Навигация
2. уравнение допусков
из условия задачи следует, что поле допуска замыкающего звена
![]() ,
,
а координата середины поля допуска замыкающего звена
![]()
Имея дело с плоской линейной размерной цепью ![]() и решая задачу методом полной взаимозаменяемости, при назначении полей допусков на соответствующие звенья необходимо соблюдения условия:
и решая задачу методом полной взаимозаменяемости, при назначении полей допусков на соответствующие звенья необходимо соблюдения условия:
![]()

![]()
3.Уравнения координат середин полей допусков.
![]()

Координату середины поля допуска шестого звена находим из уравнения:
Правильность назначения допусков проверим, определив предельные отклонения замыкающего звена: 
Сопоставление с условиями задачи показывает, что допуски установлены правильно.
б) Метод неполной взаимозаменяемости.
Сущность метода заключается в том, что требуемая точность замыкающего звена размерной цепи достигается с некоторым, заранее обусловленным риском путём включения в неё составляющих звеньев без выбора, подбора или изменение их значений.
Зададим значение коэффициента риска tАΔ , считая, что в данном случае Р=1% экономически оправдан. Такому риску tАΔ =2,57.
Полагая, что условия изготовления деталей таковы, что распределение отклонений составляющих звеньев будет близким к закону Гаусса, принимаем ![]()
Найдём средний допуск на звенья при обоих методах:

| Ai | Метод полной взаимозаменяемости | Метод неполной взаимозаменяемости | ||||||||
| ∆в | ∆н | ∆0 | TA | TAср | ∆в | ∆н | ∆0 | TA | TAср | |
| A1 | +0,08 | -0,08 | 0 | 0,16 | 0,17 | +0,25 | -0,25 | 0 | 0,5 | 0,48 |
| A2 | +0,08 | -0,08 | 0 | 0,16 | +0,23 | -0,23 | 0 | 0,46 | ||
| A3 | +0,08 | -0,08 | 0 | 0,16 | +0,20 | -0,20 | 0 | 0,40 | ||
| A4 | +0,09 | -0,09 | 0 | 0,18 | +0,26 | -0,26 | 0 | 0,52 | ||
| A5 | +0,08 | -0,08 | 0 | 0,16 | +0,23 | -0,23 | 0 | 0,46 | ||
| A6 | +0,09 | -0,09 | 0 | 0,18 | +0,26 | -0,26 | 0 | 0,52 | ||
Для достижения требуемой точности замыкающего звена в одной размерной цепи выбираем метод не полной взаимозаменяемости. Данный метод позволяет расширить допуски на составляющие звенья, что ведёт к понижению себестоимости и работоспособности по отношению к методам пригонки и регулирования.
Метод неполной взаимозаменяемости не гарантирует получения 100% изделий с отклонениями замыкающего звена в пределах заданного допуска, с коэффициентом риска равным 1%. Однако дополнительные затраты труда и средств на исправление небольшого числа изделий, размеры которых вышли за пределы допуска, в большинстве случаев малы по сравнению с экономией труда и средств, получаемых при изготовлении изделия, размеры которого имеют более широкие допуски.
Экономический эффект, получаемый от использования метода неполной взаимозаменяемости вместо метода полной взаимозаменяемости, возрастает по мере повышения требований к точности замыкающего звена и увеличении числа составляющих звеньев в размерной цепи.
возможность выполнения технологических процессов изготовления деталей и особенно сборки машин рабочими невысокой квалификации.
Похожие работы
... - определить тип производства и выбрать вид его организации - разработать технологический процесс сборки крана вспомогательного тормоза локомотива - разработать технологический процесс изготовления корпуса - проектирование технологической оснастки - планировка участка механосборочного цеха - экономическая часть. Основной задачей дипломного проекта является систематизация, закрепление и расширение ...





... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
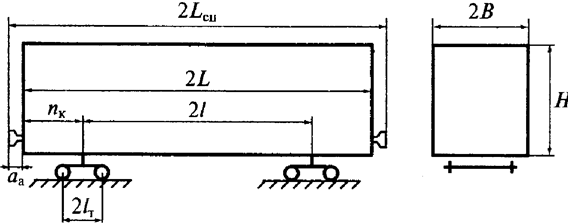
... недопустимого вакуума после разогрева груза паром, пропарки котла или при сливе продукта при закрытых крышках люков. 2. Выбор оптимальных параметров восьмиосной цистерны модели 15-1500 2.1.Вписывание вагона в габарит Ширина вагона определяется из условия вписывания вагона в габарит: 2В = 2×(В0 – Е) ...
... - 5% от производственной программы M=74+3,7=78 лок. в год 2.4 Расчет контингента работников цеха Явочный штат работников цеха определяют в соответствии с рассчитанным объёмом работы отделения и трудоёмкостью ремонта одной демонтируемой единицы или одного комплекта сборочных единиц, которые подвергают ремонту в данном отделении. Наименование рабочего Количество Разряд Мастер ...
0 комментариев