступает на место Б. Когда совершается обратное колебание, рычажный механизм приводит в действие стержни и стержень 1 возвращается в лоток а
стержень 2 выходит, тем самым освобождая проход детали А, и она продолжает движение в питатель. Образуется замкнутый цикл.

рисунок 3.1.
Данная конструкция отсекателя подходит для обоих типов деталей, и для винта и для шайбы. Даже габаритные размеры отсекателей одинаковы, что делает возможным применение идентичных по своему выполнению конструктивных элементов.
3.6. Питатели
Для детали - винт в качестве питателя используется тот же склиз. То есть устройство отсекателя смонтировано непосредственно в самом питателе. Таким образом накопитель, отсекатель и питатель составляют единый элемент, который является высокотехнологичным.
Для детали - шайба питателем является транспортер так как гравитационное перемещение детали затруднительно в виду низкого расположения центра тяжести и небольшой массы детали. Так же транспортер будет являться и средством транспортировки готовых узлов, обоснование такого подхода сводится к рациональному технологическому процессу сборки узла. Который будет рассмотрен позже.
4. РАЗРАБОТКА ТЕХНИЧЕСКОГО ПРОЕКТА АВТОМАТИЧЕСКОГО СБОРОЧНОГО ОБОРУДОВАНИЯ.
4.1. Общее компоновочное решение автоматического сборочного оборудования.
В процессе выполнения курсового проекта мною была разработана следующая компоновка автоматического сборочного оборудования:
Обозначение: буквами ‘а’ обозначен процесс для детали - шайба, ‘б’ - винт.
1 - Бункерно-загрузочное ориентационное устройство
2 - Устройство вторичной ориентации
3 - Накопитель
4 - Отсекатель
5 - Питатель / устройство транспортировки.
6 - Сборочный механизм
4.2.Технологический процесс сборки.
Готовые детали поступают от станочного оборудования, в качестве которого выбраны: для токарных операций - станок 16ТО2А, для сверлильной - станок 2Н118; по транспортеру в бункерно-загрузочное БЗОУ. На выходе из ориентирующего БЗОУ происходит повторная ориентация, далее детали поступают в накопитель. Порционность выдачи деталей в питатель из накопителя обеспечивает отсекатель, принцип действия которого рассмотрен в пункте 3.5. данной работы.
Деталь типа винт по питателю поступает на сборочную позицию где самоориентируется. Деталь типа шайба поступает на транспортер имеющий специальную форму, обеспечивающую согласованную работу с отсекателем и самоориентацию детали на транспортере. Согласованность работы с отсекателем обеспечивается специальным фотоэлементом-датчиком. Самоориентация производится формой транспортера, а именно - скругленным пальцем.
Срабатывание механизма сборки, которым является гидравлический пресс, обеспечивается этим же датчиком. Готовая деталь возвращается на транспортер и отправляется в бункер готовых изделий. Конструктивные элементы процесса рассмотрены ниже.
Похожие работы

... маршруту транспортирования заготовок; • управление складом инструментов; • управление транспортировкой грузоединиц; • управление оборудованием технологического процесса; • управление складом готовых изделий. 2. По принципу реализации производственного процесса различают операции: • динамическое и статическое ведение состояния склада материала; • динамическое и статическое ...
... Ориентировочный объем раздела КИП и А в дипломном проекте - 10...15 страниц рукописного текста. Графическая часть состоит из одного чертежа - функциональной схемы автоматизации заданного технологического процесса. Подробные указания по выполнению функциональной схемы приведены в разделе 4. 3. УКАЗАНИЯ ПО ВЫБОРУ СРЕДСТВ АВТОМАТИЗАЦИИ Конкретные типы средств автоматизации выбирают с учетом ...
... . С развитием специализации в промышленности связаны массовость и поточность производства, внедрение специализированного, высокопроизводительного оборудования, 'применение передовых технологий, механизация и автоматизация производственных процессов, повышение квалификации и производительности труда, рабочих и инженерно-технического персонала, что снижает себестоимость продукции при одновременном ...
... сопряжения их. Устройства автоматического контроля. Контрольные автоматы классификация по назначению. Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Увеличивается количество ...
0 комментариев