Навигация
Технологические способы обработки поверхности
48107
знаков
8
таблиц
15
изображений
3. Технологические способы обработки поверхности.
Существует три основные способа обработки рабочей поверхности инструмента, направленных на повышение ее прочности.
Термообработка. Высокую поверхностную прочность обеспечивает изотермическая закалка, а также термомеханическая обработка поверхности детали.
При поверхностной закалке (газопламенная закалка) и химико-термической обработке (цементование) упрочнение обусловлено главным образом возникновением в поверхностном слое остаточных сжимающих напряжений вследствие образования структур большего удельного объема (нитриды и карбонитриды при нитроцементации и азотировании), чем структуры основного металла. Расширение поверхностного слоя тормозит сердцевина, сохраняющая исходную перлитную структуру, вследствие чего в поверхностном слое возникают двухслойные напряжения сжатия. В нижних слоях развиваются реактивные растягивающие напряжения, имеющие малое значение, из-за незначительности сечения термически обработанного слоя сравнительно с сечением сердцевины. Создание предварительных напряжений сжатия снижает среднее напряжение в области сжатия, тем самым повышается предел выносливости.
Газовая закалка повышает предел выносливости по сравнению с исходной конструкцией из необработанной стали в 1.85 раза.
Наиболее эффективным способом обработки является азотирование, которое практически полностью устраняет внешних концентраторов напряжений. Азотирование не вызывает изменения формы и размеров детали. Азотированный слой обладает повышенной коррозие - и термостойкостью. Твердость и упрочняющий эффект сохраняются вплоть до температур
500-600 оС.
Оптимальные толщины слоя уплотнения при цементации 0.4-0.8 мм, цементовании и азотировании 0.3-0.5 мм, закалке с нагревом и газовой закалке 2-4 мм.
Упрочнение поверхности пластической деформацией. Поверхностное пластическое деформирование (ППД) – наклеп поверхностного слоя на глубину 0.2-0.8 мм с целью создания в нем остаточного напряжения сжатия. При наклепе поверхностный слой расплющивается. Удлинению поверхностного слоя препятствует сила сцепления с нижележащими слоями металла. Вследствие этого в наклепанном слое возникают двухосные напряжения сжатия, а в толще основного металла незначительные реактивные напряжения растяжения. Складываясь с рабочими напряжениями растяжения, остаточные напряжения сжатия уменьшают, а при достаточно больших значениях компенсируют первые. Возникающие при наклепе множественные искажения структуры (деформация зерна, местные пластические сдвиги) эффективно тормозят развитие усталостных повреждений и расширяют область существования нераспостроняющихся трещин, увеличение которых обуславливает существование разрушающих напряжений.
Эффективен наклеп в напряженном состоянии, представляющий собой сочетание упрочнения перегрузкой с наклепом. При этом способе деталь нагружают нагрузкой того же напряжения, что и рабочая, вызывая в материале упругие или упругопластические деформации. После снятия нагрузки в поверхностном слое возникают остаточные напряжения сжатия.
Наклепный слой чувствителен к нагреву. При температурах 400-500 оС действие наклепа полностью исчезает, из-за наступающего при этих температурах процесса рекристаллизации, устраняющего кристаллоструктурные изменения, внесенные наклепом.
Основные разновидности упрочнение поверхности пластической деформацией:
- дробеструйная обработка
- обкатывание
- чеканка
- алмазное выглаживание
Дробеструйная обработка заключается в наклепе поверхностного слоя потоком закаленных шариков (диаметр 0.5-1.5 мм), создаваемым центробежными дробеметками. Качество поверхности при данном процессе немного снижается.
Плоские поверхности упрочняют обкатыванием шариками, установленными во вращающемся патроне. Заготовке придают движение продольной и поперечной подачи, при правильно выбранном режиме обкатывания, остаточные напряжения сжатия в поверхностном слое составляют 600-1000 МПа. Глубина уплотнения слоя 0.2-0.5 мм. Данный процесс улучшает качество поверхности детали. Поверхность вращения упрочняют обкатыванием стальными закаленными роликами. Силу прижатия ролика выбирают с таким ращетом, чтобы создать в поверхностном слое напряжения, превышающие предел текучести материала в условиях всестороннего сжатия ( для стали 5000-6000 МПа).
Чеканку производят бойками со сферической рабочей поверхностью, приводимыми в колебания пневматическими устройствами. Частота колебаний и скорость вращения заготовки должны быть согласованы таким образом, чтобы наклепанные участки перекрывали друг друга.
Алмазное выглаживание заключается в обработке предварительно шлифованной и полированной поверхности закругленными алмазными резцами (радиус 2-3 мм). Поверхностный слой уплотняется до глубины 0.3-0.5 мм. Качество поверхности значительно улучшается.
Нанесение на рабочую поверхность инструмента покрытий из твердых соединений. Данный способ является наиболее эффективным и прогрессирующим из выше упомянутых способов, позволяет резко повысить эксплутационные качества режущего инструмента тем самым, расширяя его область применения [1].
Похожие работы
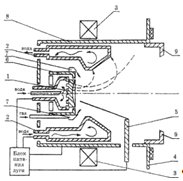
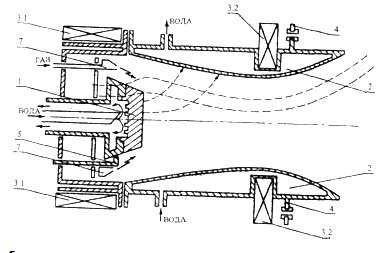
... даже по сравнению с ускорителем "Пуск-КуАИ" при существенном росте степени ионизации потока и кинетической энергии ионов. Рисунок 1.3 - Схема плазменного генератора с магнитной ловушкой электронов "Пуск-Мэл": 1 - катод; 2 - профилированный анод; 3.1 и 3.2 - соленоиды; 4 - фланец крепления генератора к вакуумной камере; 5 - электрод поджига дуги; 7 - канал подачи реакционных газов. Пунктиром ...
... отпуска может быть на 10–20оС ниже, а его продолжительность на 20–25% меньше, чем первого отпуска. Охлаждение после отпуска проводится на воздухе. 1.1.5 Влияние термической обработки на свойства штамповых сталей Служебные свойства штампового инструмента и его стойкость в значительной степени определяются соответствующим назначением марки стали, ее термообработкой и условиями эксплуатации ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
0 комментариев