Навигация
Штамповка на ковочных вальцах (вальцовка)
31386
знаков
2
таблицы
3
изображения
4.2 Штамповка на ковочных вальцах (вальцовка).
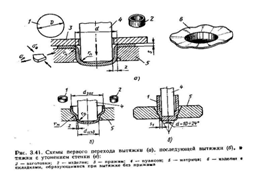
Эта штамповка напоминает продольную прокатку в одной рабочей клети, на двух валках которые закрепляют секторные штампы, имеющие соответствующие ручьи.
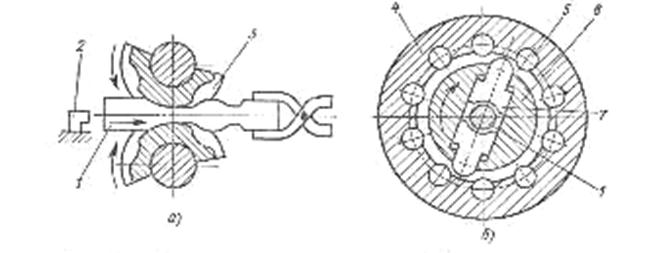
Нагретую заготовку 1 подают до упора 2 в тот момент, когда секторные штампы 3 расходятся. При повороте валков происходит захват заготовки и обжатие ее по форме полости; одновременно с обжатием заготовка выталкивается в сторону подачи.
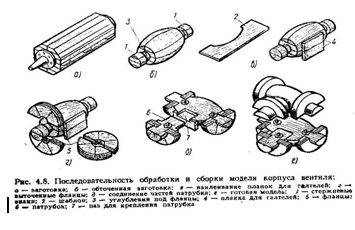
На вальцах изготовляют поковки сравнительно несложной конфигурации, типа звеньев цепей, рычагов, гаечных ключей и т. п. Кроме того, на вальцах фасонируют заготовки для последующей штамповки, чаще всего на кривошипных горячештамповочных прессах.
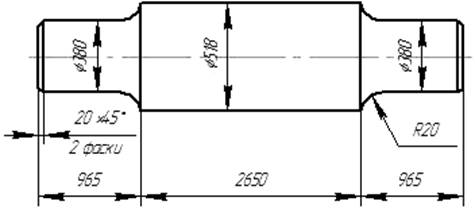
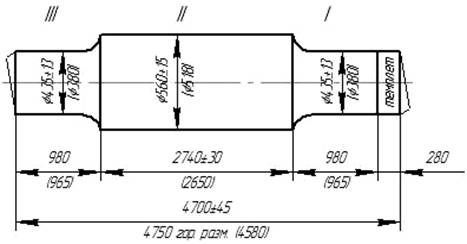
Профилируют и штампуют на вальцах в одном или нескольких ручьях. Исходное сечение заготовки принимают равным максимальному сечению поковки, так как при вальцовке происходит главным образом протяжка.
4.3 Устройство и принцип работы деформирующего оборудования и штамповочной оснастки.
 |
Кинематическая схема КГШП
Рисунок 1
1- Ползун;
2- Тормоз
3- Шкив
4- Электродвигатель
5- Приёмный вал
6- Малое зубчатое колесо
7- Большое зубчатое колесо
8- Пневматическая функциональная дисковая муфта
9- Кривошипный вал
10- Шатун
11- Стол пресса
12- Клин
Штамповка на кривошипных горячештамповочных прессах КГШП изготовляют усилием 5-10 мм. Они успешно заменяют и во многих случаях по технологическим возможностям превосходят паро-воздушные штамповочные молоты с массой подающих частей до 10 тонн. КГШП характерно то, что усилие, возникающее при штамповке, воспринимается массивной станиной. На станине пресса установлен электродвигатель. На его валу закреплён шкив, от которого крутящий момент через клиноременную передачу передаётся маховику, закреплённому на приёмном валу. На другом конце этого вала насажана малое зубчатое колесо, находящееся в зацеплении с большим зубчатым колесом со встроенной в него пневматической муфтой включения. Большое зубчатое колесо с муфтой расположено на коленчатом валу, который при вращении приводит в движение шатун с ползуном в направляющие стороны.
Для остановки вращения кривошипного вала после включения муфты служит тормоз. Стол пресса, установленный на наклонной поверхности, может перемещаться клином и тем самым в незначительных пределах регулировать высоту штамповочного пространства. Для обеспечения удаления поковки из штампа пресса имеется выключатели в столе и ползуне. Выталкиватели срабатывают при ходе ползуна вверх. Остановка моховика производится тормозом при включенном электродвигателе.
В отличии от молотов прессы имеют жёсткий график движения ползуна, полный ход которого вверх и вниз одинаков и равен удвоенному радиусу кривошипа. В связи с этим при многоручьевой штамповке невозможно применить протяжной, подкатной, отрубной ручьи. Поковки, требующие использования указанных ручьёв штампуют на КГШП из заготовок периодического проката или предварительно фасонированных на ковочных пальцах. Скорость ползуна в момент соприкосновения верхней части штампа с заготовкой равна 0,3 – 0,8 м/с, то есть в несколько раз меньше скорости базы молота в момент удара. Так как деформация выполняется в каждом ручье за один ход пресса, заготовки должны быть чистыми от окалины во избежании порчи поверхности паковки.
Постоянство величины хода ползуна, большая точность его движения в мощных регулируемых направляющих станины пресса, применение штампов с направляющими колонками и выталкивателями для принудительного удаления поковок обеспечивает большую точность изготовления поковок, с меньшими штамповочными уклонами, припусками, допусками и расходом металла, чем при штамповке на молотах. Выталкиватели размещают в вертикальных отверстиях ручьевых вставок штампа. Во время штамповки рабочей поверхности выталкивателей составляют часть поверхности ручьёв. При обратном ходе ползуна специальный механизм в штампе, приводимый в действие от выталкивателя пресса, поднимает ручьевые выталкиватели, которые выбрасывают поковку из ручья.
Для исключения заклинивания и поломки пресса открытые штампы на КГШП не смыкаются на величину заусенца из-за отсутствия ударов служат больше молотовых. На КГШП используют штампы сборной конструкции с ручьевыми вставками, которые при износе заменяют. Наличие выталкивателей обеспечивает удобство штамповки в закрытых штампах выдавливанием и прошивкой. При выдавливании заготовку устанавливают в полость штампа и осаживают в этой полости с одновременным истечением части металла за её пределы. КПД прессов примерно в 2 раза выше КПД молотов. Прессы совершают 35-90 ходов в мин, то есть примерно столько, сколько 4 эквивалентные им по мощности молоты. Штамповка на прессе в 1,5 – 3 раза производительней, чем на молоте, и её легче механизировать и автоматизировать.
При закрытой штамповке без заусенца полученная по приведённой формуле значения усилия уменьшают на 2,0 – 2,5%. P = k ![]() F, где P – площадь проекции штампованной паковки с заусеничным носочком, см кв; k – коэффициент, учитывающий сложность формы поковок (k = 6,4 / 7,3).
F, где P – площадь проекции штампованной паковки с заусеничным носочком, см кв; k – коэффициент, учитывающий сложность формы поковок (k = 6,4 / 7,3).
Похожие работы
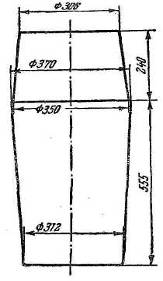
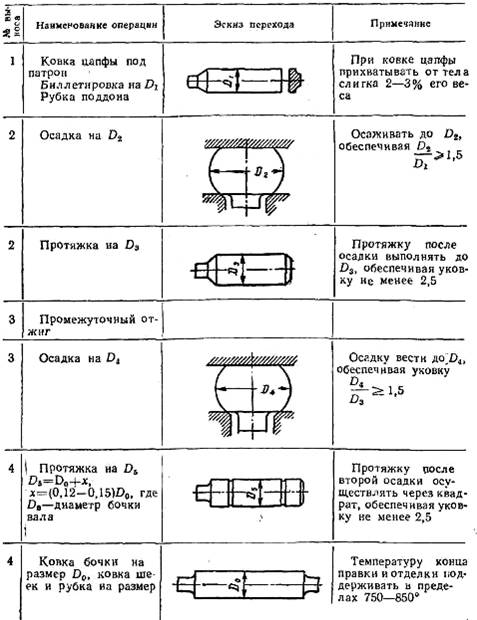
... при соотношении наружного диаметра заготовки к диаметру отверстия плиты равном 1,3 – 1,35. 4. Разработка технологического процесса ковки Исходными данными для разработки технологии изготовления заготовки кованого валка холодной прокатки являются чертёж детали и марка стали поковки. Эскиз рабочего валка стана холодной прокатки из стали 9X2МФ представлен на рис. 4. Рис. 4. Эскиз рабочего ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
... и практических занятиях в институте. Это имеет большое значение ещё и потому, что наша будущая профессия, возможно, тоже будет связана с этим заводом. 3. Производственная структура ОАО “Компрессормаш” Строительство Казанского компрессорного завода (ККЗ) начато в 1947 году. За 4 года были построены инженерный корпус и первые механические цехи, что позволило уже в июле 1951 года выпустить ...
0 комментариев