Навигация
Анализ чертежа, технических требований на деталь и её технологичности
27260
знаков
1
таблица
15
изображений
3.2 Анализ чертежа, технических требований на деталь и её технологичности.
Корпус 172.001 представляет из себя простую корпусную деталь симметричную в поперечном сечении, среднего класса точности, небольших габаритов, с двумя отверстиями в торцах для крепления клапанов, одним сверху для крепления кулачка и тремя в основании для запрессовки ниппелей. Корпус изготавливается из алюминия марки АК7ч ГОСТ 1583-93, с твёрдостью > 70HB.
Из вышесказанного следует, что при изготовлении корпуса будут
использоваться операции токарная, вертикально-сверлильная, резьбонарезная, зачистка, химическое окисление с последующим контролем исполненных размеров.
3.3 Выбор вида заготовки и назначение припусков на обработку.
В производстве корпусные детали изготавливают в основном литьём, но ввиду небольшого размера корпуса и непродолжительное время изготовления по неизменяемым чертежам можно также изготовить корпус штамповкой на ГКМ.
Расчеты получения заготовок ведут по формуле:
Ким = Vдет / Vзаг
Объем детали Vдет = 67см3
Объем заготовки литьё Vзаг = 107см3
Объем заготовки из штамповки ГКМ Vзаг = 194см3
Ким1 = 67 / 107 = 0,35
Ким2 = 67 / 194 = 0,63
Выбираем вариант 2, т.к. он экономически целесообразен.
Исходя из объёма выпуска и массы корпуса выбираем литьё по выплавляемым моделям.
3.4 Выбор технологических баз и обоснование последовательности обработки поверхностей заготовки.
Для обработки корпусов и получения минимальных погрешностей нужно создать технологические базы для установки в токарных станках. Исходя из особенностей токарного станка и точного размещения заготовки на нем, необходимо обработать торцы заготовки и выполнить центровочные отверстия. Выполнять будем на Токарно-револьверном станке с ЧПУ 1В340 Ф30, в двухкулачковом гидравлическом патроне МТ 9661-434, с кулачками МТ 9664-440. Так как кулачки сконструированы специально для закрепления корпуса 172.001 для обеспечения высокой точности обработки и установки заготовки в станке то так же являются и приспособлением.
Рассмотрим два варианта базирования:
a) базирование в двух сходящихся призмах и опорных пальцах.
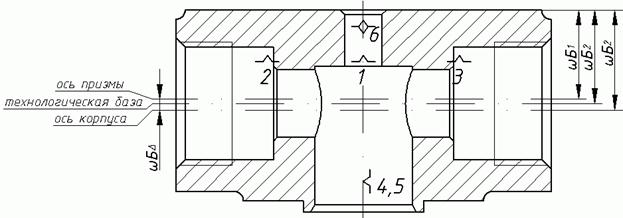
Из чертежа видно, что при установке технологическая база не совпадает с осью корпуса и призмы, появляется погрешность базирования заготовки.
ωА2=ωБD=ωБ1+ωБ2+ ωБ3=ωтс(005)+ ωпр+ωзаг=0,5+0,8+0,2=1,5
б) базирование в двухкулачковом гидравлическом патроне
МТ 9661-434, с кулачками МТ 9664-440.
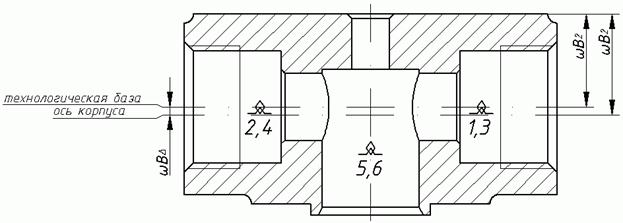
Здесь за счет специальных кулачков обеспечивается более точное базирование корпуса.
ωА2=ωВD=ωтс(005)+ωзаг=0,5+0,2=0,7
Из вычислений можно оценить распределения припуска на поверхности отверстия под седло на 005 операции.
Распределение найдем из формулы:
ωА∆=ωА1+ωА2
1 вариант: ωА2D=ωА1+ωА22=ωтс(005)+ωА22=0,5+1,5=2 мм
2 вариант: ωА1D=ωА1+ωА12=ωтс(005)+ωА12=0,5+0,7=1,2 мм
Из расчета видим, что второй вариант предпочтительнее, поскольку имеет минимальный припуск на обработку.
3.5 Выбор методов обработки поверхностей заготовки и определение количества переходов. Выбор режущего инструмента.
Последовательность обработки заготовки:
1. Токарная с ЧПУ
2. Вертикально-сверлильная
3. Резьбонарезная
В связи с нашим производством выберем следующие станки:
1. Для выполнения токарной обработки выберем токарно-револьверный станок с ЧПУ 1В340 Ф30.
2. Для сверления на разных операциях вертикально-сверлильный станок 2М112, вертикально-сверлильный станок 2Н118, вертикально-сверлильный станок 2Н125.
3. Для резьбонарезной операции резьбофрезерный станок полуавтомат 2056.
3.6 Разработка маршрутного технологического процесса. Выбор технологического оборудования и оснастки.
Разработка маршрутного технологического процесса и выбор технологического оборудования и оснастки приведены в приложении 3.
Похожие работы
... - определить тип производства и выбрать вид его организации - разработать технологический процесс сборки крана вспомогательного тормоза локомотива - разработать технологический процесс изготовления корпуса - проектирование технологической оснастки - планировка участка механосборочного цеха - экономическая часть. Основной задачей дипломного проекта является систематизация, закрепление и расширение ...





... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
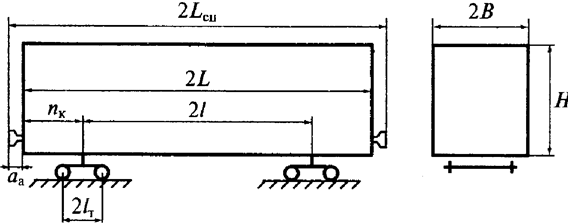
... недопустимого вакуума после разогрева груза паром, пропарки котла или при сливе продукта при закрытых крышках люков. 2. Выбор оптимальных параметров восьмиосной цистерны модели 15-1500 2.1.Вписывание вагона в габарит Ширина вагона определяется из условия вписывания вагона в габарит: 2В = 2×(В0 – Е) ...
... - 5% от производственной программы M=74+3,7=78 лок. в год 2.4 Расчет контингента работников цеха Явочный штат работников цеха определяют в соответствии с рассчитанным объёмом работы отделения и трудоёмкостью ремонта одной демонтируемой единицы или одного комплекта сборочных единиц, которые подвергают ремонту в данном отделении. Наименование рабочего Количество Разряд Мастер ...
0 комментариев