Навигация
Основные требования к покрытиям
48107
знаков
8
таблиц
15
изображений
4. Основные требования к покрытиям.
К покрытиям в зависимости от материала и условий эксплуатации режущего инструмента, предъявляются своего рода технологические требования, которые можно подразделить на четыре категории.
Во-первых, это условие, учитывающее условия работы инструмента. Покрытие должно обладать: высокой твердостью, превышающей твердость материала инструмента; устойчивостью к высокотемпературной коррозии; отсутствие схватываемости с обрабатываемым материалом во всем диапазоне температур резания; устойчивостью к разрушению при колебании температур и напряжений; постоянством механических свойств, даже при температурах, близких к температурам разрушения инструментального материала.
Во-вторых, это необходимость совместимости свойств материала покрытия со свойствами материала инструмента: сродство кристаллохимического строения материала покрытия и инструмента; оптимальное соотношение материалов покрытия и инструмента по модулям упругости, коэффициентам Пуассона и линейного расширения, теплопроводности; малая склонность к образованию хрупких вторичных соединений.
В-третьих, это требования к технологическим особенностям метода нанесения покрытий: создание в процессе нанесения покрытия на инструмент условий, не оказывающих существенного влияния на физические и кристаллохимические свойства материала инструмента.
В-четвертых, требования, относящиеся к покрытиям в целом: покрытие должно быть сплошным и иметь постоянную плотность по всему объему, тем самым, защищая материал инструмента от соприкосновения с обрабатываемым
материалом и газовой средой; стабильность свойств покрытия во времени; малость колебаний толщины покрытия в процессе работы, позволяющая не изменять рельеф материала инструмента [5-11].
5. Способы нанесения износостойких покрытий.
Процесс нанесения покрытия на поверхность режущего инструмента определяется как свойствами материала покрытия и инструмента, так и спецификой протекания процессов формирования покрытия. Исходя из выше сказанного, все методы нанесения покрытий можно разделить на две группы.
В первую группу входят методы химического осаждения покрытий из парогазовой фазы (ХОП) [11]. Формирование покрытия осуществляется вследствие химических реакций между парогазовыми смесями, состоящих из соединения металлоносителя и носителя второго компонента, являющегося как газотранспортером, так и восстановителем. В процесс формирования покрытия вносят вклад и структура поверхности инструментального материала, и гетеродиффузионные реакции между конденсатом и материалом инструмента. Этот метод применяется при нанесении покрытий на основе карбидов, нитридов, карбонитридов титана, оксида алюминия. Метод ХОП реализуется при температурах 1000-1100 оС, этот факт исключает возможность нанесения покрытий данным методом на инструменты из быстрорежущих сталей, которые были подвергнуты термической обработке [6].
Существует ряд недостатков метода ХОП:
- взрывоопасность и токсичность водорода, как газа-носителя
- наличие большего количества непрореагировавших компонентов
- сложность технологического оборудования
- внутреннее напряжение в слое покрытия
- невозможность нанесения покрытия на инструмент, имеющий острые режущие кромки
Вторая группа – это методы физического осаждения покрытий (ФОП) [6]. К этим методам относятся: метод получения тонких пленок распылением материалов ионной бомбардировкой (РИБ); метод генерации потока
 |  | ||
осаждаемого вещества термическим испарением (МТИ).
Суть метод РИБ состоит в следующем:
1) В вакууме, под действием ионизирующего излучения заданной энергии, осуществляется бомбардировка материала, формирующего покрытие (мишень), что приводит к частичной или полной его ионизации. В качестве данного материала могут выступать металлы (включая тугоплавкие), сплавы (в том числе и многокомпонентные), полупроводники.
2) Происходит ионное распыление, то есть ионы материала падают на рабочую поверхность режущего инструмента (подложку), тем самым, производя процесс формирования покрытия.
Данный метод реализуется при давлениях 1-10 Па и напряжениях 0,3-
5 кВ.
Возможны два метода ионного распыления: ионно-лучевое и плазмоионное распыление. При ионно-лучевом распылении выбивание атомов мишени происходит под действием бомбардировки ее поверхности ионными лучами определенной энергии (Рис.1). Тут не требуется подача на мишень отрицательного потенциала.
При плазменном распылении мишень из распыляемого материала находится в сильно ионизированной плазме под отрицательным потенциалом и играет роль катода. Положительные ионы под действием электрического поля вытягиваются и бомбардируют мишень, вызывая ее распыление.
Существуют следующие разновидности плазменного распыления: катодное, магнетронное, высокочастотное и в несамостоятельном газовом разряде.
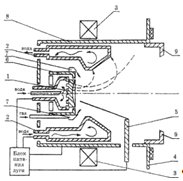
Катодное распыление. Принципиальная схема установки приведена на рис. 2. Метод осуществляется следующим образом.
Вакуумный объем, содержащий анод и катод, откачивается до давления 10-4 Па, после чего производится напуск инертного газа (обычно это Ar при давлении 1-10 Па). Для зажигания тлеющего разряда между катодом и анодом подается высокое напряжение 1-10 кВ. Положительные ионы инертного газа, источником которого является плазма тлеющего разряда, ускоряются в электрическом поле и бомбардируют катод, вызывая его распыление. Распыленные атомы попадают на подложку и оседают в виде тонкой пленки.
Данный метод распыления может быть осуществлен и по другой схеме – диодной схеме распыления, отличительным признаком которой является то, что при распылении катод является как источником распыляемого материала, так и источником электронов, поддерживающих разряд, анод также принимает участие в создании заряда, одновременно являясь подложкодержателем.
Преимущества метода катодного распыления в следующем:
- безынерционность процесса
- низкие температуры процесса
-
 |  | ||
возможность получения пленок тугоплавких металлов и сплавов (в том числе и многокомпонентных)
- сохранение стехиометрического исходного материала при напылении
- возможность получения равномерных по толщине пленок
Метод имеет недостатки:
- низкая скорость осаждения (0.3-1 нм/с)
- загрязнение пленок рабочим газом вследствие проведения процесса при высоких давлениях
- низкая степень ионизации осаждаемого вещества
Магнетронное распыление. Является разновидностью метода нанесения тонких пленок на основе тлеющего разряда. Магнетронные системы ионного распыления относятся к системам распыления диодного типа, в которых атомы распыляемого материала удаляются с поверхности мишени при ее бомбардировке ионами рабочего газа (обычно Ar), образующимися в плазме аномального тлеющего разряда.
В магнетронной распылительной системе катод (мишень) помещается в скрещенное электрическое (между катодом и анодом) и магнитное поле, создаваемое магнитной системой. Магнитное поле позволяет локализовать плазму аномального тлеющего разряда непосредственно у мишени.
Суть метода состоит в следующем (Рис.3), в систему анод-катод подается постоянный электрический ток (2-5 А), который приводит к возникновению между мишенью (отрицательный потенциал) и анодом (положительный или нулевой потенциал) неоднородного электрического поля и возбуждению аномального тлеющего разряда. Электроны, выбитые из катода под действием ионной бомбардировки, подвергаются воздействию магнитного поля, возвращающего их на катод, с одной стороны, с другой – поверхностью мишени, отталкивающей электроны. Это приводит к тому, что электроны совершают сложное циклическое движение у поверхности катода. При движении электроны многократно сталкиваются с атомами аргона, обеспечивая высокую степень ионизации, что приводит к возрастанию интенсивности ионной бомбардировки мишени, а следовательно и к возрастанию скорости распыления.
Преимущества метода:
- высокая скорость распыления при низких рабочих напряжениях (600-800 В) и при небольших давлениях рабочего газа (5×10-1 -10 Па)
- отсутствие перегрева подложки
- малая степень загрязнения пленок
- возможность получения равномерных по толщине пленок на большей площади подложек
Высокочастотное распыление. Данный метод применяется в том случае, если материалом мишени является диэлектрик. Для распыления диэлектрика необходимо периодически нейтрализовать положительный заряд на нем. Для этого к металлической пластине, расположенной непосредственно за распыляемой диэлектрической мишенью, прикладывают напряжение с частотой 1-20 МГц.
Плазменное распыление в несамостоятельном разряде. В распылительных системах данного типа горение газового разряда поддерживается дополнительным источником (магнитное поле, высокочастотное поле).
Преимущества метод РИБ:
- сохранение стехиометрического состава пленок при распылении многокомпонентных сплавов
- высокий коэффициент использования распыляемого вещества
- возможность получения равномерных по толщине покрытий на подложке большей площади
- высокая адгезия пленок
Сущность МТИ состоит в том, что в специальных испарителях вещество нагревают до температуры, при которой начинается заметный процесс испарения.
Все испарители отличаются между собой в зависимости от способа нагрева испаряемого вещества: резистивного, индукционного, электродугового и др.
Резистивное испарение. Тут тепловую энергию для нагрева вещества получают за счет выделения теплоты при прохождении тока через нагреватель.
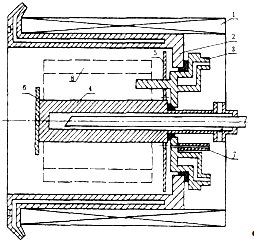
Электродуговое испарение. Нагрев катода с последующей эмиссией электронов, осуществляется по средствам зажигания в вакуумной камере электродуги (Рис.4). Особенностью данного метода является то, что электрический ток, создающий дугу, подается в цепь, содержащую катод (отрицательный потенциал) и корпус вакуумной камеры (положительный потенциал). Электрическая дуга производит локальный разогрев поверхности катода, в результате чего последняя, переходя в жидкостную фазу, и в виде капель распространяется по объему вакуумной камеры. Капельная фаза приводит к неоднородности химического состава покрытия. Для уменьшения брызгового эффекта производится тщательная предварительная дегазация катода.
Преимущества метода нанесения тонких пленок вакуумным электродуговым методом:
- возможность регулирования скорости нанесения покрытия путем изменения силы тока дуги
- возможность управлять составом покрытия, используя одновременно несколько катодов или один многокомпонентный катод
- высокая адгезия покрытий
- возможность получения тонких пленок металлов, вводя в камеру реакционный газ
Основные преимущества МТИ в следующем:
- возможность нанесения пленок металлов (в том числе тугоплавких), сплавов, полупроводниковых соединений и диэлектрических пленок
- простота реализации
- высокая скорость испарения вещества и возможность регулирования ее в широких пределах за счет изменения подводимой к испарению мощности
- возможность получения покрытий, практически свободных от загрязнения
Методы ФОП, несмотря на некоторые присущие им недостатки (например, невозможность осаждения покрытий в больших углублениях и сложность нагрева подложки в вакууме), в целом наиболее перспективны для нанесения износостойких покрытий на режущие инструменты. Связано это, во-первых, с возможностью точного регулирования технологических процессов и их полной автоматизации. Во-вторых, низкая температура процесса позволяет обрабатывать любые инструментальные материалы и при этом достигать высокой адгезии покрытия с основой. В-третьих, высокая скорость формирования покрытия. И, наконец, метод ФОП безопасен для окружающей среды и экономически выгоден [6].
Похожие работы
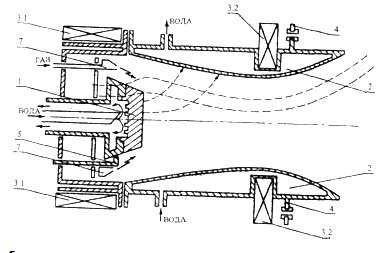
... даже по сравнению с ускорителем "Пуск-КуАИ" при существенном росте степени ионизации потока и кинетической энергии ионов. Рисунок 1.3 - Схема плазменного генератора с магнитной ловушкой электронов "Пуск-Мэл": 1 - катод; 2 - профилированный анод; 3.1 и 3.2 - соленоиды; 4 - фланец крепления генератора к вакуумной камере; 5 - электрод поджига дуги; 7 - канал подачи реакционных газов. Пунктиром ...
... отпуска может быть на 10–20оС ниже, а его продолжительность на 20–25% меньше, чем первого отпуска. Охлаждение после отпуска проводится на воздухе. 1.1.5 Влияние термической обработки на свойства штамповых сталей Служебные свойства штампового инструмента и его стойкость в значительной степени определяются соответствующим назначением марки стали, ее термообработкой и условиями эксплуатации ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
0 комментариев