Гипохлорит натрия как альтернативный хлору реагент для обеззараживания воды
Недостатки хлора как реагента для обеззараживания воды
Альтернативные методы обеззараживания воды
Механизм обеззараживающего действия гипохлорита натрия
Затраты на электроэнергию за год
Амортизационные отчисления
Расчет экономической эффективности внедрения прибора
Расчет сетевого графика планирования конструкторской подготовки производства
Стоимость конструкторской подготовки производства
Расчет экономической эффективности внедрения прибора
Трудоемкость программы
Площадь, занимаемая оборудованием
Определение единого социального налога контроллера
Капитальные вложения в основное оборудование
Навигация
Расчет экономической эффективности внедрения прибора
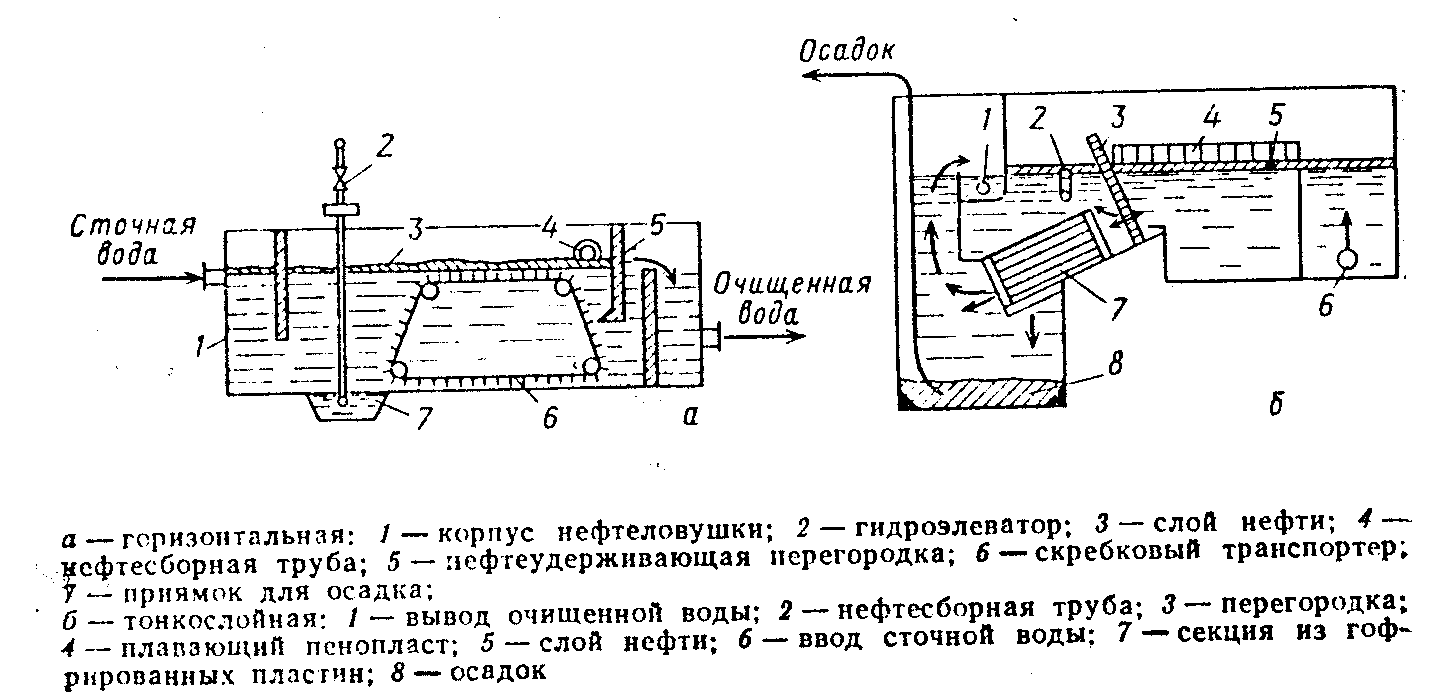
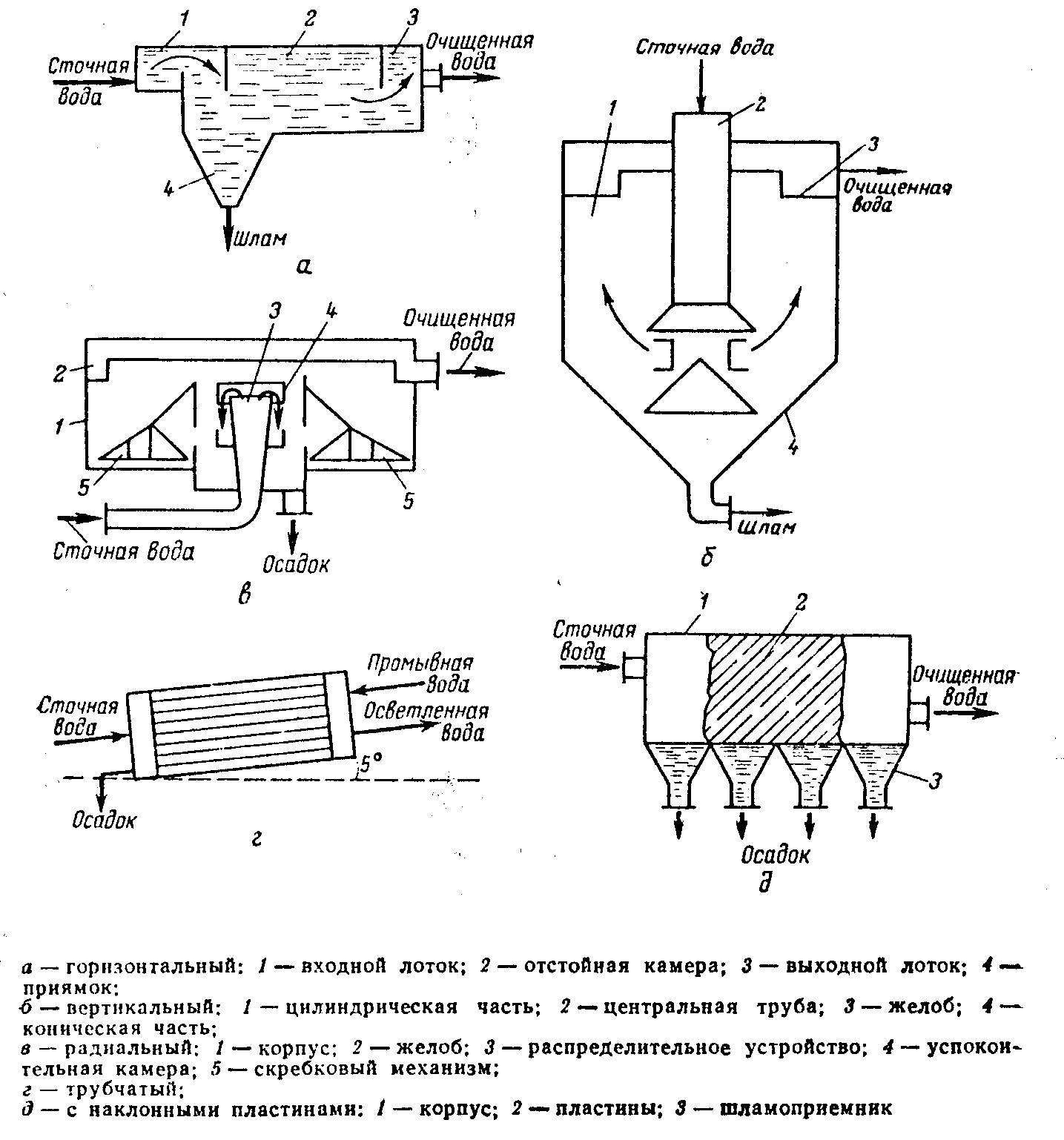
Эффективные методы очистки технических вод машиностроительного производства
163980
знаков
32
таблицы
16
изображений
1. Расчет экономической эффективности внедрения прибора.
Введение.
Для увеличения точности контроля при шлифовании валов с прерывистыми поверхностями был модернизирован широкодиапазонный управляющий прибор.
Для успешной разработки модернизации прибора рассчитывается плановая эффективность и составляется сетевой график.
Расчет экономической эффективности производится на одну заданную программу.
Сравнение технологических процессов шлифования прерывистых поверхностей валика в базовом и новом вариантах показывает значительные преимущества технологического процесса с использованием проектируемого прибора. Они заключаются в следующем.
1) Повышение
точности изготовления валика должно привести к
уменьшению брака и увеличению точности сопряжения валика. Повышение
точности сопряжения приведет к росту качества работы и долговечности
всего изделия.
2) Совмещение контроля с процессом обработки, исключение
промежуточных промеров деталей и интенсификация режимов обработки
вместе с возможностью использования многостаночного обслуживания
приведут к снижению трудоемкости
обработки. Значительное снижение
трудоемкости обработки
уменьшит требуемое количество основного
оборудования и производственных площадей.
3) Использование прибора для контроля диаметра валика в процессе
шлифования позволит снизить объем послеоперационного контроля.
4) Существенно улучшаться условия труда оператора.
2.Организация, трудоёмкость и затраты на конструкторскую
подготовку производства.
2.1. Введение
В состав конструкторской подготовки нового объекта обычно входит разработка технического задания, технического предложения, эскизного проекта, технического проекта и рабочего проекта, изготовление, испытание и отладка опытного образца.
Техническое задание разрабатывается на основании заявки заказчика. В заявке указываются исходные требования к изделию, в том числе ориентировочная лимитная цена с её обоснованием.
Техническое задание является исходным документом для разработки технических документов на изделие. В техническое задание включаются прогнозируемые показатели технического уровня и качества изделия, указывается лимитная цена изделия, а также подлежащие разработке проектные стадии.
В общем случае техническое задание должно состоять из следующих разделов:
• Наименование и область применения изделия;
• Основания для разработки;
• Цель и назначение разработки;
• Технические требования;
• Экономические показатели;
• Стадии и этапы разработки;
• Порядок контроля и приёмки.
Техническое предложение разрабатывается в случае, если это предусмотрено утверждённым техническим заданием. Техническое предложение разрабатывается с целью выявления дополнительных и уточненных требований к изделию, которые не могут быть указаны в техническом задании.
Эскизный проект.
В состав эскизного проекта разрабатываемого на основе технического задания входят:
1. Принципиальные, кинематические, электрические, гидравлические, и
пневматические схемы конструируемого объекта.
2. Эскизные чертежи общих видов конструкций, которые устанавливают
размещение всех узлов и механизмов, входящих в конструируемый
объект, с указанием их габаритных размеров.
3. Перечень входящих в конструкцию узлов и механизмов с указанием
оригинальных и унифицированных узлов и механизмов внутри
данного объекта и заимствованных из других конструкций.
4. Установление номенклатуры покупных изделий.
5. Технико-экономическое обоснование принятой конструкции объекта.
Технический проект предусматривает разработку:
1. Общего вида прибора и всех узлов с указанием размеров,
расположения и конструктивной формы всех входящих в состав узлов
деталей, увязочных размеров отдельных деталей, классов точности и
посадок сопрягаемых деталей.
2. Узловых спецификаций с указанием количества входящих в узел
оригинальных, унифицированных, нормальных и покупных деталей.
3. Составление ведомостей покупных изделий.
4. Проведение технологического и нормативного контроля чертежей,
узлов и другой технической документации.
5. Электрические, гидравлические, пневматические и масло смазочные
схемы.
6. Промышленно - художественной эстетики, эргономики.
7. Мероприятий, обеспечивающих требования к надёжности и
долговечности, обеспечение техники безопасности.
8. Расчёта ориентировочной массы отдельных узлов.
Рабочий проект.
На базе технического проекта разрабатывается рабочий проект. В него входит разработка:
1. Рабочих чертежей общего вида узлов и всех оригинальных деталей.
2. Уточнённых по детальных спецификаций на каждый узел.
3. Компоновочных и увязочных чертежей.
4. Расчёта масс всех входящих в узел деталей.
5. Корректировки рабочих чертежей после изготовления и отладки
опытного образца.
6. Установочных чертежей.
Затраты времени на конструкторскую подготовку нового объекта устанавливаются на основе нормативов. На определение трудоёмкости конструирования влияют степень новизны, сложности деталей и сложности сборочных единиц, а также схем изделий.
При планировании конструкторской подготовки производства широко применяется метод сетевого планирования и управления (СПУ). Система сетевого планирования и управления обеспечивает:
1. Наглядность;
2. Непрерывность планирования;
3. Взаимосвязь между исполнителями;
4. Маневрирование ресурсами (время, материалы, кадры)
Составление сметы затрат на конструкторскую подготовку
производства начинается с определения фонда заработной платы проектантов по стадиям и видам работ.
Общая стоимость конструкторской подготовки производства складывается из суммы заработной платы по всем видам работ и накладных расходов.
Скоба двухконтактная.
Скоба предназначена для обеспечения контроля припуска валов в процессе обработки на круглошлифовальных станках и автоматической настройки прибора на размер по образцовой детали.
2.2.Перечень работ и событий для составления сетевого графика.
| № п/п | Содержание события | Шифр работы | Содержание работы |
| 1 | Заявка заказчиком представлена | 1-2 | Разработка технического задания |
| 2 | Техническое задание на проектирование нового прибора разработано | 2-3 | Разработка чертежа общего вида прибора |
| 3 | Чертеж общего вида прибора разработан | 3-4 | Разработка принципиальной кинетической схемы |
| 3-5 | Проведение тех. расчетов | ||
| 4 | Принципиальные схемы разработаны | 4-5 | Фиктивная работа |
| 5 | Принципиальные схемы разработаны, тех расчеты проведены | 5-6 | Разработка чертежа общего вида прибора |
| 6 | Чертеж общего вида прибора разработан | 6-7 | Разработка трудоемких и металлоемких деталей |
| 6-8 | Составление ведомости покупных деталей | ||
| 6-9 | Составление ведомости согласования применения прибора | ||
| 7 | Чертежи трудоемких и металлоемких деталей разработаны | 7-10 | Технологический контроль |
| 8 | Ведомость покупных деталей составлена | 8-12 | Сверка копии с оригиналом |
| 9 | Ведомость согласования применения прибора составлена | 9-12 | Сверка копии с оригиналом |
| 10 | Технологический контроль чертежа закончен | 10-11 | Нормо-контроль чертежей |
| 11 | Нормо-контроль чертежей закончен | 11-12 | Сверка копии с оригиналом |
| 12 | Все копии с оригиналом сверены | 12-13 | Разработка сборочных чертежей |
| 1-14 | Разработка чертежей деталей | ||
| 13 | Сборочные чертежи разработаны | 13-15 | Конструкторский и технологический контроль |
| 14 | Чертежи деталей разработаны | 14-16 | Конструкторский и технологический контроль |
| 15 | Конструкторский и технологический контроль сборочных чертежей закончен | 15-17 | Нормо-контроль сборочных чертежей |
| 15-18 | Составление спецификации сборочных узлов | ||
| 16 | Конструкторский и технологический контроль чертежей деталей закончен | 16-17 | Нормо-контроль чертежей деталей |
| 16-19 | Составление спецификации деталей | ||
| 17 | Нормо-контроль сборочных чертежей и чертежей деталей закончен | 17-20 | Сверка копии с оригиналом |
| 18 | Все спецификации составлены | 18-20 | Составление ведомости спецификаций |
| 19-20 | |||
| 19 | Ведомости спецификаций и ведомости покупных изделий | 20-21 | Разработка технических условий на проведение испытаний |
| 20 | Технические условия на проведение испытаний составлены |
2.3. Определение трудоемкости конструкторской подготовки
производства
Количество оригинальных деталей - 40 штук из них:
15 деталей I группы сложности и группы новизны А
20 деталей II группы сложности и группы новизны А
5 деталей II группы сложности и группы новизны В
 [рабочий день]
[рабочий день]
| Наименование работы | Шифр работы | Трудоемкость (нормо-час) | Длительность раб. дня (час) | Количество человек (gij) | Время работы (tij) |
| Разработка технического задания | 1-2 | 1030,5 | 8,2 | 2 | 63 |
| Разработка чертежа общего вида | 2-3 5-6 | 1207,5 | 8,2 | 3 | 49 |
| Разработка принципиальных схем | 3-4 | 375,5 | 8,2 | 2 | 23 |
| Проведение тех. расчетов | 3-5 | 172,5 | 8,2 | 2 | 11 |
| Составление ведомости покупных деталей | 6-8 | 36 | 8,2 | 1 | 5 |
| Составление ведомости согласования применения прибора | 6-9 | 13,25 | 8,2 | 1 | 2 |
| Разработка трудоемких и металлоемких деталей | 6-7 | 17 | 8,2 | 2 | 2 |
| Технологический контроль | 7-10 | 6,10 | 8,2 | 1 | 1 |
| Нормо-контроль чертежей | 10-11 | 4,5 | 8,2 | 1 | 1 |
| Сверка копии с оригиналом | 8-12 9-12 11-12 17-20 | 2,25 | 8,2 |
| Разработка сборочных чертежей | 12-13 | 751,5 | 8,2 | 2 | 46 |
| Разработка чертежей деталей | 12-14 | 19,9 | 8,2 | 2 | 2 |
| Составление спецификации | 15-18 16-19 | 25 | 8,2 | 1 | 3 |
| Конструкторский и технологический контроль | 13-15 14-16 | 24,6 | 8,2 | 1 | 2 |
| Составление ведомостей спецификаций | 18-20 19-20 | 20 | 8,2 | 1 | 3 |
| Разработка технических условий на проведение испытания | 20-21 | 47,5 | 8,2 | 2 | 3 |
t (ij) - продолжительность выполнения любой работы ij
t PH(ij) - раннее начало любой работы ij
t PH(ij) = Tp(i)
tPO(ij) – раннее окончание любой работы ij
tPO(ij) = Tp(i) + t (ij)
Tp(j) – ранний срок свершения всех событий
Tp(j) = max{Tp(i) + t (ij)}
tпн(ij) – поздний срок начала любой работы ij
tпн(ij) = Tp(j) - t (ij)
tпо(ij) – поздний срок окончания любой работы ij
tпо(ij) = Tp(j)
Tп(j) – поздний срок свершения каждого события
Tп(j) = min{ Tп(j) - t (ij)}
R(j) – резерв времени
R(j) = Tп(j) - Tp(j)
Rп(ij) – полный резерв времени работы ij
Rп(ij) = Tп(j) - tPO(ij)
Rч(ij) – частный разерв работы ij
Rч(ij) = Tp(j) – tPO(ij)
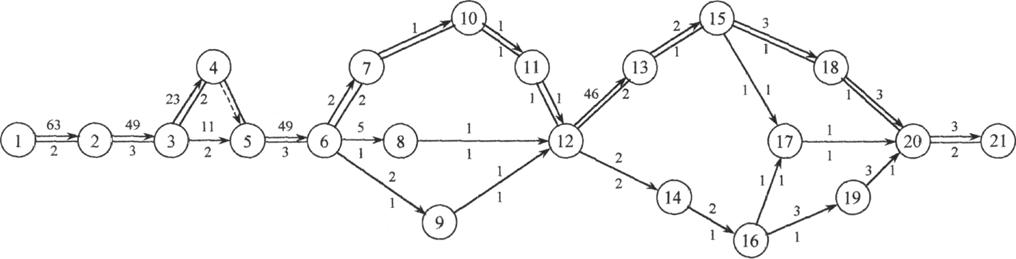
Сетевой график конструкторской подготовки производства
Похожие работы




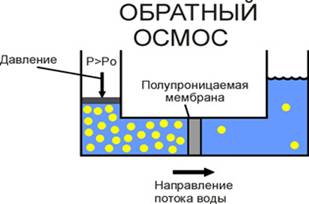
... для этого реагентный метод или мембранные методы обессоливания (обратный осмос, электродиализ). По технологическим процессам и, соответственно, применяемому оборудованию, методам очистки сточных вод гальванического производства можно дать следующую классификацию: · механические / физические (отстаивание, фильтрация, выпаривание); · химические (реагентная обработка); · коагуляционно ...
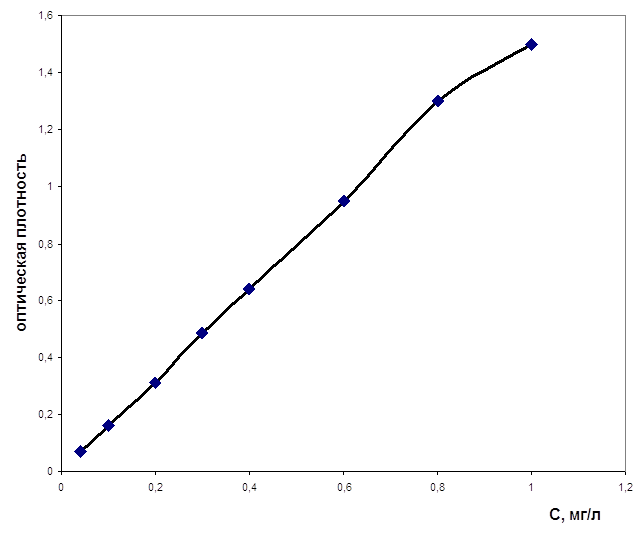
... с 8,3 до 0,03 мг/л, что ниже ПДК, степень очистки 99,6 % поэтому возможно использовать реагентную очистку в этом случае. Глава 4. Экономическая часть В данной работе проводилась очистка сточной воды машиностроительного предприятия , в процессе которой было использовано оборудование, химическая посуда, химические реактивы. В данной главе просчитаны общие затраты за год на очистку сточных вод ...
... (обработка минеральными солями и кислотами, коагулянтами и флокулянтами); физико-химические (электрокоагуляция, ультрафильтрация). Метод деэмульгирования масляных эмульсий путем коагуляции дисперсной фазы неорганическими электролитами получил широкое распространение в практике очистки сточных вод. По литературным данным, для очистки маслоэмульсионных сточных вод могут быть использованы NaCl, ...
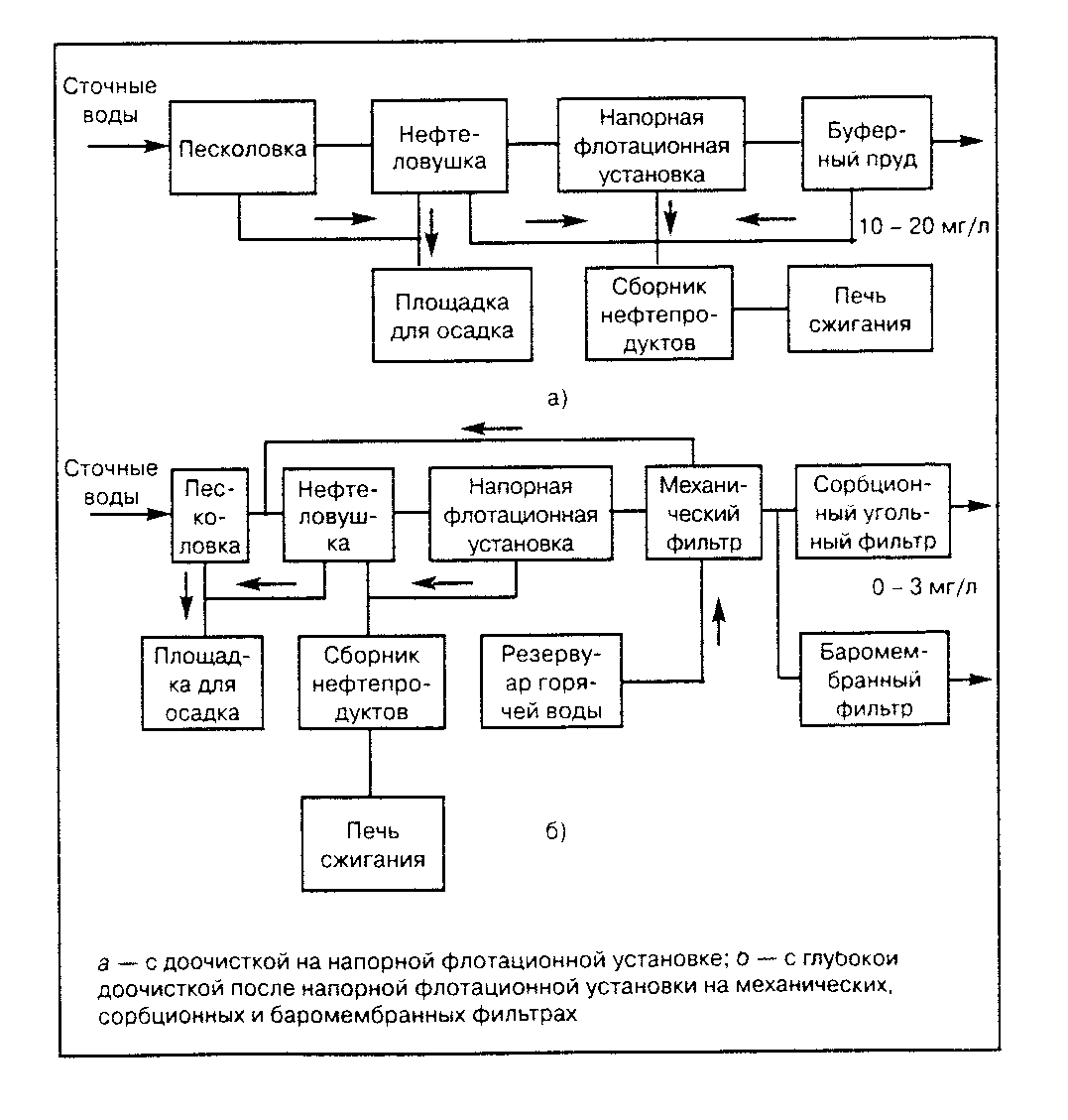

... процесса, а также возможность получения шлама более низкой влажности (90-95%), высокая степень очистки (95-98%), возможность рекуперации удаляемых веществ. 3.2.3 Сорбция Среди физико-химических методов очистки сточных вод от нефтепродуктов лучший эффект дает сорбция на углях. Сорбция – это процесс поглощения вещества из окружающей среды твердым телом или жидкостью. Поглощающее тело называется ...
0 комментариев