Определяем скорость главного движения резания
Суммарная погрешность приспособления
Описание технологической операции
Принципиальная схема базирования заготовки
Смещение заготовки от сил резания предотвращается силами трения, возникающими в местах контакта заготовки с установочными элементами;
Расходы на эксплуатацию приспособления
Навигация
Принципиальная схема базирования заготовки
Технологический процесс механической обработки детали Траверса, проект специального станочного приспособления для фрезерования паза детали, проект специального станочного приспособления для фрезерования контура детали, ...
59055
знаков
18
таблиц
6
изображений
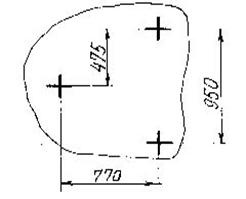
1. Принципиальная схема базирования заготовки
Рис. Схема базирования заготовки.
В качестве опорной поверхности используется боковая поверхность, которая лишает заготовку 3-х степеней свободы (опорные точки 1, 2 и 3 на рис ). Для лишения оставшихся трех применяется базирование в призме : одна из призм неподвижная лишает двух степеней свободы (опорные точки 4, 5 ), другая - неподвижная лишает одну степень свободу.
2. Описание технологической операции.
На данной операции производится сверление, зенкерование, развертывание отверстий в детали. Обработка ведется на С2440СФ4 - координатно-сверлильном фрезерно-расточном станке.
В качестве режущего инструмента принимаем сверло твердосплавное с коническим хвостовиком по ГОСТ 22735-77 Æ30, Æ12,Æ9,8. Зенкер, оснащенный твердосплавными пластинами, для обработки деталей из коррозионно-стойких и жаропрочных сталей и сплавов по ГОСТ 21540-76 из сплава ВК8 по ГОСТ 3882-74 Æ32,Æ13,8,Æ9,8. Развертка машинная, оснащенная твердосплавными пластинами, для обработки деталей из коррозионно-стойких и жаропрочных сталей и сплавов с коническим хвостовиком по ГОСТ 21525-76 Æ35,Æ14,Æ10.
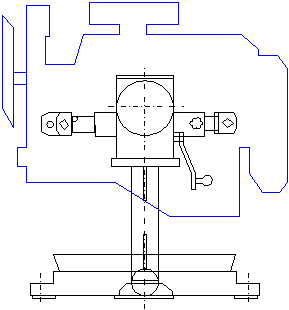
3. Принцип работы приспособления.
Деталь устанавливается на плоские опорные постины, закрепленные на плите и базируется с помощью призмы, которая двигается по направляющим. Перемещение призмы происходит за счет ее соединения со штоком гидроцилиндра, с помощью которого производится зажим заготовки.
 |
2.3.2. Расчет точности
При сверлении отверстий в детали требуется обеспечить отклонение ![]() от перпендикулярности поверхности отверстий относительно поверхности плиты приспособления. Для выполнения этого условия необходимо рассчитать с какой точностью должна быть выполнена при сборке приспособления параллельность поверхности приспособления относительно стола станка, т.е. с каким допуском должен быть выполнен параметр
от перпендикулярности поверхности отверстий относительно поверхности плиты приспособления. Для выполнения этого условия необходимо рассчитать с какой точностью должна быть выполнена при сборке приспособления параллельность поверхности приспособления относительно стола станка, т.е. с каким допуском должен быть выполнен параметр ![]() (рис. ).
(рис. ).
Расчет ведем по методике изложенной в [5, 44].
Определяем необходимую точность приспособления по параметру ![]() :
:
1. Определяем погрешность базирования ![]() .
.
2. Погрешность закрепления ![]() [2, 75].
[2, 75].
3. Погрешность установки фактическая ![]() .
.
4. Суммарная погрешность обработки:
![]() [7, 8],
[7, 8],
![]() .
.
5. Допустимая погрешность установки
![]() .
.
Т.к., ![]() , то предлагаемая схема базирования и конструктивная схема приспособления приемлемы.
, то предлагаемая схема базирования и конструктивная схема приспособления приемлемы.
6. Суммарная погрешность приспособления
![]()
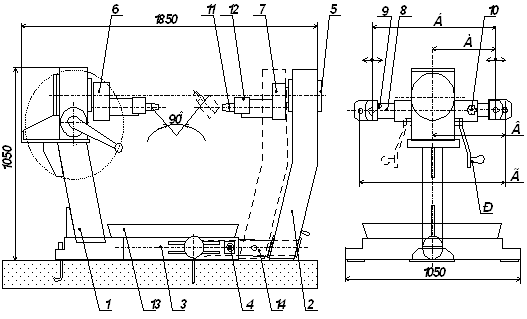
7. Погрешность собранного приспособления
![]() ,
,
где ![]() - погрешность установки приспособления на станке определяют по формуле исходя из конструктивной схемы (рис. 2):
- погрешность установки приспособления на станке определяют по формуле исходя из конструктивной схемы (рис. 2):
![]() ,
,
где ![]() - длина обрабатываемой заготовки,
- длина обрабатываемой заготовки, ![]() ;
;
![]() - максимальный зазор между направляющей шпонкой приспособления и пазом стола станка;
- максимальный зазор между направляющей шпонкой приспособления и пазом стола станка; ![]() для посадки
для посадки ![]() ;
;
![]() - расстояние между шпонками; где
- расстояние между шпонками; где ![]() ;
;
![]() .
.
![]() - погрешность закрепления равна нулю, т.к. установка заготовки производится без зазоров;
- погрешность закрепления равна нулю, т.к. установка заготовки производится без зазоров;
![]() - погрешность настройки равна нулю.
- погрешность настройки равна нулю.
![]() .
.
На чертеже общего вида приспособления должно быть поставлено значение параметра ![]() .
.
8. Запас точности ![]() .
.
 |
При расчете усилия зажима рассматриваются два случая:
Похожие работы





... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...
0 комментариев