Навигация
Расчет размера партии деталей
37298
знаков
7
таблиц
4
изображения
10. Расчет размера партии деталей
Программа выпуска: N=1000 тыс.шт
Действительный годовой фонд времени: Ф=2000 час.
Тогда ритм производства должен быть: ![]() дет/час
дет/час
Если Тш штамповки =0,034 мин, то ![]() дет/час
дет/час
Из [39, стр.172] время на установку и снятие штампа t=30+10=40 мин, а зарплата рабочего 3 разряда Зр = 4,5 руб/час *1,44 = 6,48 руб/час.
Тогда ![]() руб
руб
 деталей Пусть с2’’ = 0,001 руб. Тогда размер партии
деталей Пусть с2’’ = 0,001 руб. Тогда размер партии  деталей Расчет размера партии заготовок Из [14,стр.130] наладка упоров гильотинных ножниц 3,5мин, установка зазора между ножами пусть будет 16,5 мин, тогда tп.з.= 3,5+16,5 = 20мин, а затраты на наладку рабочего II разряда
деталей Расчет размера партии заготовок Из [14,стр.130] наладка упоров гильотинных ножниц 3,5мин, установка зазора между ножами пусть будет 16,5 мин, тогда tп.з.= 3,5+16,5 = 20мин, а затраты на наладку рабочего II разряда  полос.
полос.11. Рекомендации по наладке ножниц
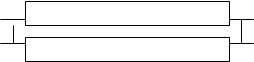
Зазор между ножами регулируют в зависимости от толщины и прочности разрезаемого материала передвижением стола, для чего необходимо отпустить гайки болтов крепления стола к станине и при помощи 2 регулировочных винтов установить необходимый зазор, после чего гайки надо затянуть. Для установки ножей после переточки рекомендуется применять прокладки из фольги или другого тонкого листового материала.
Величину зазора определяем по табл. 11 в [9, стр.86].
Наладка упоров. Для обрезки полос различной ширины применяются задний, передний и боковой упоры, упоры-угольники и упоры-кронштейны. Наладку заднего упора производят путем его перемещения с помощью маховичков по линейка или шаблонам. Если наладку производят по шаблону, то последний устанавливают кромкой в упор к нижнему ножу, а ко второй его кромке вплотную придвигают задний упор и закрепляют винтами. Наладку переднего упора производят по шаблону, уложенному на стол. Упоры –угольники, упоры-кронштейны и боковые упоры крепят к столу в различных положениях в зависимости от необходимости.
Задний упор
 0,075
0,05
0,075
0,05
![]()
 0,075
0,075
![]() Ножи 38,75 38,75
Ножи 38,75 38,75
Нижний нож
![]()
Верхний нож
![]()
![]()
![]() Нижний нож
Нижний нож
Основной задачей техники безопасности является обеспечение безопасных и здоровых условий труда без снижения его производительности [7, с. 27]. Для этого проводится большой комплекс мероприятий по созданию таких условий.
С целью предупреждения производственного травматизма подвижные части станков, рабочие зоны оборудования, технологической оснастки снабжаются оградительными устройствами (барьеры, решетки, кожухи, щитки и т. д.). Для обеспечения воздушной среды на рабочем месте, соответствующей санитарным нормам, станки, другое технологическое оборудование снабжаются индивидуальными или групповыми отсасывающими устройствами.
Большое значение имеет охрана окружающей среды. Для уменьшения загрязнений необходимо применение безотходных технологий, создание очистных сооружений, позволяющих многократно использовать одни и те же объемы воды, воздуха в защитных системах.
При разработке технологических процессов изготовления деталей необходимо предусматривать конкретные меры, обеспечивающие безопасные условия труда, охрану окружающей среды при изготовлении рассматриваемой детали.
Для обеспечения безопасности труда на операции резки с помощью гильотинных ножниц, помимо безопасной конструкции инструмента, рабочий должен использовать тканевые рукавицы для подачи листа материала внутрь ножниц, чтобы не поранить руки, а также халат, чтобы избежать порчи одежды при смазке листа.
Охрана окружающей среды при резке осуществляется по средством утилизации отходов, остающихся после нарезки листа на полосы, а при работе со смазкой следует аккуратно наносить ее на лист материла.
При штамповке рабочему необходимо быть предельно внимательным при включении штампа, так как он не снабжен ограждениями, а также использовать тканевые рукавицы для подачи полосы материала в штамп.
Отходы от штамповки должны утилизироваться, не нанося вреда окружающей среде.
Заключение
Таким образом, использование типового технологического процесса облегчает проектирование, конструирование детали, ее изготовление и контроль.
Благодаря экономии не только времени, которое было бы затрачено на разработку в случае отсутствия такого "прототипа", но и сокращение затрат, требующихся на исправление и утилизацию брака при использовании неотработанных технологии, оборудования и оснастки, удается получить хорошие экономические показатели технологического процесса изготовления и сборки даже для небольших партий продукции и оборудования.
Наибольшее время при использовании типового процесса приходится затрачивать на технологическую подготовку производства, которая необходима для подгонки "прототипа" для конкретной детали. Учитывая, что многие операции из ТПП являются стандартными и вполне могли бы выполняться с помощью вычислительной техники, в настоящее время преобладающим является тенденция к поной или хотя бы частичной автоматизации процесса технологической подготовки производства.
Приложения Библиографический список
1. Дриц М. Е., Москалев М. А. "Технология конструкционных материалов и материаловедение: Учеб. для вузов. - М. Высш. шк., 1990. - 447 с.: ил.
2. Зубцов М. Е. "Листовая штамповка". Л.: Машиностроение, 1980, 432 с.
3. Конструкторско-технологический классификатор деталей.
4. Лекции по курсу "Технология машиностроительного производства" Лобанова С. А., 2001 г.
5. Мансуров И. З., Подрабинник И. М. Специальные кузнечно-прессовые машины и автоматизированные комплексы кузнечно-штампового производства: Справочник. М. : Машиностроение, 1990. 344 с.
6. Справочник нормировщика / Под общей ред. А. В. Ахумова. Л. : Машиностроение, 1987. 458 с.
7. Технология машиностроительного производства. Методические указания к курсовому проектированию/ Рязан. гос. радиотехн. акад; Сост.: А. С. Кирсов, С. Ф. Стрепетов, В. В. Коваленко; Под ред. С. А. Лобанова. Рязань, 2000. 36 с.
8. Правила оформления технологических документов: Методические указания к курсовому и ди пломному проектированию/ Рязан. гос. радиотехн. акад; Сост. А. С. Кирсов, Л. М. Мокров, В. И. Рязанов, 1997. 36 с.
8.
Похожие работы

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...


... целесообразно использовать ковку в подкладном штампе. Чертеж заготовки представлен на рис.4.1. При этом способе изготовления заготовки возможно получить припуски до 3 мм, с допусками +1.5 ¸ -1 мм. 5. Выбор плана обработки детали Технологический процесс обработки детали предусматривает несколько стадий. Если рассматривать данный процесс в укрупненном плане, то необходимо выделить ...



... п, приходим к выводу, что экономически более выгодно применять заготовки из сортового проката. 4. Разработка технологического процесса обработки детали 4.1 Обоснование последовательности обработки и выбранного оборудования Разработка маршрутного технологического процесса механической обработки заготовки является основой всего курсового проекта. Вследствие того, что тип производства – ...


... АΔmax и AΔmin входят в допустимый интервал. В результате при сборке обеспечивается точность исходного звена. 2. Разработка технологического процесса изготовления плиты нижней Служебное назначение детали Плита нижняя представляет собой базовую деталь, на которую устанавливают другие детали и сборочные единицы, точность относительного положения которых должна обеспечиваться ...
0 комментариев