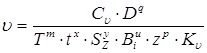
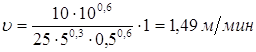
Определяем скорость главного движения резания
Суммарная погрешность приспособления
Описание технологической операции
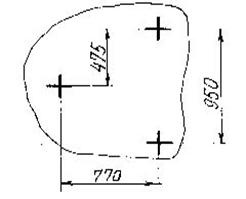
Принципиальная схема базирования заготовки
Смещение заготовки от сил резания предотвращается силами трения, возникающими в местах контакта заготовки с установочными элементами;
Расходы на эксплуатацию приспособления
Навигация
Определяем скорость главного движения резания
Технологический процесс механической обработки детали Траверса, проект специального станочного приспособления для фрезерования паза детали, проект специального станочного приспособления для фрезерования контура детали, ...
59055
знаков
18
таблиц
6
изображений
3. Определяем скорость главного движения резания
 . [11, 185]
. [11, 185]
Из [11, 287] имеем:
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
![]() , где
, где
![]() - коэффициент, учитывающий качество обрабатываемого материала [11, 286];
- коэффициент, учитывающий качество обрабатываемого материала [11, 286];
![]() - коэффициент, учитывающий состояние поверхности заготовки;
- коэффициент, учитывающий состояние поверхности заготовки;
![]() - коэффициент, учитывающий материал инструмента [10, 286].
- коэффициент, учитывающий материал инструмента [10, 286].
 .
.
4. Частота вращения шпинделя:
 ;
;
корректируем по паспорту станка: ![]() .
.
5. Действительная скорость главного движения резания:
![]() .
.
6. Скорость движения подачи:
![]() .
.
7. Находим силы резания:
Окружная сила: ![]() [11, 288];
[11, 288];
![]() ;
; ![]() ;
; ![]() ; [11, 290]
; [11, 290]
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
8. Мощность резания:
![]() .
.
9. Проверяем, достаточна ли мощность привода станка.
Необходимо, чтобы ![]() ;
;
![]() .
.
Следовательно, ![]() (
(![]() ) и обработка возможна.
) и обработка возможна.
10. Основное время ![]() , где
, где
![]() - число рабочих ходов;
- число рабочих ходов;
![]() - длина рабочего хода резца,
- длина рабочего хода резца, ![]() ;
;
![]() ;
; ![]() ;
; ![]() - перебег.
- перебег.
![]() ;
;
![]() .
.
Сверление.
На вертикально-фрезерном сверлильно-расточном станке С2440СФ3 сверлят сквозное отверстие 9,8 на глубину ![]() . Материал заготовки -
. Материал заготовки - ![]() с
с ![]() .
.
1. Выбираем сверло 9,8 по ГОСТ 10903-77 из быстрорежущей стали Р6М5К5. [11, 128]
2. Назначаем режимы резания:
Глубина резания ![]() .
.
3. Подача ![]() . [11, 255]
. [11, 255]
4. Скорость резания находим по [11, 277]:
![]() , где
, где
![]() ;
; ![]() ;
; ![]() ;
;
![]() ;
; ![]() ; [11, 278];
; [11, 278];
![]() .
.
5. Частота вращения шпинделя:
![]() ;
;
![]() .
.
6. Действительная скорость резания:
![]() .
.
7. Определяем силы резания [11, 278]:
![]() ;
;
![]() .
.
8. Находим мощность резания:
![]() .
.
9. Проверяем, достаточна ли мощность резания:
![]() ;
;
![]() (
(![]() ).
).
10.Основное время ![]() , где
, где
![]() - число рабочих ходов;
- число рабочих ходов;
![]() - длина рабочего хода резца,
- длина рабочего хода резца, ![]() ;
;
![]() - врезание резца;
- врезание резца;
![]() - перебег резца.
- перебег резца.
![]() ;
;
![]() .
.
Зенкерование.
1. Выбираем зенкер 10+0,2, оснащенный пластинами из твердого сплава с числом зубьев ![]() с коническим хвостовиком ГОСТ 3231-71.
с коническим хвостовиком ГОСТ 3231-71.
2. Глубина резания: ![]() .
.
3. Назначаем подачу ![]() [1, 277].
[1, 277].
4. Скорость резания находим по [1, 277]:
![]() , где
, где
![]() ;
; ![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]() ;
;
 .
.
5. Частота вращения шпинделя:
![]() ;
;
![]() .
.
6. Действительная скорость резания:
![]() .
.
7. Определяем силы резания [1, Т. 2, с. 280]:
![]() ;
;
![]() .
.
8. Находим мощность резания:
![]() .
.
9. Проверяем, достаточна ли мощность резания:
![]() ;
;
![]() (
(![]() ).
).
10. Основное время ![]() , где
, где
![]() ;
;
![]() .
.
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1. Проектирование специального станочного приспособления на операцию фрезерования паза детали «Траверса» 2.1.1. Техническое задание на специальное станочное приспособление 1. Принципиальная схема базирования и закрепления детали
 |
В качестве опорной поверхности принята торцевая поверхность детали. Она устанавливается на пальцы (опорные точки 1, 2 и 3 на рис. 1). Для лишения оставшихся трех степеней свободы используются пальцы, устанавливаемые на боковой поверхности детали (опорные точки 4, 5, 6). 2. Вид заготовки, механические свойства материала
Заготовку получают штамповкой на прессе при ![]() . Материал детали титановый сплав ВТ22 с пределом прочности
. Материал детали титановый сплав ВТ22 с пределом прочности ![]() и
и ![]() . Он обладает высокой прочностью, небольшим коэффициентом расширения, значительной коррозионной стойкостью. Повышение механических свойств достигается легированием следующими элементами:
. Он обладает высокой прочностью, небольшим коэффициентом расширения, значительной коррозионной стойкостью. Повышение механических свойств достигается легированием следующими элементами:
- алюминий ![]() ;
;
- молибден ![]() ;
;
- ванадий ![]() ;
;
- хром ![]() ;
;
- железо ![]() ;
;
- примеси ![]() .
.
Сплав применяется в термически упрочненном (закалка плюс старение) и отожженном состоянии.
Максимальный припуск на обработку ![]() .
.
Коэффициент использования материала
![]() .
.
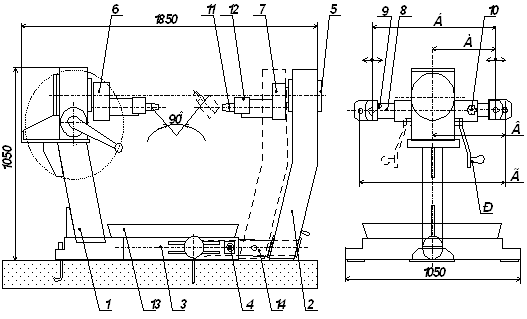
На данной операции производится фрезерование пазов детали. Обработка ведется на координатно-сверлильном фрезерно-расточном одностоечном станке ![]() , который предназначен для особо точной обработки широкого диапазона деталей.
, который предназначен для особо точной обработки широкого диапазона деталей.
В качестве режущего инструмента принимаем фрезу концевую быстрорежущую с коническим хвостовиком (![]() ). Параметры фрезы Ø
). Параметры фрезы Ø![]() , длина рабочей части
, длина рабочей части ![]() , общая длина
, общая длина ![]() .
.
Ширину пазов проверяем с помощью калибра.
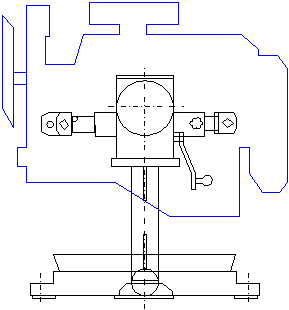
4. Общие требования к приспособлениюМеханизм зажима представляет Г-образный прихват с гидравлическим приводом. Он допускает отвод костыля на значительную величину. Спиральный паз обеспечивает автоматический поворот костыля. В качестве транспортировочных устройств используются рым-болты.
2.1.2. Расчет точности приспособления |
При фрезеровании пазов детали требуется обеспечить отклонение
Расчет ведем по методике изложенной в [5, 44].
Определяем необходимую точность приспособления по параметру ![]() :
:
1. Определяем погрешность базирования ![]() .
.
2. Погрешность закрепления ![]() [2, 75].
[2, 75].
3. Погрешность установки фактическая ![]() .
.
4. Суммарная погрешность обработки:
![]() [7, 8],
[7, 8],
![]() .
.
5. Допустимая погрешность установки
![]() .
.
Т.к., ![]() , то предлагаемая схема базирования и конструктивная схема приспособления приемлемы.
, то предлагаемая схема базирования и конструктивная схема приспособления приемлемы.
Похожие работы





... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...
0 комментариев