Навигация
Хромирование поверхности штока (поз.1)
72244
знака
23
таблицы
1
изображение
2. Хромирование поверхности штока (поз.1).
Технологический процесс хромирования охватывает группу операций подготовки деталей, операцию нанесения покрытия и обработку покрытых деталей.
Подготовка деталей.
А) Предварительное обезжиривание в ванне со щелочным раствором.
Состав раствора: 50 г соды на 1 л воды. То = 2 мин, Тв = 0,5 мин.
Б) Заделка отверстий и изоляция участков, не подлежащих хромированию.
Установить текстолитовую заглушку в резьбовое отверстие под проушину. Изолировать хвостовик и торцы штока при помощи липкой полиэтиленовой ленты совместно с лаком ХВЛ-21. То = 5 мин, Тв = 2 мин.
В) Монтаж детали на подвеску и изоляция поверхностей подвески, кроме контактных и защитных катодов, при помощи полиэтиленовой ленты совместно с лаком ХВЛ-21.
То = 4 мин, Тв = 1 мин.
Г) Обезжиривание и промывка в воде.
Обезжиривание произвести путем протирки хромируемой поверхности кашицей из венской извести. То = 3 мин, Тв = 2 мин.
Д) Активирование.
Произвести анодное активирование в хромировочном электролите. Плотность тока D=30 А/дм2, t=60оС, То=1мин., Тв=0,5 мин.
Хромирование.
Выбираем блестящее хромовое покрытие.
Прогреть деталь до температуры электролита в хромировочной ванне, t=60оС.
Состав электролита:
Хромовый ангидрид - 190 г/л
Серная кислота - 1 г/л
Кремнефторид натрия - 5 г/л
Бихромат натрия - 30 г/л
Кадмий металлический - 15 г/л
Для выбранного электролита для получения блестящего хромового покрытия режим работы следующий:
Катодная плотность тока Dк=55 А/дм2
Температура электролита t=60оС
Катодный выход по току
Скорость осаждения хрома составит:
P=0,047 Dкx55x22=56,9 мкм/час
Рассчитываем необходимую силу тока:
I = DкF (2.6.)
где: F - площадь хромируемой поверхности, дм2
F = 2R L = 2 3,14 40 1140= 286368 мм2 = 28,6 дм2
тогда:
I = 55 28,6 = 1573 A
Для восстановления детали необходимо наращивание слоя хрома толщиной 0,19 мм., кроме того необходим припуск на последующую механическую обработку, принимаем 0,08 мм.,
тогда 0,27 мм = 270 мкм
Продолжительность хромирования составит:
 (2.7.)
(2.7.)
Проводим проверочный расчет:
 (2.8.)
(2.8.)
где: С - электрохимический эквивалент
- плотность хрома
тогда:
 часа = 290 мин.
часа = 290 мин.
То=290мин., Тв=5 мин.
Заключительные операции.
Промыть деталь в горячей воде t=65оС, демонтировать с подвески и снять изоляцию.
То=10мин., Тв=3 мин
3. Шлифование штока после хромирования поз. 1.
Требуемый размер мм. Диаметр шлифуемой детали составляет d = 80,08 мм.
Выбираем шлифовальный круг ПП 600х100х30524А,
Dк = 600 мм.
Используется кругло-шлифовальный станок 3А164. Длина обрабатываемой детали l = 1140 мм. Частота вращения шлифовального круга nк = 400 об/мин. Частота вращения детали nд = 20 об/мин.
Тогда:  м/с.
м/с.
Глубина резания за рабочий ход t = 0,04 мм. Вертикальная подача Sв = t = 0,04 мм/дв.ход. Продольная подача определяется в долях ширины шлифовального круга: S = 0,3 . Вк = 0,3 . 100 = 30 мм/об.заг., припуск Z = t = 0,04 мм.
При круглом шлифовании на проход учитывается величина врезания и пробега инструмента. Она составляет l1 = 0,2 . Вк = 0,2 . 100 = 20 мм.
Таким образом величина рабочего хода L = l + l1 = 1140 + 20 = 1160 мм.
Тогда основное время:
 ,
,
где: k - поправочный коэффициент на “выхаживание”, при чистовом шлифовании составляет 1,3.
 мин.
мин.
Тв = 3 мин.
| ЛТА ТЛМиР | Операционная карта ремонта КАРТА ЭСКИЗОВ | Цилиндр У 4560.092.120 |
Операционная карта ремонта
Деталь: Цилиндр У 4560.092.120
Материал: Сталь 45 ГОСТ 1050-74
Твердость: HB 207
| № по-зи-ции | № опе- ра- ции | Наименование дефектов и технологи- ческих операций по их устранению | Оборудование и приспособления | Инструмент рабочий и измерительный |
Режимы |
| 1,2 | 005 | Операционная карта восстановления изношенной и подготовленной внутренней поверхности цилиндра Износ поверхности цилиндра под поршень Нанести разделительный слой на формующий стержень | Ветошь, пропитанная пастой КПД ТУ 6-02-833-74 | Состав слоя: Дисульфид молибде- на (МоS2) в порошке То=1мин., Тв=1мин. | |
| 010 | Установить цилиндр на основание приспособления и собрать оснастку | Приспособление для заливки полимерного материала | То=4мин., Тв=1мин. | ||
| 015 | Нагреть цилиндр в сборе с оснасткой | Термошкаф | То=18мин., Тв=2мин. t = 50oC | ||
| 020 | Приготовить полимерную композицию | Стеклянная тара | Деревянная палочка | Тщательно перемешать Состав композиции: | |
| № по-зи-ции | № опе- ра- ции | Наименование дефектов и технологи- ческих операций по их устранению | Оборудование и приспособления | Инструмент рабочий и измерительный |
Режимы |
| ЭД2 - 0,915 кг пластификатор МГФ-9 - 0,138 кг графит - 0,138 кг отвердитель ПЭПА - 0,109 кг То=18мин., Тв=2мин. | |||||
| 025 | Залить полимерную композицию в щелевой зазор | Стеклянная тара | То=9мин., Тв=1мин. | ||
| 030 | Нагреть цилиндр в сборе с оснасткой | Термошкаф | То=18мин., Тв=2мин. t = 80oC | ||
| 035 | Произвести подпрессовку | Приспособление для заливки полимерного материала | подпрессовку производить до соприкосновения подпрессовочной шайбы с гильзой цилиндра То=5мин., Тв=0,5мин. | ||
| 040 | Охладить цилиндр в сборе с оснасткой | То=18мин., Тв=2мин. t = 10-20oC | |||
| 045 | Разобрать оснастку | То=4мин., Тв=0,5мин. |
| ЛТА ТЛМиР | Операционная карта ремонта КАРТА ЭСКИЗОВ | Шток У 4560.096.230 |
Операционная карта ремонта
Деталь: Шток У 4560.096.230
Материал: Сталь 45 ГОСТ 1050-74
Твердость: HB 240
| № по-зи-ции | № опе- ра- ции | Наименование дефектов и технологи- ческих операций по их устранению | Оборудование и приспособления | Инструмент рабочий и измерительный |
Режимы |
| 1,2 | Операционная карта восстановления изношенной и подготовленной поверхности штока хромированием | ||||
| 005 | Хромировать шток | Ванна хромирования | Состав электролита: Хромовый ангидрид - 190 г/л Серная кислота - 1 г/л Кремнефторид натрия - 5 г/л Бихромат натрия - 30 г/л Кадмий металлический - 15 г/л I=1573A, Dк=55A/дм2, U=8В, То=290мин., Тв=5мин. t = 60oC
|
3. Стенд для разборки и сборки гидроцилиндров. 3.1. Назначение и область применения стенда. 3.3. Устройство и работа стенда. 3.4. Расчет гидропривода механизма вытягивания-установки штока. 3.5. Электрическая схема стенда. 3.6. Расчеты на прочность и работоспособность
Определение диаметра гидравлических трубопроводов.
Расчет диаметра пальца
Расчет проушины на прочность
Расчет диаметра формующего стержня
Определение диаметра формующего стержня при помощи ЭВМ
Расчет толщины стенок формующего стержня
В настоящее время известно несколько способов нанесения полимерных покрытий на внутренние цилиндрические поверхности, в частности:
1. Центробежный.
2. Нанесение покрытий в “кипящем слое”.
3. Электростатический метод напыления полимеров.
4. Футеровка цилиндров путем запрессовки тонкостенных полимерных втулок с последующей механической обработкой.
5. Газопламенное напыление.
Для изготовления металлопластмассовых цилиндров наиболее пригодны центробежный способ и способ запрессовки полимерных втулок в металлические корпуса с последующей механической обработкой. Однако оба способа имеют существенные недостатки. Так, например, при центробежном способе трудно обеспечить высокую точность внутреннего диаметра цилиндра, низка производительность, высока энергоемкость процесса и др. Запрессовка тонкостенных втулок с последующим растачиванием нерациональна вследствие большой трудоемкости.
В настоящее время наиболее приемлемым способом нанесения полимерного покрытия является способ получения полимерных покрытий путем отверждения полимерных композиций в щелевом зазоре.
Способ нанесения полимерного покрытия на внутренние поверхности цилиндра состоит в заполнении жидкой полимерной композицией (с последующим ее отверждением) щелевого зазора между покрываемой поверхностью, соответственно подготовленной для обеспечения хорошей адгезии покрытия, и поверхностью формующего элемента, имеющей высокую чистоту и обработанной с целью исключения к ней адгезии полимера.
Сущность рассматриваемого способа заключается в следующем (рис.4.1.). Металлический цилиндр 3, подлежащий облицовке пластмассой, устанавливается на основании 4. Концентрично цилиндру здесь же укрепляется центральный формующий стержень 2, имеющий диаметр несколько меньший, чем размер внутреннего диаметра цилиндра. Для создания дополнительного объема пластмассы с целью компенсации усадки на цилиндре имеется накладное кольцо 1. Кольцевой зазор 5 между внутренней поверхностью цилиндра и наружной поверхностью стержня, определяющий толщину слоя покрытия 1-5 мм, заполняется пластмассой. Для ограничений наносимого покрытия по высоте и уплотнения его используется подпрессовочное кольцо 6, которое на некоторой стадии полимеризации пластмассы устанавливается между стержнем и накладным кольцом. Под действием необходимого усилия подпрессовочное кольцо, скользя по стержню, осаживается до уровня цилиндра. При этом избыток массы выдавливается в зазор между наружной поверхностью подпрессовочного кольца и внутренней поверхностью накладного кольца.
После отверждения пластмассы приспособление разбирают. Механическая обработка цилиндра с нанесенным слоем покрытия сводится к снятию фасок.
Применение способа обеспечивает высокую чистоту внутренних поверхностей металлопластмассовых цилиндров, точность размеров внутренних диаметров цилиндров, более высокую производительность и экономичность изготовления металлопластмассовых цилиндров по сравнению с центробежным способом нанесения полимерного покрытия.
4.2. Выбор полимерной композиции.Для нанесения полимерного покрытия на внутренние поверхности цилиндров способом свободной заливки полимерной композиции в щелевой зазор с последующим отверждением удобны холоднотвердеющие пластмассы.
Исследовались композиции на основе акриловых и эпоксидных смол. К акриловым пластмассам относятся бутакрил и
АСТ-Т. Акриловые пластмассы и пластмассы на основе эпоксидных смол коррозионностойки, имеют удовлетворительные механические характеристики, дают малую усадку, обладают малым влагопоглощением и хорошей адгезией (прилипанием) к металлам.
Для улучшения антифрикционных свойств исследуемых пластмасс использован серебристый графит ГОСТ 5279-61. Применение в качестве наполнителя порошкообразного графита снижает усадку пластмассы, что способствует повышению точности формования. Химическая стойкость покрытия при таком наполнителе также возрастает.
Испытания показали, что для составления графитовых композиций на основе акриловых смол оптимальным количеством графита следует считать 10 мас.ч., а для композиций на основе эпоксидных смол - 15 мас.ч. Такие композиции обладают достаточно высокой адгезией (прилипанием) к поверхности металлов, малой усадкой, высокими прочностными характеристиками, хорошими антифрикционными свойствами.
Экспериментально установлено, что для получения полимерных покрытий наилучшими являются композиции состава (мас.ч.):
а) бутакрил (порошок) - 100, бутакрил (жидкость) - 100, графит ГОСТ 5279-61-10;
б) АСТ-Т (порошок) -85, АСТ-Т (жидкость) - 85, графит ГОСТ 5279-61-10;
в) ЭД-20 - 100, пластификатор МГФ-9 - 15, графит (ГОСТ 5279-61) - 15, отвердитель - полиэтиленполиамин (ПЭПА) - 12 -15.
4.3. Точность цилиндров.Внутренняя поверхность цилиндра, облицованного полимерной композицией, не подвергается механической обработке. Для получения требуемой точности цилиндров необходимо было установить факторы, влияющие на точность формования покрытия.
При нанесении полимерного покрытия на внутреннюю цилиндрическую поверхность формующим элементом служит стержень, устанавливаемый концентрично относительно поверхности. При отвердении полимерной композиции в щелевом зазоре ее усадка направлена по нормали к поверхности цилиндра. После отверждения полимерной композиции внутренний диаметр футерованного цилиндра будет больше диаметра формующего стержня на величину
![]() ,
(4.1.)
,
(4.1.)
где ![]() - усадка полимера в первые сутки после нанесения покрытия;
- усадка полимера в первые сутки после нанесения покрытия;
![]() - усадка за время
- усадка за время ![]() .
.
Величина ![]() не зависит от диаметра цилиндра, но прямо пропорциональна толщине слоя полимерного покрытия:
не зависит от диаметра цилиндра, но прямо пропорциональна толщине слоя полимерного покрытия:
![]() , (4.2.)
, (4.2.)
где ky - коэффициент пропорциональности, выражающий несвободную усадку полимера;
t - толщина слоя полимерного покрытия.
Величина ky равна сумме величин ky24 и ky![]() , выражающих усадку через сутки после нанесения полимерного покрытия и усадку за время
, выражающих усадку через сутки после нанесения полимерного покрытия и усадку за время ![]() , т.е.
, т.е.
ky=ky24+ky![]() .
(4.3.)
.
(4.3.)
Значения k для ряда полимерных композиций, применяемых с целью нанесения покрытия, приведены в табл. 4.1.
Таблица 4.1.
Определение коэффициентов усадки.
| Примерная композиция | ky24 | ky | ky=ky24+ky |
| АСТ-Т + 10% графита | 0,017 | 0,005 | 0,022 |
| Бутакрил + 10% графита | 0,017 | 0,005 | 0,022 |
| ЭД-20 + 15% графита, отвердитель ПЭПА | 0,015 | 0,005 | 0,020 |
Анализ данных измерений внутренних диаметров цилиндров с полимерными покрытиями показал, что рассеивание величины усадки подчиняется закону нормального распределения. Основные статистические характеристики, определяющие распределение исследуемых размеров - центр группирования ![]() и среднее квадратическое отклонение
и среднее квадратическое отклонение ![]() , выражены следующими соотношениями:
, выражены следующими соотношениями:
![]() , (4.4.)
, (4.4.)
где ky - коэффициент пропорциональности, значения которого для ряда полимерных композиций приведены в табл. 4.1;
t - толщина слоя полимерного покрытия;
 , (4.5.)
, (4.5.)
где ![]() ,
, ![]() - верхняя и нижняя границы рассеивания величины усадки.
- верхняя и нижняя границы рассеивания величины усадки.
Границы рассеивания ![]() также пропорциональны толщине полимерного покрытия, т.е.
также пропорциональны толщине полимерного покрытия, т.е.
![]() , (4.6.)
, (4.6.)
где ky2 - коэффициент пропорциональности;
t - толщина слоя покрытия;
![]() , (4.7.)
, (4.7.)
где ky1 - коэффициент пропорциональности;
t - толщина слоя покрытия.
Среднее квадратическое отклонение ![]() выражается зависимостью
выражается зависимостью
![]()
 .
(4.8.)
.
(4.8.)
Значения коэффициентов ky, ky1и ky2 для ряда композиций приведены в табл. 4.2.
Таблица 4.2.
| Полимерная композиция | ky | ky1 | ky2 |
| АСТ-Т + 10% графита, жидкость - порошок 1:1 | 0,022 | 0,008 | 0,036 |
| Бутакрил + 10% графита, жидкость - порошок 1:1 | 0,022 | 0,008 | 0,036 |
| ЭД-20 + 15% графита, отвердитель ПЭПА | 0,20 | 0,01 | 0,030 |
![]()
Надежность работы гидроцилиндров с полимерными покрытиями определяется главным образом прочностью адгезии пластмассы к поверхности металла, т.е. прочность адгезии должна быть значительно выше всех возможных внутренних напряжений, возникающих в полимерном покрытии. Это условие может быть представлено выражением
![]()
![]() ,
(4.9.)
,
(4.9.)
где ![]() - величина прочности адгезии к поверхности металла;
- величина прочности адгезии к поверхности металла;
![]() - суммарные напряжения в слое полимерного покрытия.
- суммарные напряжения в слое полимерного покрытия.
Напряжения, возникающие в слое полимерного покрытия, могут быть представлены выражением
![]()
![]() , (4.10.)
, (4.10.)
где ![]() - усадочные напряжения, возникающие вследствие химической усадки полимера;
- усадочные напряжения, возникающие вследствие химической усадки полимера;
![]() - термические напряжения, возникающие вследствие разности коэффициентов линейного расширения металла и пластмассы при температурных перепадах;
- термические напряжения, возникающие вследствие разности коэффициентов линейного расширения металла и пластмассы при температурных перепадах;
![]() - рабочие напряжения, возникающие от давления рабочей среды.
- рабочие напряжения, возникающие от давления рабочей среды.
Таким образом, при нанесении полимерного покрытия на поверхности цилиндров необходима количественная оценка прочности адгезии данного полимера к поверхности металла и всех возможных внутренних напряжений, возникающих в полимерном покрытии, действующих против сил адгезии. Это позволяет определить надежность соединения полимера с металлом и работоспособность металлопластмассового изделия в целом.
Прочность адгезии полимерных композиций на основе акриловых и эпоксидных смол к поверхности металлов определяли следующим образом.
Цилиндрические образцы, состоящие из двух половин, были склеены исследуемой полимерной композицией в специальной обойме, обеспечивающей их соосность. Склеенные образцы закрепляли в зажимах разрывной машины и разрушали клеевое соединение с фиксированием максимальной нагрузки. Для каждого варианта испытывали 50 склеенных образцов. Прочность адгезионного соединения определяли по формуле
![]() , (4.11.)
, (4.11.)
где P - разрушающая нагрузка, Н;
F - площадь образца, м2 .
Прочность адгезии композиций на основе пластмассы бутакрил к поверхности стали составляет 20 МПа, прочность адгезии композиции на основе пластмассы АСТ-Т - 19,3 МПа, прочность адгезии композиции на основе эпоксидной смолы ЭД-20 - 18,6-23,0 МПа.
Как показали исследования, наибольшими по величине и соответственно наиболее опасными являются термические напряжения, возникающие вследствие разности коэффициентов линейного расширения полимера и металла. Такие напряжения могут быть определены расчетным путем по формуле
 , МПа. (4.12.)
, МПа. (4.12.)
Здесь ![]() - коэффициент линейного расширения полимера, 1/град;
- коэффициент линейного расширения полимера, 1/град;
![]() - то же металла, 1/град;
- то же металла, 1/град;
![]() Т - перепад температуры, К
Т - перепад температуры, К
![]() - модуль упругости полимера, Н/м2;
- модуль упругости полимера, Н/м2;
![]() - коэффициент Пуассона полимера;
- коэффициент Пуассона полимера;
![]() ,
(4.13.)
,
(4.13.)
где Тс - температура склеивания полимера;
Тр - рабочая температура.
Для композиций на основе акриловых пластмасс (бутакрила и АСТ-Т) были определены следующие необходимые физические характеристики: ![]() 1/град, Тс=70о С, ЕП = 1,4*109 Н/м2,
1/град, Тс=70о С, ЕП = 1,4*109 Н/м2, ![]()
![]()
Для композиции на основе эпоксидной смолы ЭД-20 физические характеристики следующие: ![]() 1/град, Тс = 70о С, ЕП = 1,4*109 Н/м2,
1/град, Тс = 70о С, ЕП = 1,4*109 Н/м2, ![]()
Внутренние “замороженные” напряжения в полимерном покрытии при температуре 20о С составляют:

Гидроцилиндры с полимерными покрытиями по условиям работы могут находиться при температуре -60о С. Внутренние напряжения в полимерных покрытиях при этом будут составлять:

Надежность адгезионного соединения полимерного покрытия с металлом будет обеспечена при выполнении соотношения
![]() (4.14.)
(4.14.)
В случае применения композиций на основе акриловых и эпоксидных смол имеем следующие данные:
19,3 МПа + 7 МПа > 18,0 МПа;
18,6 МПа + 7 МПа > 18,0 МПа,
т.е. при температуре -60о С отслоения полимерного покрытия на основе акриловых или эпоксидных смол от поверхности металла не произойдет.
4.5. Промышленные испытания износостойкости гидроцилиндров с полимерными покрытиями. Испытания были проведены на ряде предприятий. Установлено, что допустимая величина износа покрытия без потери герметичности поршня составляет 0,2 мм.Зависимость износа покрытия от времени наработки изделия (пути трения), представленная на рис.4.2., аппроксимируется уравнением
![]() (4.15.)
(4.15.)
где ![]() - величина износа покрытия в исследуемый момент времени;
- величина износа покрытия в исследуемый момент времени;
![]() - величина изменения диаметра цилиндра в режиме установившегося износа;
- величина изменения диаметра цилиндра в режиме установившегося износа;
![]() - безразмерный коэффициент, выражающий интенсивность износа;
- безразмерный коэффициент, выражающий интенсивность износа;
L - путь трения, м.
Значения исследуемых параметров следующие: при скорости 0,5 м/с ![]() мм, -
мм, -![]() L*105 = 8-10 м.
L*105 = 8-10 м.
Уравнение зависимости износа от времени наработки можно решить относительно пути трения и по допустимой величине износа цилиндра определить возможное время наработки.
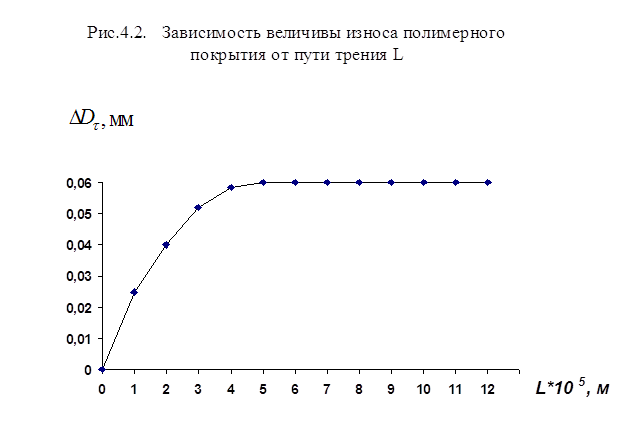
Опыт эксплуатации гидроцилиндров с полимерными покрытиями показывает, что износостойкость покрытия не уступает износостойкости металлических поверхностей, а износостойкость резиновых уплотнителей увеличивается в 7-10 раз.
5. Проектирование участка восстановления гидроцилиндров. 5.1. Организация работ на участке.Работа на участке может быть организована следующим образом. После мойки гидроцилиндры поступают на участок ремонта и испытания гидроцилиндров, где складываются в специальный контейнер для ожидания ремонта. Затем на стенде разборки, ремонта, сборки гидроцилиндры разбираются, проводится их дефектовка. В случае необходимости гидроцилиндры подвергают мелкому ремонту (замена уплотнительных колец и т.д.). При износе более допустимого штоки направляются на восстановление на соответствующие участки. Отремонтированные гидроцилиндры направляются на испытания, где они проходят проверку при работе под нагрузкой. В случае, если параметры не удовлетворяют техническим требованиям, цилиндры возвращаются для повторного ремонта. Если же параметры полностью удовлетворяют требованиям, гидроцилиндры направляются на склад отремонтированной продукции.
5.2. Расчет производственной площади участка ремонта гидроцилиндров.Подбор оборудования и инвентаря.
Таблица 5.1.
| N п/п | Оборудование и инвентарь | Марка или модель | Кол-во | Требуемые размеры, мм | Площадь м2 |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Стенд для разборки и сборки гидроцилинд-ров | собс.изгот. |
1 | 300 х 920 | 2,76 |
| 2 | Моечная ванна | собс.изгот. | 1 | 2500 х 1000 | 2,5 |
| 3 | Дефектовоч-ный стол | собс.изгот. | 1 | 2500 х 1000 | 2,5 |
| 4 | Стенд для испытаний гидроцилиндров | КИ-4815М | 1 | 1640 х 875 | 1,44 |
| 5 | Контейнер для гидроцилинд-ров, ожидающих ремонта | собс.изгот. | 1 | 2000 х 1000 | 2 |
| 6 | Бункер для утильных деталей | Р-938 | 1 | 1500 х 1000 | 1,5 |
| 7 | Верстак слесарный | ОРГ-1468-01-060А | 2 | 1500 х 800 | 1,2 |
| 8 | Приспособле-ние для заливки полимерного материала | собс.изгот. | 1 | 1000 х 1000 | 1 |
| 9 | Термошкаф | 1 | 1000 х 1000 | 1 | |
| 10 | Шкаф для хранения материа- | ОРГ-1468-07-040 | 1 | 1000 х 500 | 0,5 |
| лов и измерительного инструмента | |||||
| 11 | Стеллаж для хранения деталей и зап. частей | ОРГ-1468-05-230А | 1 | 1500 х 500 | 0,75 |
| 12 | Ларь для песка | ОРГ-1468-03-320 | 1 | 500 х 500 | 0,25 |
| 13 | Бункер для мусора | собс.изгот. | 1 | 500 х 500 | 0,25 |
| 14 | Ларь для обтирочного материала | ОРГ-1468-07-090А | 1 | 1000 х 500 | 0,5 |
| Итого: | 20,65 |
Принимаем площадь, занятую оборудованием участка, 20 кв.м.
Площадь участка определяем по формуле:
F = C . Fo, (5.1.)
где С - коэффициент плотности оборудования, равен 5;
Fo - площадь, занимаемая оборудованием участка.
F = 20 . 5 = 100 м2.
Принимаем размеры участка 12,5 x 8 метров.
6. Энергетические затраты при осуществлении проекта.
Для того, чтобы определить количество потребляемой электроэнергии, необходимо сначала определить активную мощность токопотребителей по формуле:
Na = Kc . уст, (6.1)
где: Kc- коэффициент спроса, учитывающий время работы токоприемников и их загрузку;
Nуст - суммарная установленная мощность токопотребителей, кВт.
Na= 0,55 . 30 = 16,5 кВт.
Годовой расход электроэнергии для силового потребления определяют с учетом действительного годового фонда времени и коэффициента загрузки (по времени):
Nг1 = Nа. Фд . n .Кз, (6.2)
где: Фд - годовой действительный фонд времени работы токопотребителей для одной смены (равен 1802,69 часа);
n - число смен;
Кз - коэффициент загрузки токопотребителей по времени (принимаем 0,8).
Nг1 = 16,5 . 1802,69 . 1 . 0,8 = 23795,5 кВт.ч
По этой же формуле рассчитывают годовой расход электроэнергии на освещение участка. Освещается участок лампами типа ЛДЦ по 80 Вт каждая, мощность всех ламп составит:
39 . 80 = 3120 Вт.
Тогда годовой расход электроэнергии на освещение:
Nг2 = 3120 . 1802,69 . 1 = 5624,9 кВт.ч
Полный годовой расход электроэнергии по участку составит:
Nг = Nг1 + Nг2, (6.3)
Nг = 23795,5 + 5624,4 = 29419,9 кВт.ч
Охрана труда. 7.1. Состояние условий труда при стендовых испытаниях и ремонте гидроаппаратуры.При исследовании гидроаппаратуры на специализированных стендах в ряде случаев возникают условия, неблагоприятные для исполнителей работ. Такие ситуации создаются из-за того, что при трансформации энергии в стендах имеют место шумы, а большая кинетическая энергия вращающихся и поступательно движущихся масс является первопричиной и источником создания неблагоприятных условий для обслуживающего персонала.
Опасности, имеющие место на рабочих местах, при исследовании и ремонте гидроаппаратуры, подразделяются на импульсные и аккумулятивные.
Источниками импульсных опасностей являются подвижные массы, потоки воздуха, газов и жидкостей, незаземленные источники электрической энергии, неправильное размещение оборудования на рабочем месте. Импульсная опасность, приводящая к травме, мгновенно реализуется в случайные моменты времени и может быть представлена дискретной случайной функцией производственного процесса.
Источниками аккумулятивных опасностей являются: повышенный шум, вибрация, загрязненность воздушной среды газами и парами. В результате действия этих факторов организм человека переутомляется, нарушается координация движений, притупляется реакция организма на внешние раздражители. Аккумулятивная опасность реализуется на протяжении всего производственного процесса, представляя его неприрывную функцию и приводит к повышенному утомлению и заболеваниям.
7.2. Анализ вредных и опасных факторов.
Таблица 7.1.
Анализ вредных и опасных факторов.
| N п/п | Рабочее место | Опасные и вредные факторы | Характеристика опасных и вредных факторов |
| 1 | 2 | 3 | 4 |
| 1 | Стенд разборки и сборки г/цилиндров | Шум | Шум как физиологическое явление представляет собой неблагоприятный фактор внешней среды и определяется как звуковой процесс, неблагоприятный для восприятия и мешающий работе и отдыху. По физической природе шум, создаваемый стендом, обусловлен процессами механического воздействия деталей. |
| 2 | Освещен-ность | Свет является естественным условием жизнедеятельности человека и играет большую роль в сохранении здоровья и высокой работоспособности. Недостаточная освещенность требует не только постоянного напряжения глаз, что приводит к переутомлению и снижению работоспособности, но также может привести к тому, что будут незамечены некоторые изменения в работе стенда. | |
| 3 | Опасность травмирова-ния вращающимися частями привода стенда | При работе стенда вращающейся его частью является ремонтирующийся гидроцилиндр, поэтому существует опасность травмирования вращающимися частями стенда при его работе. | |
| 4 | Опасность травмирова-ния при работе с подъемными механизмами | При работе гидроцилиндры подаются к рабочему месту краном-балкой и краном-укосиной, поэтому может возникнуть аварийная ситуация вследствие обрыва троса, неправильного крепления груза и другими факторами, связанными | |
| с эксплуатацией подъемно-транспортного оборудования. | |||
| 5 | Пожароопас-ность | В ходе разборки, ремонта, сборки и испытания гидроцилиндров используется горюче-смазочные материалы. При разборке гидроцилиндров оставшееся в гильзах масло может быть разлито, и при небрежном отношении к мерам пожарной безопасности могут привести к возникновению пожара. | |
| 6 | Опасность поражения электричес-ким током | В своем устройстве стенд имеет электрооборудование, необходимое для его функционирования, поэтому наличие электрооборудования и токоведущих частей при неправильной эксплуатации и несоблюдении правил техники безопасности электроустановок может привести к поражению обслуживающего персонала электрическим током. |
Таблица 7.2.
Требования нормативно-технической документации по охране труда.
| N п/п | Требования | Нормативный документ |
| 1 | 2 | 3 |
| 1 | Рабочее место, его оборудование и оснащение, применяемые в соответствии с характером работы, должны обеспечивать безопасность, охрану здоровья и работоспособность работающих | ГОСТ 12.2.061-81. Оборудование |
| 2 | Шум на рабочем месте не должен превышать 80 дБА. | ГОСТ 12.1.003-83. Шум. Общие требования безопасности. |
| 3 | Производственное оборудование должно иметь встроенное устройство для удаления выделяющихся в процессе работы вредных веществ непосредственно от места их образования и скопления. | ГОСТ 12.2.003-74. |
| 4 | Искусственное освещение в производственных помещениях должно устаиваться с лампами накаливания или люминисцентными лампами в виде общего освещения с равномерным или локализованным размещением светильников и комбинированного (общего и местного). Применение одного местного освещения не допускается. Норма освещенности рабочего места должна составлять при общем освещении 300 лк. | СНиП II-4-79 |
| 5 | Приводные части стенда, а также передачи, к которым возможен доступ людей, должны быть ограждены. | ГОСТ 12.2.002-80. Ограждения. Общие требования. |
| 6 | Движущиеся и вращающиеся элементы оборудования, к которым возможен доступ обслуживающего персонала, должны быть ограждены со всех сторон и по всей длине, независимо от высоты расположения и скорости движения. | ГОСТ 12.2.027-80. Оборудование гаражное и авторемонтное. |
| 7 | Органы управления, связанные с определенной последовательностью их применения, должны группироваться таким образом, чтобы действия работающего осуществлялись слева направо и сверху вниз. | ГОСТ 12.2.064-81. Органы управления производственным оборудованием. |
| 8 | В конструкциях органов управления, предназначенных для включения оборудования, должны быть предусмотрены средства защиты от случайного включения. | ГОСТ 12.2.027-80. |
| 9 | Электрическая схема стенда должна исключать возможность его самопроизвольное включение/выключение. | ГОСТ 12.2.007-75. Изделия электротехнические. Общие требования. |
| 10 | Каждая электрическая машина должна иметь элемент заземления. | - // - // - // - // - // - // - |
| 11 | Рабочее место около стенда должно быть оснащено стендом со схемой строповки гидроцилиндров. | ГОСТ 12.3.009-76. Погрузочно-разгрузочные работы. Общие требования. |
Для того, чтобы уменьшить или исключить вообще влияние опасных и вредных факторов на человека необходим целый комплекс мер по охране труда.
Методы борьбы с шумом.
Одним из методов борьбы с шумом является применение звукопоглощающих материалов для облицовки стен, потолков и полов производственных помещений.
В качестве оперативного способа профилактики вредного воздействия шума на работающих целесообразно использовать средства индивидуальной защиты, в частности потивошумные наушники, Наушники снижают уровень звукового давления от 3 до 36 дБ.
Устройство освещения.
При проведении стендовых испытаний и работ важную роль играет рациональное освещение, позволяющее следить за объектом, за работой приборов. Это может обеспечить применение совмещенного освещения: естественного (бокового) и искусственного (комбинированного). Для общего освещения используют газоразрядные лампы низкого давления, а именно, люминисцентные типа ЛДЦ. Для местного освещения пульта управления стенда применяются лампы накаливания. При пользовании источниками искусственного освещения, чтобы исключить слепящее действие света, которое способствует быстрому утомлению глаз, необходимо применять светильники. Избегая контрастных и резких раздражительных тонов, необходимо правильно подобрать окраску стен помещения.
Для того, чтобы рассчитать общее искусственное освещение участка, сначала необходимо выбрать тип ламп.
Выбираю лампы типа ЛДЦ со светильником ОД. Количество ламп, необходимых для освещения, рассчитывается по формуле:
 ,
(7.1.)
,
(7.1.)![]()
![]()
где ЕН - нормируемое (требуемое) освещение, лк;
S - площадь помещения, м2;
К - коэффициент запаса (для ламп ЛДЦ К=1,5);
Z - коэффициент неравномерности освещения (для ламп
типа ЛДЦ Z=1,1);
Фл - световой поток ламп равен 3200 лм;
![]() - коэффициент использования светового потока.
- коэффициент использования светового потока.
Для отыскания ![]() нужно найти индекс помещения i:
нужно найти индекс помещения i:
 ,
(7.2.)
,
(7.2.)
где Нр - расчетная высота подвески светильника;
L и B - соответственно длина и ширина помещения.
![]()
Находим значение ![]()
![]() шт.
шт.
Предотвращение возникновения пожара.
Необходимо строгое выполнение требований безопасности при хранении и использовании горюче-смазочных материалов.
Необходимо оборудовать противопожарный щит средствами пожаротушения.
На рабочем месте запрещается пользоваться открытым огнем и курить.
Обтирочный материал хранить только в металлических закрытых ящиках.
Мероприятия по защите от поражения электрическим током.
Для предотвращения возможности поражения электрическим током все металлические нетоковедущие части электрооборудования, а также металлические конструкции стенда, которые могут оказаться под напряжением вследствие повреждения изоляции, должны быть надежно заземлены.
Защита электродвигателя и питающего его кабеля от тока короткого замыкания и перегрузок должна осуществляться автоматами, установленными на станции управления.
На полу, у пульта управления стендом, для электробезопасности необходим резиновый коврик.
Тип, кинематическое исполнение и степень защиты электрооборудования должны соответствовать номинальному напряжению, характеру его работы и условиям окружающей среды.
Вся аппаратура открытого исполнения (рубильники, предохранители и т.д.) должна быть установлена в закрывающихся на замок металлических конструкциях или иметь предупреждающие надписи и знаки.
Мероприятия по защите работающих при погрузочно-разгрузочных работах.
Перед пользованием стропами и цепями для транспортировки гидроцилиндров необходимо проверить их состояние и в случае необходимости заменить.
Следить за тем, чтобы под грузом не было людей и груз не перемещался под рабочими местами по пути транспортировки груза.
Строповку груза производить согласно схемы строповки.
7.5. Техника безопасности. 7.5.1. Общие требования.Стенд должен быть заземлен.
Не допускаются к управлению стендом лица, не прошедшие обучение и не аттестованные по профессии стропальщика и станочника, а также лица, моложе 18 лет.
Запрещается разборка и ремонт гидросистемы, находящейся под давлением.
Запрещается работа на неисправном гидроприводе, при неисправном манометре, а также на не рекомендуемой жидкости.
При испытании гидроцилиндров обязательно пользоваться защитным экраном и сигнальной лампой.
7.5.2. Требования перед началом работы.Перед началом работы рабочий обязан осмотреть и проверить техническое состояние узлов и деталей стенда и убедиться в их исправности.
Проверке на исправность и надежность подлежат:
- ограждения и защитные кожухи вращающихся узлов стенда, а также их крепление;
- электрические кабели и провода;
- заземление стенда;
- трубопроводы и соединения гидросистемы;
- освещение рабочего места;
- система управления стендом.
Работать на стенде, имеющем неисправности, запрещается.
Необходимо убедиться в наличии на рабочем месте средств индивидуальной защиты, средств пожаротушения и средств оказания первой медицинской помощи.
7.5.3. Требования во время работы.При появлении во время работы стенда посторонних шумов, стуков и т.д. необходимо отключить стенд и проверить откуда исходят данные признаки неисправности.
Во время работы стенда запрещается:
- отвлекаться от выполнения прямых обязанностей;
- выходить из помещения при работающем стенде;
- передавать управление стендом лицам, не имеющим на это разрешение.
При прекращении подачи электроэнергии рабочий должен отключить стенд от сети.
7.5.4. Требования по окончании работ.По окончании работ рабочий обязан:
- выключить стенд и провести его уборку;
- сделать необходимые записи в журнале приема и сдачи смены.
7.5.5. Требования в аварийной ситуации.При возникновении аварийной ситуации рабочий обязан отключить стенд от сети и сообщить об этом своему непосредственному руководителю.
8. Экономическое обоснование проекта.
В настоящее время для предприятий лесного комплекса воспроизводство в полной мере основных фондов затруднено в связи с повсеместными неплатежами и основным направлением содержания машин в работоспособном состоянии является ремонт.
Развитие системы ремонта, совершенствование методов ремонта, внедрение способов малозатратного ремонта - основное направление поиска в этой ситуации.
Предлагаемый к внедрению способ ремонта гильз гидроцилиндров методом заливки в полость износа полимерных материалов является самым оптимальным для условий центральных ремонтных мастерских лесохозяйственного предприятия.
Опыт эксплуатации гидроцилиндров с полимерным покрытием показывает что износостойкость полимерных покрытий не уступает износостойкости металлических поверхностей, а износостойкость резиновых уплотнений увеличивается в 7-10 раз.
Применение предлагаемого способа позволяет:
исключить потребность в точных станках и рабочих высокой квалификации;
исключить потребность в ремонтных поршнях;
повысить износостойкость резиновых уплотнителей в 7 - 10 раз;
исключить выбраковку гильзы после 1 - 2 ремонтов (практическая выбраковка составляет 15 - 20 % от поступающих в ремонт).
Расчет экономической эффективности применения этого способа ведем, исходя из возможной годовой производительности одного комплекта оснастки, используемой в одну смену.
Таблица 8.1.
Операционное время ремонта гидроцилиндров на участке
с применением внедряемой технологии
| N п/п | Операция | Вре-мя на опера-цию, мин. | Шту-чно-каль-куля-ционное вре-мя зат-рат тру-да, мин. | Оборудо-вание | Состав бригады | Приме-чание |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Разборка гидроцилиндра | 20 | 20 | стенд | 2слесаря 4 р | |
| 2 | Мойка деталей | 15 | 5 | моечная машина | слесарь 4 р | |
| 3 | Дефектовка деталей | 22 | 22 | стол дефектов-щика | слесарь 4 р | |
| 4 | Ремонт деталей гидроцилиндра (кроме гильзы) | -- | -- | -- | -- | Выпол-няется вне участка (механ., свароч-ный) |
| 5 | Сборка приспособления с гильзой | 8 | 8 | верстак | 2слесаря 4 р |
Продолжение табл.8.1.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 6 | Подготовка полимерной композиции | 10 | 10 | - // - | слесарь 4 р | |
| 7 | Нагрев гильзы с приспособлением до 50о С | 20 | 5 | термо- шкаф | слесарь 4 р | |
| 8 | Заливка композиции | 10 | 10 | стол для заливки | 2слесаря 4 р | |
| 9 | Нагрев гильзы с приспособлением до 80о С | 25 | 4 | термо- шкаф | слесарь 4 р | |
| 10 | Охлаждение | 45 | 4 | на воздухе | слесарь 4 р | |
| 11 | Распрессовка гильзы | 7 | 7 | ручной пресс | 2слесаря 4 р | |
| 12 | Сборка гидроцилиндра | 24 | 24 | стенд | 2слесаря 4 р | |
| 13 | Испытание гидроцилиндра | 20 | 20 | стенд | 2слесаря 4 р | |
| Итого время на ремонт одного гидроцилиндра на участке | 138 | |||||
Таким образом трудозатраты на участке для выполнения всего объема работ по ремонту одного гидроцилиндра, составляют 138 мин, что равно 2,3 часа (t) с составом звена в количестве 2х человек, оба слесаря 4 разряда, с режимом работы в одну смену в течении года.
Годовой фонд времени работы участка (оборудования):
![]()
![]() ,
(8.1.)
,
(8.1.)
где: Дв - выходные дни в году, равно 104;
Дп - праздничные дни в году, равно 8.
![]() -коэффициент использования оборудования, учитывающий простои в ремонтах и пр.
-коэффициент использования оборудования, учитывающий простои в ремонтах и пр.
![]() часов
часов
Количество цилиндров, которое можно отремонтировать на участке в год:
 штук
(8.2.)
штук
(8.2.)
Расчет экономической эффективности ведем из соотношения затрат на ремонт гильз цилиндров базовым способом (расточка, шлифовка) и способом, с применением полимерных композиций (расточка по необходимости, заливка полимером).
Таким образом для расчета экономической эффективности принимаем:
Количество гильз, восстанавливаемых при базовом методе:
n=856 штук
Количество гильз, восстанавливаемых методом заливки композиции (внедряемый метод):
n=856 штук
В дипломном проекте для расчета экономической эффективности принимаем гидроцилиндр подъема стрелы экскаватора ЭО-3322Б, который имеет гильзу с внутренним диаметром d = 140 мм, длиной L = 1105 мм.
Для расчета эффективности рассматриваем и оцениваем только те технологические операции, которые не являются общими для сравниваемых вариантов.
Таблица 8.2.
| Операции | Оборудование | Кол-во | Цена обору-дова-ния на 1.01.98 с учетом транс-портно-склад-ских расходов (10%) по данным ЛОМЗ, руб. | Норма амортизации (годо-вая), % | Штуч-но-кальку-ляци-онное время опера-ции, час |
| 1 | 2 | 3 | 4 | 5 | 6 |
| А. Базовый вариант 1) чистовая расточка гильзы 2) шлифование гильзы | токарный станок 1М63Г, внутришлифовальный станок 3М227ГВФ2Н,
| 1 1 | 39.600 56.800 | 6 6 | 0,41 (tшк1) 0,53 (tшк2) |
Продолжение табл.8.2.
| 1 | 2 | 3 | 4 | 5 | 6 |
| Б. Внедряемый вариант 1) заливка композиции а) сборка приспособления б)приготовление композиции в) нагрев до 50о С г) заливка д) нагрев до 80о С е) разборка приспособления с гильзой | внедряемое приспособле-ние тара термошкаф ручной инструмент индивид.изготовл. термошкаф верстак | 1 1 1 1 1 1 | 1210 3312 130 3312 580 | 50 12 50 12 7 | 0,87 (tшк3) |
Расчет затрат на ремонт гильз.
I. Капитальные вложения.
А. По базовому варианту.
С учетом загрузки станочного оборудования другими работами при годовом фонде времени станков Фг = 1968 час и штучно-калькуляционном времени работы на токарном станке tш.к.1 = 0,41 час, на шлифовальном станке tш.к.2 = 0,53 час (таб.8.2.) доля капитальных вложений составит:
 , (8.3.)
, (8.3.)
где: Цт, ш - балансовая стоимость токарного, шлифовального станков.
 руб.;
руб.;
Б. По внедряемому варианту.
Капитальные вложения по оборудованию для заливки полимерного материала:
![]()
![]() = 1210 + 3312 +130 + 580 = 5232 руб. (таб.8.2.поз.Б 1 а,в,г,е)
= 1210 + 3312 +130 + 580 = 5232 руб. (таб.8.2.поз.Б 1 а,в,г,е)
II. Себестоимость работ.
Похожие работы

... . кафедрой г. Тюмень, 1997 г. Содержание. Введение. Конструкторская часть. Технология строительства магистральных трубопроводов. Общая технология. Способы закрепления трубопроводов. Особенности предлагаемого анкерного закрепления трубопровода. Примерная технология производства работ при использовании анкерных стержней. ...
... устраивается из пластмассовых труб. Каждая воронка присоединяется к стояку диаметром 100 мм. 1.5.6 Полы В производственном здании приняты бетонные, полы, из мозаичных плит. Состоят из плиток размерами 2482486 мм. Укладываются на прослойку из песка или мелкозернистого бетона При проектировании административно – бытового корпуса использованы 3 типа полов: керамические, линолеумные, мозаичного ...



... состава, введенным согласно закону «О городском пассажирском транспорте», договорных отношений между местными властями и транспортными предприятиями. 3. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ 3.1. Регенерация масел Установки для регенерации отработанных масел и схемы технологического процесса Проводимые исследования кафедрой городского электрического транспорта ( ...
... мощность разрабатываемых пластов; угол падения (залегания) угольных пластов; строение пластов; крепость и вязкость угля; обводненность месторождений и т.д. Системой разработки данного выемочного поля является технология отработки пласта по простиранию длинными столбами. Система разработки длинными столбами отличается независимым ведением подготовительных и очистных работ. К началу очистной ...
0 комментариев