Навигация
Проектирование технологии ремонта гидроцилиндров с использованием полимерных материалов
72244
знака
23
таблицы
1
изображение
Содержание
2.4. Расчет режимов для операционной карты ремонта




ВВЕДЕНИЕ................................................................................................................. 4
1. Обзор номенклатуры гидроцилиндров и способы их восстановления. 6
1.1. Номенклатура гидроцилиндров лесных машин................................................ 6
1.2. Неисправности гидроцилиндров и способы их восстановления.................... 8
1.3. Задачи дипломного проектирования................................................................... 9
2. Проектирование технологии ремонта гидроцилиндров с использованием полимерных материалов............................................... 11
2.1. Условия работы и конструктивно-технологические
особенности гидроцилиндров....................................................................... 11
2.2. Карта дефектации гидроцилиндра .................................................. 14
2.3. Маршрутная карта ремонта гидроцилиндра .................................. 22
2.4. Расчет режимов для операционной карты ремонта ...................... 27
3. Стенд для разборки и сборки гидроцилиндров.......................... 41
3.1. Назначение и область применения стенда........................................................ 41
3.2. Технические характеристики стенда................................................................. 41
3.3. Устройство и работа стенда................................................................................ 42
3.4. Расчет гидропривода механизма вытягивания-установки штока.................. 46
3.5. Электрическая схема стенда............................................................................... 47
3.6. Расчеты на прочность и работоспособность................................................... 50
3.7. Разработка технологической оснастки.............................................................. 62
4. Исследования эксплуатационных характеристик полимерных покрытий............................................................................................................................ 65
4.1. Выбор способа нанесения полимерного покрытия......................................... 66
4.2. Выбор полимерной композиции....................................................................... 66
4.3. Точность цилиндров............................................................................................ 67
4.4. Прочность адгезии и внутренние напряжения в полимерных покрытиях... 73
4.5. Промышленные испытания износостойкости гидроцилиндров с полимерными покрытиями. 77
5. Проектирование участка восстановления гидроцилиндров. 78
5.1. Организация работ на участке........................................................................... 79
5.2. Расчет производственной площади участка
ремонта гидроцилиндров................................................................................. 79
6. Энергетические затраты при осуществлении проекта. 82
7. Охрана труда................................................................................................... 84
7.1. Состояние условий труда при стендовых испытаниях и ремонте гидроаппаратуры. 84
7.2. Анализ вредных и опасных факторов............................................................... 82
7.3. Требования нормативно-технической документации
по охране труда................................................................................................ 87
7.4. Мероприятия по защите работающих от опасных и вредных факторов....... 89
7.5. Техника безопасности......................................................................................... 92
7.5.1. Общие требования.......................................................................................... 92
7.5.2. Требования перед началом работы.............................................................. 93
7.5.3. Требования во время работы......................................................................... 93
7.5.4. Требования по окончании работ.................................................................. 94
7.5.5. Требования в аварийной ситуации............................................................... 94
8. Экономическое обоснование проекта......................................... 91
Заключение........................................................................................................ 103
Список использованной литературы............................................... 104
ВведениеОдно из направлений повышения эффективности производства - его переоснащение современной техникой, внедрение передовых технологических процессов и достижений современной науки.
В лесной промышленности и лесном хозяйстве таким направлением наряду с увеличением единичной мощности выпускаемой техники, повышением ее надежности и эффективности является массовый переход на гидрофицированную технику, позволяющую повысить производительность труда благодаря облегчению управления машинами, сокращению времени рабочего цикла, механизации вспомогательных операций. Широкое внедрение машин с гидроприводом поставило перед механизаторами лесной промышленности и лесного хозяйства задачу обеспечения их качественного технического обслуживания и ремонта, а следовательно, и эффективного использования.
Основными преимуществами гидропривода являются: независимое расположение привода и возможность любого разветвления мощности, простота кинематических схем и создание больших передаточных чисел, легкость реверсирования исполнительного механизма, достаточная скорость выполнения технологических операций, возможность предохранения от перегрузок, стандартизация и унификация деталей и сборочных единиц.
В гидроприводе лесных машин широко применяются гидроцилиндры. Они отличаются сравнительно малыми габаритными размерами и массой на единицу передаваемой мощности, бесступенчатым регулированием скорости, удобством эксплуатации, высоким коэффициентом полезного действия и другими положительными факторами, которые способствуют их распространению. Поэтому выпуск гидроцилиндров приобретает особо важное значение. Однако их изготовление и ремонт при существующей технологии - очень трудоемкий и сложный процесс, требующий больших затрат труда и средств.
Эффективное повышение производительности труда при ремонте цилиндров с использованием существующих технологических процессов практически невозможно. Необходимы качественно новые технологические процессы. К ним прежде всего следует отнести нанесение полимерных покрытий на грубо обработанные внутренние поверхности цилиндров, позволяющие получать высокую точность и чистоту поверхности цилиндров без механической обработки. Вопросам технологии нанесения покрытий на внутренние поверхности гидроцилиндров, надежности их работы посвящен настоящий проект.
1. Обзор номенклатуры гидроцилиндров и способы их восстановления. 1.1. Номенклатура гидроцилиндров лесных машин.Гидроцилиндры являются простейшими гидродвигателями, выходное звено которых совершает возвратно-поступательное движение, причем выходным (подвижным) звеном может быть как шток или плунжер, так и корпус гидроцилиндра.
Основными параметрами гидроцилиндров являются их внутренний диаметр, диаметр штока, ход поршня и номинальное давление, определяющее его эксплуатационную характеристику и конструкцию, в частности тип применяемых уплотнений, а также требования к качеству обработки и шероховатости внутренней поверхности гидроцилиндра и наружной поверхности штока. Гидроцилиндры бывают одно- и двустороннего действия.
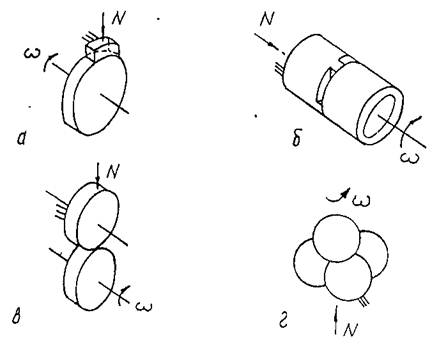
Характерная особенность гидроцилиндра одностороннего действия (рис.1.1., а) заключается в том, что усилие на выходном звене (например, штоке), возникающее при нагнетании в рабочую полость гидроцилиндра жидкости под давлением, может быть направлено только в одну сторону (рабочий ход). В противоположном направлении выходное звено перемещается, вытесняя при этом жидкость из гидроцилиндра, только под влиянием возвратной пружины 6 или другой внешней силы, например, силы тяжести.
Поршневые гидроцилиндры одностороннего действия на лесных машинах применяют обычно в системах управления и для привода некоторых вспомогательных механизмов.
Гидроцилиндры двустороннего действия (рис.1.1., б) в отличие от гидроцилиндров одностороннего действия включают в себя две рабочие полости, поэтому усилие на выходном звене и его перемещение могут быть направлены в обе стороны в завиимости от того, в какую из полостей нагнетается рабочая жид-
кость (противоположная полость при этом соединяется со сливом).Схемы различных вариантов крепления корпуса гидроцилиндра показаны на рис.1.2. Жесткое крепление (рис.1.2., а, б, в) применяют в основном для небольших гидроцилиндров системы управления. В лесных машинах чаще используют шарнирное крепление корпуса гидроцилиндра (рис.1.2., г и д).
Гидроцилиндры рабочего оборудования крепят шарнирно (рис.1.2., д), причем в обоих местах шарнирного крепления - у корпуса и штока - применяют сферические подшипники скольжения типа ШС. Эти подшипники допускают поворот (на небольшой угол) пальца в любой плоскости, обеспечивают свободный монтаж и демонтаж шарнирного соединения и исключают заклинивание его при небольших перекосах из-за неточности изготовления элементов рабочего оборудования.
1.2. Неисправности гидроцилиндров и способы их восстановления.К основным неисправностям гидроцилиндров можно отнести: нарушение уплотнения поршня, износ поверхности гильзы, срыв резьбы, различные течи через уплотнения, износ гильзы, поршня, штока и др.
У гильзы цилиндра изнашивается внутренняя поверхность, на которой могут быть задиры, глубокие царапины, а также забоины и заусенцы по торцам. Следует отметить, что износ гильзы гидроцилиндра носит бочкообразный характер. Это вызвано тем, что для основных рабочих операций лесных и строительных машин нет необходимости использовать весь возможный ход поршня. Таким образом гильза гидроцилиндра изнашивается в основном в своей центральной части, в то время, как по краям износ имеет минимальные значения.
Отдельные забоины или риски на зеркале цилиндра можно зачищать шкуркой, зернистостью 80 - 120. При значительном износе рабочей поверхности гильзы ее растачивают под ремонтный размер. После расточки зеркало цилиндра подвергается отделочным операциям, т.к. чистота поверхности зеркала должна быть не менее девятого класса. В настоящее время в качестве отделочных операций применяют хонингование, раскатку, притирку, точную расточку, шлифование, полировку и прошивание.
Ремонт штоков можно проводить двумя путями. Первый сводится к обработке штоков по диаметру до ремонтного размера с последующим хромированием, с толщиной слоя не менее 0,021 мм. Второй способ сводится к проточке наружной поверхности на глубину 0,6 - 1 мм, наращиванию металла виброконтактной наплавкой, обработке и хромированию. Погнутые штоки следует править без нагрева, допустимый прогиб, при длине штока до 300 мм, не более 0,15 мм на всей его длине. Резьба на концах штока, в случае ее забоя, прогоняется или заваривается, протачивается и нарезается вновь.
У поршня изнашиваются направляющие поверхности, канавки для поршневых колец и сами кольца.
При большом износе обычно поршни не восстанавливают, а заменяют вновь изготовленными. В настоящее время имеется опыт восстановления поршней наплавкой полиамидной смолой П-6110Л на специальных литьевых формах. Кроме того, разработан метод ремонта поршней с помощью полиамидных чехлов-манжет.
Уплотнительные резиновые кольца заменяются новыми при их износе или потере эластичности.
Собранные гидроцилиндры испытывают на стенде на герметичность и скорость перемещения штока.
1.3. Задачи дипломного проектирования.Наиболее ответственная операция при ремонте гидроцилиндров заключается в окончательной отделке внутренней поверхности гильзы гидроцилиндра. В разделе 1.2. были приведены отделочные операции, применяемые в настоящее время. Ни один из этих способов не является универсальным. Все они трудоемки, требуют точных станков и высокой квалификации рабочего, что в свою очередь ведет к значительному увеличению стоимости ремонта. Кроме того современные условия эксплуатации при недостатке финансирования служб технического обслуживания приводят к тому, что машины не обслуживаются в установленные сроки и фактически работают на износ. Эти причины ведут к тому, что в деталях возникают запредельные износы, в следствие чего они не могут быть восстановлены обычными способами и их вынуждены утилизировать.
Необходимы качественно новые технологические процессы. К ним прежде всего следует отнести нанесение полимерных покрытий на грубо обработанные внутренние поверхности гидроцилиндров без механической обработки, позволяющие получать высокую точность и необходимую шероховатость поверхности гидроцилиндров без механической обработки. Преимуществом этого способа также является возможность многократного повторения этого процесса без дополнительного снятия слоя металла, т.к. есть возможность выплавить слой изношенного полимера при температурах, немногим более 100о С.
Таким образом задача дипломного проекта состоит в том, чтобы показать перспективность использования данного метода на предприятиях лесопромышленного комплекса.
2. Проектирование технологии ремонта гидроцилиндров с использованием полимерных материалов. 2.1. Условия работы и конструктивно-технологические особенности гидроцилиндров.
Гидроцилиндры лесных машин предназначены для эксплуатации при температуре окружающего воздуха от -40 до +50о С на гидравлических маслах (ВМГЗ, МГ-30, И-20 А), предназначенных для гидроприводов при работе на номинальном давлении 16 МПа (160 кгс/см2). Наибольшее кратковременно допустимое давление не должно превышать 20 МПа (200 кгс/см2).
Гидроцилиндр (рис.2.1.) на давление 160 кгс/см2, используемый для рабочего оборудования экскаватора ЭО-3322А, состоит из следующих основных частей: собственно гидроцилиндра (гильзы 19 с приваренной к ней задней крышкой), навинченной на гильзу 19 передней крышки 9 с отверстием под шток, штока 18 с проушиной 2 и поршня 15. В проушине 2, ввинченной в наружный торец штока 18, и в проушине задней крышки гидроцилиндра установлены с помощью пружинных колец сферические подшипники 1 типа ШС.
Рабочая жидкость подается в поршневую и штоковую полости гидроцилиндра соответственно через отверстия Б и А. Герметичное разделение поршневой и штоковой полостей и передача усилия от давления в рабочей полости на шток 18 создается поршнем 15 с манжетами 14 и уплотнительным кольцом 13. Поршень 15 крепят на внутреннем конце штока 18 гайкой 16, фиксируемой шплинтом 17. Перетечки из полости в полость гидроцилиндра предотвращаются по наружной поверхности поршня манжетами 14, по внутренней - кольцом 13. Манжеты 14 удерживаются от осевого перемещения по поршню 15 манжетодержателями 12.
Передняя крышка 9 фиксируется на резьбе гильзы 19 цилиндра контргайкой 10. Запрессованная в крышке 9 втулка 21
служит направляющей для штока 18.
Утечкам из штоковой полости гидроцилиндра препятствуют установленное в проточке крышки 9 уплотнительное коль-цо 8, а также манжета 6 и уплотнительные кольца 4 и 5 во втулке 21. От осевого перемещения при движении штока манжета 6 удерживается манжетодержателем 7. Со стороны наружного торца крышки 9 установлен грязесъемник 3, который удерживается гайкой 22, ввернутой во внутреннюю резьбу крышки.
На штоке рядом с поршнем 15 установлен демпфер 11, смягчающий удар поршня в переднюю крышку в конце его пол
ного хода. В конце хода штока налево щель между кромкой 20 крышки 9 и конической поверхностью демпфера 11, через которую рабочая жидкость выжимается поршнем из штоковой полости в отверстие А, уменьшается. При этом поршень затормаживается за счет дросселирования масла через уменьшающуюся щель.
ВНИМАНИЕ!!!Имеется возможность получить 10 чертежей А1, входящих в дипломный проект в формате CAD - редактор машиностроительных чертежей КОМПАС (можно перекодировать в формат АВТОКАДа), а также 9 листов спецификации и конструкторскую часть.
Обращаться: E mail – an_p@hotmail.com
| ЛТА ТЛМиР | Карта технологического процесса дефектации КАРТА ЭСКИЗОВ | Цилиндр У 45060.092.120 |
| ЛТА ТЛМиР | Карта технологического процесса дефектации | Цилиндр У 45060.092.120 | |||||||||
| Наименование, марка материала | Обозначение изделия | Наименование изделия | Вид ремонта | ||||||||
| Сталь 45 ГОСТ 1050-74 | ЭО-3322 | Экскаватор | Капитальный | ||||||||
| № | Контролируемый параметр | Т.п.з. | |||||||||
| опе-ра-ции | де-фе-кта | Наименование, содержание операции (дефекта) | Номина-льное допусти-мое значение | Измерен-ное значение | Приспособление, измерительный инструмент | Т.ш.т. | Особые указания | ||||
| 005 | 1 | Продольные риски на рабочей поверхности цилиндра. Внешним осмотром определить наличие дефекта | Лупа ЛП-1-4 ГОСТ 25706-83 Образцы шероховатости ГОСТ 9378-75 |
0,4 4,0 | При наличии дефекта - ремонтировать | ||||||
| 010 | 2 | Износ поверхности отверстия цилиндра под поршень Замерить размер 2 | | | Нутромер НИ 100-160-1 ГОСТ 868-82 Микрометр МК 125-1 ГОСТ 6507-78 Концевые меры 1-Н2 ГОСТ 9038-83 | 0,6 1,9 | При значении более допустимого - ремонтировать | ||||
| ЛТА ТЛМиР | Карта технологического процесса дефектации КАРТА ЭСКИЗОВ | Шток У 4560.096.230 | |||||||||
| ЛТА ТЛМиР | Карта технологического процесса дефектации | Шток У 4560.096.230 | ||||||||
| Наименование, марка материала | Обозначение изделия | Наименование изделия | Вид ремонта | |||||||
| Сталь 45 ГОСТ 1050-74 | ЭО-3322 | Экскаватор | Капитальный | |||||||
| № | Контролируемый параметр | Т.п.з. | ||||||||
| опе-ра-ции | де-фе-кта | Наименование, содержание операции (дефекта) | Номина-льное допусти-мое значение | Измерен-ное значение | Приспособление, измерительный инструмент | Т.ш.т. | Особые указания | |||
| 005 | 1 | Продольные риски на рабочей поверхности штока Внешним осмотром определить наличие дефекта |
| Лупа ЛП-1-4 ГОСТ 25706-83 Образцы шероховатости ГОСТ 9378-75
| 0,4 2,5 | При наличии дефекта - ремонтировать | ||||
| 010 | 2 | Износ поверхности штока под втулку Замерить размер 2 | | | Микрометр МК 125-1 ГОСТ 6507-78 Концевые меры 1-Н2 ГОСТ 9038-83 |
0,4 1,2 | При значении менее допустимого - ремонтировать | |||
| ЛТА ТЛМиР | Карта технологического процесса дефектации КАРТА ЭСКИЗОВ | Втулка У 4560.086.004 | ||||||||
| ЛТА ТЛМиР | Карта технологического процесса дефектации | Втулка У 4560.086.004 | ||||||||
| Наименование, марка материала | Обозначение изделия | Наименование изделия | Вид ремонта | |||||||
| Бр. ОЦС 5-5-5 ГОСТ 613-79 | ЭО-3322 | Экскаватор | Капитальный | |||||||
| № | Контролируемый параметр | Т.п.з. | ||||||||
| опе-ра-ции | де-фе-кта | Наименование, содержание операции (дефекта) | Номина-льное допусти-мое значение | Измерен-ное значение | Приспособление, измерительный инструмент | Т.ш.т. | Особые указания | |||
| 005 | 1 | Износ поверхности втулки под шток Замерить размер 1 | | | Нутромер НИ 100-160-1 ГОСТ 868-82 Микрометр МК 125-1 ГОСТ 6507-78 Концевые меры 1-Н2 ГОСТ 9038-83 | 0,5 1,6 | При значении более допустимого - браковать | |||
| ЛТА ТЛМиР | Карта технологического процесса дефектации КАРТА ЭСКИЗОВ | Поршень У 4560.092.150СБ |
| ЛТА ТЛМиР | Карта технологического процесса дефектации | Поршень У 4560.092.150СБ | ||||||||
| Наименование, марка материала | Обозначение изделия | Наименование изделия | Вид ремонта | |||||||
| Бр. ОЦС 5-5-5 ГОСТ 613-79 | ЭО-3322 | Экскаватор | Капитальный | |||||||
| № | Контролируемый параметр | Т.п.з. | ||||||||
| опе-ра-ции | де-фе-кта | Наименование, содержание операции (дефекта) | Номина-льное допусти-мое значение | Измерен-ное значение | Приспособление, измерительный инструмент | Т.ш.т. | Особые указания | |||
| 005 | 1 | Продольные риски, задиры на рабочей поверхности поршня Внешним осмотром определить наличие дефекта | Лупа ЛП-1-4 ГОСТ 25706-83 Образцы шероховатости ГОСТ 9378-75 | 0,4 1,5 | При наличии дефекта - браковать | |||||
| 010 | 2 | Износ поверхности поршня под цилиндр Замерить размер 2 | | | Микрометр МК 125-1 ГОСТ 6507-78 Концевые меры 1-Н2 ГОСТ 9038-83 | 0,4 1,0 | При значении менее допустимого - браковать | |||
| ЛТА ТЛМиР | Маршрутная карта ремонта КАРТА ЭСКИЗОВ | Цилиндр У 4560.092.120 |
Маршрутная карта ремонта
Деталь: Цилиндр У 4560.092.120
Материал: Сталь 45 ГОСТ 1050-74
Твердость: HB 207
| № по-зи-ции | № опе- ра- ции | Наименование дефектов и технологи- ческих операций по их устранению | Оборудование и приспо-собления | Инструмент рабочий и измерительный | Технические условия на приемку деталей из ремонта | ||||
| 1,2 | 005 010 015 | Продольные риски на рабочей поверхности 1 цилиндра, износ поверхности отверстия цилиндра 3 под поршень Точить сварной шов 4 и снять заднюю крышку с трубы Расточить цилиндр до
Обработать внутреннюю поверхность цилиндра полимерным материалом | Горизонтально-расточной станок 2620В Токарно-винторезный станок 16Б16КА Приспособление для заливки полимерного материала | Патрон ГОСТ 2675-80 Резец ГОСТ18884-83 Люнет при станке Патрон ГОСТ 2675-80 Резец ГОСТ18884-83 Люнет при станке | Диаметр отверстия должен иметь значение | ||||
| ЛТА ТЛМиР | Маршрутная карта ремонта КАРТА ЭСКИЗОВ | Шток У 4560.096.230 |
| |||||
Маршрутная карта ремонта
Деталь: Шток У 4560.096.230
Материал: Сталь 45 ГОСТ 1050-74
Твердость: HB 240
| № по-зи-ции | № опе- ра- ции | Наименование дефектов и технологи- ческих операций по их устранению | Оборудование и приспо-собления | Инструмент рабочий и измерительный | Технические условия на приемку деталей из ремонта |
| 1,2 | 005 010 015 | Риски, задиры на рабочей поверхности 1 штока Износ поверхности штока под втулку Шлифовать поверхность 1 до
Хромировать поверхность 1 Шлифовать поверхность 1 до
| Кругло-шлифовальный станок 3А164 Патрон ГОСТ 2675-80 Центр Морзе 6 ГОСТ 13214-79
Гальваническое оборудование Кругло-шлифовальный станок 3А164
| Круг шлифовальный ПП 600x100x305 24А Микрометр МК100-1 ГОСТ 6507-78 | Диаметр должен соответствовать
|
| № по-зи-ции | № опе- ра- ции | Наименование дефектов и технологи- ческих операций по их устранению | Оборудование и приспо-собления | Инструмент рабочий и измерительный | Технические условия на приемку деталей из ремонта |
|
|
|
| Патрон ГОСТ 2675-80 Центр Морзе 6 ГОСТ 13214-79
| Круг шлифовальный ПП 600x100x305 24А Микрометр МК100-1 ГОСТ 6507-78 | Диаметр должен соответствовать |
2.4. Расчет режимов для операционной карты ремонта
Цилиндр У 4560.092.120.
Похожие работы
... . кафедрой г. Тюмень, 1997 г. Содержание. Введение. Конструкторская часть. Технология строительства магистральных трубопроводов. Общая технология. Способы закрепления трубопроводов. Особенности предлагаемого анкерного закрепления трубопровода. Примерная технология производства работ при использовании анкерных стержней. ...
... устраивается из пластмассовых труб. Каждая воронка присоединяется к стояку диаметром 100 мм. 1.5.6 Полы В производственном здании приняты бетонные, полы, из мозаичных плит. Состоят из плиток размерами 2482486 мм. Укладываются на прослойку из песка или мелкозернистого бетона При проектировании административно – бытового корпуса использованы 3 типа полов: керамические, линолеумные, мозаичного ...
... состава, введенным согласно закону «О городском пассажирском транспорте», договорных отношений между местными властями и транспортными предприятиями. 3. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ 3.1. Регенерация масел Установки для регенерации отработанных масел и схемы технологического процесса Проводимые исследования кафедрой городского электрического транспорта ( ...
... мощность разрабатываемых пластов; угол падения (залегания) угольных пластов; строение пластов; крепость и вязкость угля; обводненность месторождений и т.д. Системой разработки данного выемочного поля является технология отработки пласта по простиранию длинными столбами. Система разработки длинными столбами отличается независимым ведением подготовительных и очистных работ. К началу очистной ...
0 комментариев