Навигация
Контроль точности сборки узла или его испытание
27260
знаков
1
таблица
15
изображений
2.4 Контроль точности сборки узла или его испытание.
Контроль крана выполнить внешним осмотром с применением линейки, штангенциркуля и весов. Выполнить внешний осмотр поверхностей трения сопрягаемых деталей после контрольной разборки. После контроля кран собрать и провести испытания на соответствие требованиям ТУ 24.05.10.126-97 на испытательном стенде. При разборке и сборке крана использовать средства измерения ОТК. Измерение величин давления сжатого воздуха провести по манометрам. При испытании рукоятка крана ставится в тормозное положение «Т». Время наполнения резервуара измеряют секундомером. Для испытания отпуска тормозов рукоятка крана ставится в отпускное положение. Время снижения давления в резервуаре измеряется секундомером. Затем рукоятка крана ставится в положение «П» последовательно после испытаний положений «Т» и «О». При этом не должно быть завышения давления после испытания в положении «Т» и снижения давления после испытания в положении «О». Измерения провести по истечении 30 секунд после перевода ручки крана в течение 30 секунд. Испытание провести в резервуаре V= 10л. 0,6 МПа обмыливанием мест соединений. Испытания крана при предельных значениях температур +45±3°С и -50±3 провести в климатической камере. После достижения в климатической камере предельного значения температуры кран выдержать в ней не менее чем в течении 2х часов. Подтверждение показателей надёжности допускается проводить сбором статистических данных по результатам эксплуатационных испытаний.
Схема пневматическая принципиальная стенда
1- кран 1-2 УЗ ОСТ 24.290.16-86;
2- редуктор 212;
3- резервуар V = 20 л.;
4- кран 172;
5- резервуар V = 10 л.;
6- манометр Кл.1 ц/д 0,1 кгс/см2, предел 10 кгс/см2 ГОСТ 2405-88;
7- труба 15 ГОСТ 3262-75.
После установки крана на подвижной состав повторно проводят испытания на герметичность мест соединений.
2.5 Схема сборки узла.
2.6 Выбор вида и формы организации процесса сборки узла.
На основании программы выпуска и габаритных размеров крана принимаем стационарную не поточную сборку с одним рабочим местом.
2.7 Выбор сборочного оборудования и технологической оснастки.
Сборка крана 172 производится на верстаке. Перед сборкой необходимо продуть детали от остатков технической пыли. Для закрепления корпуса на верстаке используют тиски 7827-0325 ГОСТ 4045-75. Для сбора резьбовых соединений применяется пневмогайковёрт ИП 3112-У11 с наконечниками МТ 9694-686 и МТ 9694-685, отвёртки 7810-0941 3В ГОСТ 17199-88 и 7810-0964 3В ГОСТ 17199-88.
2.9 Технологическая карта сборки узла.
Технологическая карта сборки узла приведена в приложении 3.2.10 Расчет числа рабочих мест и рабочих-сборщиков.
1. Сборка комплектов (172.020 Корпус, 172.00 Клапан, 172.040 Заглушка) - 12 мин.
2. Сборка подузлов (172.010 Корпус, 172.070 Кронштейн, 172.080 Кулачек , 172.090 Ручка) - 34,5мин.
3. Сборка узла (Кран 172.000) - 40 мин.
![]()
при отсутствии совмещенных во времени операций, при совмещении времени транспортирования кранов с оперативным временем и при стационарной сборке:
![]() [раб место]
[раб место]
выбираем один рабочий-сборщик, и одно рабочее место.
2.11 Построение циклограммы сборки.
Ввиду того, что работает один рабочий-сборщик в построении
циклограммы и планировке рабочих мест нет необходимости.
3 Разработка технологического процесса изготовления детали.
3.1 Служебное назначение детали.
Корпус 172.001 предназначен для базирования деталей входящих в состав корпуса 172.010 и кулачка 172.080, а также для обеспечения герметичности всего узла.
Основными показателями качества корпуса являются:
соосность отверстий под сёдла относительно общей оси с установленным допуском, плоскостность поверхности основания с установленным допуском, перпендикулярность общей оси отверстий под сёдла относительно оси отверстия под кулачек с установленным допуском, герметичность стенок при испытании сжатым воздухом под давлением 0,6 МПа в течении 30с..
Похожие работы
... - определить тип производства и выбрать вид его организации - разработать технологический процесс сборки крана вспомогательного тормоза локомотива - разработать технологический процесс изготовления корпуса - проектирование технологической оснастки - планировка участка механосборочного цеха - экономическая часть. Основной задачей дипломного проекта является систематизация, закрепление и расширение ...





... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
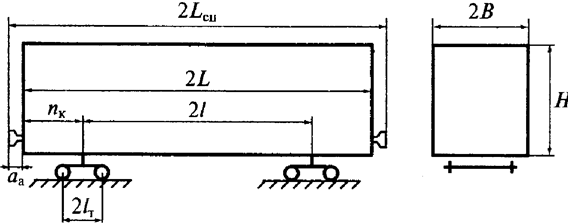
... недопустимого вакуума после разогрева груза паром, пропарки котла или при сливе продукта при закрытых крышках люков. 2. Выбор оптимальных параметров восьмиосной цистерны модели 15-1500 2.1.Вписывание вагона в габарит Ширина вагона определяется из условия вписывания вагона в габарит: 2В = 2×(В0 – Е) ...
... - 5% от производственной программы M=74+3,7=78 лок. в год 2.4 Расчет контингента работников цеха Явочный штат работников цеха определяют в соответствии с рассчитанным объёмом работы отделения и трудоёмкостью ремонта одной демонтируемой единицы или одного комплекта сборочных единиц, которые подвергают ремонту в данном отделении. Наименование рабочего Количество Разряд Мастер ...
0 комментариев