Навигация
Мощность на шпинделе станка
68684
знака
18
таблиц
6
изображений
3.2 Мощность на шпинделе станка
Nш=Nд×h кВт,
где Nд=3 кВт; h=0,65 – паспортные данные станка
Nш=3×0,65=1,95 кВт.
Так как Nш=1,95 кВт>Np=1,21кВт, то обработка возможна.
4. Основное время
 , мин
, мин
где i – число проходов
 мин
мин
Задание на практическое занятие №6
Выполнить расчет режима резания по таблицам нормативов по заданному варианту.
Исходные данные приведены в таблице 6.
Порядок выполнения работы аналогичен предыдущим.
Таблица 6| № | Материал заготовки и его свойства | Вид обработки и шероховатость поверхности, мкм | Мо-дуль, мм | Число зубьев, z | Шири-на венца, b | Угол наклона зубьев, b° | Число одно-временно обрабаты-ваемых зубьев, д | Мо-дель станка |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1 | Сталь 12ХНЗА, НВ210 | Окончательная (по сплошному металлу) Ra=3,2 | 3 | 20 | 30 | 0 | 6 | 53А50 |
| 2 | Сталь 30ХГТ, НВ200 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 8 | 25 | 40 | 0 | 1 | 5122 |
| 3 | Серый чугун СЧ25, НВ210 | Предварительное (под последующее зубодолбление) | 6 | 30 | 32 | 15 | 5 | 53А50 |
| 4 | Серый чугун СЧ20, НВ200 | Предварительное (под последующее шевингование) | 3 | 60 | 50 | 0 | 1 | 5122 |
| 5 | Сталь 45, НВ190 | Окончательная (по сплошному металлу) Ra=1,6 | 2,5 | 80 | 60 | 0 | 3 | 5122 |
| 6 | Сталь 40Х, НВ200 | Предварительное (под шевингование) | 7 | 28 | 55 | 0 | 1 | 5122 |
| 7 | Сталь 35Х, НВ185 | Окончательная (по сплошному металлу) Ra=1,6 | 2 | 54 | 20 | 30 | 10 | 53А50 |
| 8 | Сталь 12Х18Н9Т, НВ180 | Предварительное (под шевингование) | 4 | 45 | 32 | 0 | 1 | 5122 |
| 9 | Бронза Бр АЖН 10-4, НВ170 | Предварительное (под последующее зубодолбление) | 2,5 | 65 | 35 | 15 | 6 | 53А50 |
| 10 | Латунь ЛМцЖ 52-4-1, НВ220 | Окончательная (по сплошному металлу) Ra=1,6 | 1,5 | 84 | 25 | 0 | 1 | 5122 |
| 11 | Сталь 14Х17Н2, НВ220 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 5 | 32 | 50 | 0 | 1 | 5122 |
| 12 | Сталь 20Х, НВ170 | Предварительное (под шевингование) | 5,5 | 24 | 24 | 0 | 1 | 5122 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 13 | Серый чугун СЧ10, НВ170 | Предварительное (под последующее зубодолбление) | 8 | 46 | 25 | 15 | 8 | 53А50 |
| 14 | Серый чугун СЧ15, НВ190 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 6 | 30 | 38 | 0 | 1 | 5122 |
| 15 | Сталь 38ХА, НВ190 | Окончательная (по сплошному металлу) Ra=1,6 | 1,5 | 55 | 24 | 0 | 1 | 5122 |
| 16 | Сталь 35, НВ180 | Предварительное (под шевингование) | 4 | 42 | 40 | 0 | 1 | 5122 |
| 17 | Сталь 20, НВ200 | Окончательная (по сплошному металлу) Ra=1,6 | 1,5 | 120 | 60 | 0 | 3 | 53А50 |
| 18 | Серый чугун СЧ30, НВ220 | Предварительное (под последующее зубодолбление) | 5 | 66 | 18 | 15 | 10 | 53А50 |
| 19 | Сталь 20Х, НВ165 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 8 | 22 | 30 | 0 | 1 | 5122 |
| 20 | Сталь 45, НВ210 | Окончательная (по сплошному металлу) Ra=3,2 | 2 | 85 | 50 | 0 | 1 | 5122 |
| 21 | Сталь 35Х, НВ185 | Предварительное (под шевингование) | 3 | 65 | 42 | 0 | 1 | 5122 |
| 22 | Сталь 45ХН, НВ220 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 6 | 24 | 28 | 0 | 1 | 5122 |
| 23 | Серый чугун СЧ30, НВ220 | Предварительное (под последующее зубодолбление) | 8 | 50 | 45 | 30 | 4 | 53А50 |
| 24 | Серый чугун СЧ10, НВ160 | Окончательная (по сплошному металлу) Ra=1,6 | 2,5 | 70 | 65 | 15 | 3 | 53А50 |
| 25 | Сталь 45, НВ215 | Окончательная (по сплошному металлу) Ra=1,6 | 2 | 80 | 30 | 0 | 6 | 53А50 |
| 26 | Серый чугун СЧ20, НВ240 | Окончательная (по сплошному металлу) Ra=1,6 | 3 | 22 | 45 | 0 | 6 | 53А50 |
| * В вариантах окончательной обработки по предварительно прорезанному зубу принять припуск на зубодолбление по межцентровому расстоянию h=1¸1,4 мм. | ||||||||
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №7
Расчет режима резания при шлифовании
Цель работы: изучить методику расчета режима резания при шлифовании аналитическим способом. Приобрести навыки работы со справочной литературой.
ОБЩИЕ СВЕДЕНИЯ
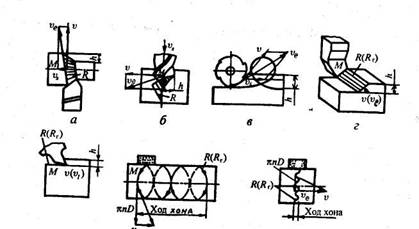
Шлифование – процесс резания материалов с помощью абразивного инструмента, режущими элементами которого являются абразивные зерна. Движение резания при шлифовании – вращение шлифовального круга, движение подачи – возвратно-поступательное движение стола станка с заготовкой и (или) поступательное движение шлифовальной бабки со шлифовальным кругом.
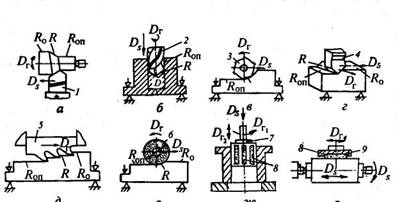
Различают круглое наружное шлифование, внутреннее круглое шлифование, плоское шлифование, бесцентровое шлифование. Круглое наружное шлифование применяется для обработки цилиндрических наружных поверхностей и осуществляется двумя способами: с продольной подачей (метод врезания) – применяется если длина шлифуемой поверхности меньше ширины круга.
Разработку режимов резания при шлифовании начинают с выбора характеристики шлифовального круга.
Для этого устанавливают:
тип (форму) шлифовального круга [2] или [3],
материал абразивного зерна [2] или [3] , [6],
зернистость [2],
индекс зернистости [2],
твердость [2], [6],
структура [2], [6],
класс круга [2].
(Если выбор характеристики шлифовального круга производится по [3],
то ее следует перевести в новое обозначение).
Выбор характеристики шлифовального круга можно провести по приложению 1 к данной инструкции.
После выбора элементов характеристики следует записать полную характеристику, которая содержит такие параметры: форму (тип), марку зерна, зернистость, индекс зернистости, твердость круга, структуру, тип связки, класс круга, допустимую окружную скорость.
Основными элементами режима резания при шлифовании являются: окружная скорость в м/с (указывается в конце характеристики круга и является максимальной допускаемой прочностью круга);
скорость вращательного или поступательного движения детали в м/мин;
глубина шлифования t мм – слой металла, снимаемый шлифовальным кругом за один или двойной ход при круглом или плоском шлифовании или же равная всему припуску на сторону при врезном шлифовании;
продольная подача S – перемещение шлифовального круга вдоль своей оси в мм на оборот заготовки при круглом шлифовании или в мм на каждый ход стола при плоском шлифовании периферией круга;
радиальная подача Sp – перемещение шлифовального круга в радиальном направлении в мм на один оборот детали при врезном шлифовании.
Эффективная мощность (мощность необходимая для резания) рассчитывается по эмпирической формуле [2], [3] или определяется по таблицам нормативов.
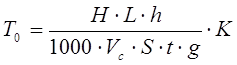
Основное время при круглом шлифовании с продольной подачей
 , мин (7.1)
, мин (7.1)
где h – припуск на сторону, мм;
Vc – скорость продольного хода стола , м/мин;
t – глубина шлифования, мм;
К – коэффициент выхаживания;
К=1,4 – при чистовом шлифовании;
К=1,1 – при предварительном шлифовании;
L – величина хода стола, мм
L=l-(1-K×m)×Bk , мм (7.2)
где l – длина шлифуемой поверхности;
К – число сторон перебега круга (К=2 – при сбеге круга в обе стороны, К=1 – при сбеге круга в одну сторону, К=0 – без сбега);
m – перебег в долях ширины круга;
Bk – ширина шлифовального круга, мм.
При круглом наружном шлифовании методом врезания
 , мин,
, мин,
где nз – частота вращения заготовки, об/мин;
Sp – радиальная подача, мм/об.
При круглом шлифовании
 , мин
, мин
где S – продольная подача, мм/об.
При круглом внутреннем шлифовании перебег круга в обе стороны равен 0,5×В, тогда
L=l-(1-2×0,5)×B, т.е.
L=l
Плоское шлифование
 , мин
, мин
где Н – перемещение шлифовального круга в направлении поперечной подачи, мм;
L – величина хода стола, мм;
h – припуск на сторону;
Vc – скорость движения стола, м/мин;
g – число одновременно шлифуемых заготовок.
Н=Вз+Вк+5, мм
где Вз – суммарная ширина заготовок, установленных на столе, мм.
Вк – величина шлифовального круга, мм.
L=l+(10¸15), мм
где l – суммарная длина заготовок , установленных на столе, мм.
Пример решения задачи
На круглошлифовальном станке 3М131 шлифуется шейка вала диаметром D=80h6 мм длиной l=300 мм, длина валаl1=550 мм. Параметр шероховатости обработанной поверхности Ra=0,4 мкм. Припуск на сторону 0,2 мм. Материал заготовки – сталь 45 закаленная, твердостью HRC45.
Необходимо: выбрать шлифовальный круг, назначить режим резания; определить основное время.
Решение
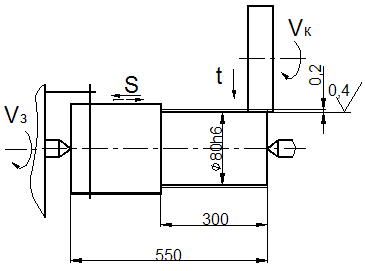 |
Эскиз обработки
Рис.5
Похожие работы
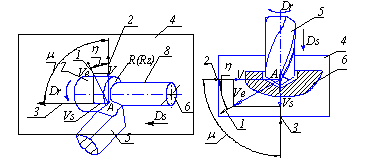
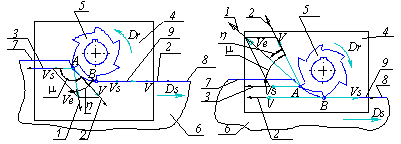
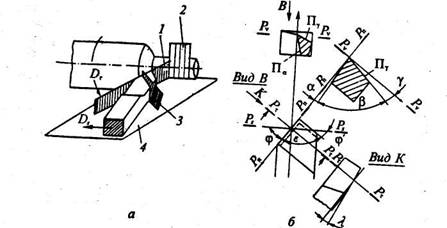
... Примечание. В стандартных обозначениях координатных плоскостей применяются индексы, которые отвечают системе (рис. 13, 14): „і” - в ІСК; „с” - в ССК; „к” - в КСК. Например, Pvc - основная плоскость ССК, Pvk - основная плоскость КСК. В курсе «Теория резания» и технической литературе все обозначения координатных плоскостей в статической системе координат принято применять без индекса „с”. Например ...
... реальную сущность процесса резания. Анализируя книгу С.А. Воскресенского по резанию древесины, Е.Г. Ивановский писал [8], что применение только одного механико-математического метода сдерживает развитие науки о резании. Резание древесины есть одно из самых сложных физических явлений. Именно так надо подходить к его изучению. Такое понимание метода исследования не предполагает открытия новых ...
... при сохранении требуемого качества поверхности и стойкости инструмента[5]. Глава 2. Технологические методы лезвийной обработки 2.1. Поступательная обработка К поступательным видам обработки относятся строгальные, долбежные и протяжные виды обработки. Строгание и долбление - обработка резанием осуществляемая однолезвийным инструментом с возвратно-поступательным главным движением ...




... ” изучает основы резания металлов и включает в себя изучение геометрии инструментов, виды инструментов, физические основы процессов резания, методы формообразования, расчет параметров режимов резания. 1 Анализ процесса формообразования поверхности.1.1 Кинематическая схема обработки и методы формообразования поверхности Кинематическая схема шлифования зубчатого колеса червячным кругом представлена ...
0 комментариев