Навигация
Расчет показателей экономической эффективности
20832
знака
14
таблиц
1
изображение
10. Расчет показателей экономической эффективности.
10.1. Экономическая эффективность внедрения станков с ЧПУ рассчитывается в соответствии с общеустановленными положениями определения экономической эффективности в народном хозяйстве новой техники путем сопоставления проектного и базового варианта по разности приведенных затрат.
10.2.Экономический эффект за один год эксплуатации станка с ЧПУ определяется по формуле:
Эг=З1-З2 = 9071,38 – 6817,84 = 2253,54 (40)
где Эг – годовой экономический эффект
З1 – приведенные затраты при использовании базового станка, рассчитанные на годовой выпуск деталей, руб.
З2 – приведенные затраты потребителя при использовании нового станка с ЧПУ, руб.
10.3.Приведенные затраты определяются по формуле:
![]() = 5347,49 + 0,15 × 24825,95 = 9071,38 (41)
= 5347,49 + 0,15 × 24825,95 = 9071,38 (41)
![]() = 3515,52 × 0,15 × 22015,46 = 6817,84 (42)
= 3515,52 × 0,15 × 22015,46 = 6817,84 (42)
где С1 – себестоимость по базовому варианту, рассчитанная на годовой выпуск деталей, производимых на основном станке, руб. (табл.11 п.11)
С2 – себестоимость годового выпуска деталей, производимых на станке с ЧПУ, руб.
К1 – капитальные вложения потребителя при использовании базового станка, рассчитанные на годовой выпуск деталей, производимых на новом станке, руб, (см. примечание)
К2 – капитальные вложения потребителя при использовании станка с ЧПУ, руб.
Ен – нормативны коэффициент эффективности капитальных вложений, равный 0,15.
Примечание: Капитальные вложения представляют собой сумму единовременных затрат, включаемых в основные и оборотные фонды:
![]() = 17985 + 1667,4 + 5173,55 = 24825,95 (43)
= 17985 + 1667,4 + 5173,55 = 24825,95 (43)
![]() = 14919 + 2303 + 4793,46 = 22015,46
= 14919 + 2303 + 4793,46 = 22015,46
(табл. 5) (21) (22)
Кнез – Оборотные средства в незавершенном производстве в расчете на один станок определяются по формуле:
![]() = 3 × 833 × (0,96 + 0,53 × 0,5) × 1,69 = 5173,55
= 3 × 833 × (0,96 + 0,53 × 0,5) × 1,69 = 5173,55
![]() = 3 × 833 × (0,96 + 0,35 × 0,5) × 1,69 = 4793,46
= 3 × 833 × (0,96 + 0,35 × 0,5) × 1,69 = 4793,46
где 3(три) - число партий деталей, приходящихся на одно рабочее время место (одна партия в ожидании обработки, вторая на станке, третья на транспортировке или на контроле
m – размер наладочной партии деталей (партия запуска), шт.
Сз – Стоимость заготовки, руб:
![]() = 120 × 8 = 960
= 120 × 8 = 960
где Цм – стоимость 1 кг заготовки, руб
М – масса заготовки, кг
0,5 – коэффициент нарастания затрат
ПОС – себестоимость механической обработки деталей, руб (определяется в таблице 11 ), п. 11
12 – число месяцев в году.
10.4.Срок окупаемости (лет) дополнительных капитальных вложений определяется по формуле:
![]() (44)
(44)
В случае дополнительных капитальных вложений, когда К1>К2, срок окупаемости не определяется. Перевод механической обработки с обычных станков на станки с ЧПУ является целесообразным при наличии положительного экономического эффекта и срок окупаемости затрат менее 6-7 лет.
10.5.Коэффициент роста производительности налаживаемого станка с ЧПУ по сравнению с базовым определяется по формуле:
![]() =22,3/14,4 = 1,55 (45)
=22,3/14,4 = 1,55 (45)
10.6.Результаты расчетов основных технико – экономических показателей по внедряемому варианту и базовому сводятся в таблице №12.
11.Сводная таблица технико – экономических показателей
Таблица №12
| № | Показатели | Базовый вариант | Внедряем. вариант | Примечание |
| 1. | Годовая производственная программа, шт. | 1000 | ||
| 2. | Капитальные вложения, руб. | 24825,95 | 22015,46 | |
| 3. | Дополнительные капитальные вложения, руб | --- | ||
| 4. | Производственная площадь, кв. м. | 44,12 | 60,92 | |
| 5. | Сокращение производственной площади, кв. м. | --- | ||
| 6. | Отпускная цена за единицу изделия, руб. | 0,82 | 0,54 | п. 19 |
| 7. | Полная себестоимость, руб. | 5347,49 | 3515,52 | ПОС |
| 8. | Снижение себестоимости, руб. | 1831,97 | ||
| 9. | Коэф. роста производительности труда | 1,55 | ||
| 10. | Срок окупаемости дополнительных капитальных вложений, лет | --- | ||
| 11. | Годовой эконом. эффект от внедрения станков с ЧПУ | 2253,54 | ||
| 12. | Общий фонд з/платы рабочих с премией ОФЗП=ЗПосн+ЗПдоп | 1518,5 | 701,3 | |
| 13. | Общее кол-во рабочих, чел Робщ=Рст+Рнал+Рконтр. | 3,37 | 2,21 | |
| 14. | Среднемесячная з/плата одного рабочего, руб. | 37302 | 26444 | |
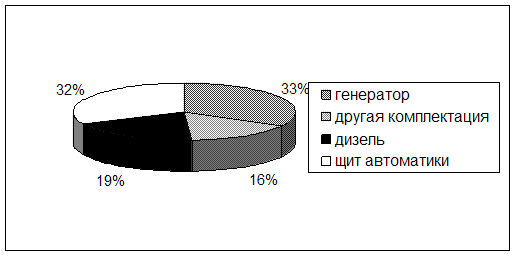
12. Диаграммы отпускной цены предприятия (базовый вариант, проектируемый вариант).
|
| |||||||
| Себестоимость | |||||||
| В % от общ. себес. | Материал. затраты | Фонд ЗП | Отчисл. на соцстрах | Амортизац. отчисл. | Прочие расходы | Прибыль | Налоги и отчисления |
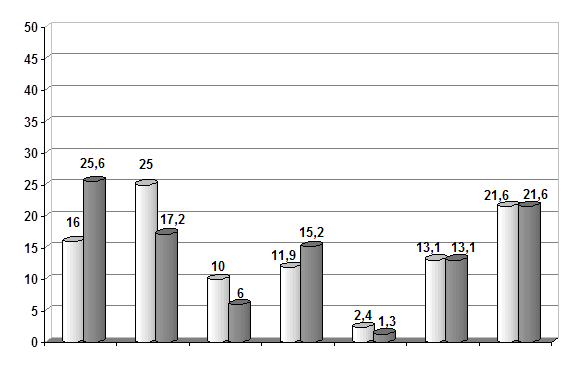
Вывод: С учетом полученных результатов расчета выгоднее использовать внедряемый вариант обработки изделия на станках с числовым программным управлением.
IV Заключение.
Учащемуся выдается задание на проектирование и таблица исходных данных.
Все расчеты выполняются на занятиях по КП под руководством преподавателя.
При защите курсовой работы принимается во внимание правильность выполненных расчетов, а также самостоятельность, инициативность, творческий подход учащегося к решению вопросов.
V Приложение.Значение коэффициента, учитывающего дополнительную площадь
| Площадь станка по габаритам, м2 | Коэффициент |
| До 2,5 3 – 5 6 – 9 10 – 14 | 5,0 4,5 4,0 3,5 |
VI Литература.
1. К.М. Великанов «Расчет экономической эффективности новой техники». Справочник Л., Машиностроение 1989.
2. «Экономика, организация и планирование машиностроительного производства»” п.р. Т.В. Валаевой М. Высшая школа 1979.
3. «Экономика предприятия» п/р В. Я. Хрипача Минск 1997.
4. «Экономика предприятия» п/р А.И. Руденко Минск. БГЭУ 1995.
5. «Экономика машиностроительного производства» п/р И.М. Бабука Минск. Высшая школа 1990.
6. «Экономика, организация и управление производством в условиях рыночных отношений ч. 2. Производственные ресурсы предприятий» п/р Я.А. Александрович. Минск РИПО 1994.
Похожие работы





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...

... технологический процесс: Т.к. – технологический процесс изготовления детали по новому варианту более технологичен с точки зрения удельной себестоимости изготовления детали по сравнению с базовым технологическим процессом. · – коэффициент использования металла: , где – масса заготовки; – масса детали. 1.11 Организация контроля результатов обработки ...
... на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2. Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив № операции Название операции Оборудование 00 отрезная CARIF 450 BA CNC 05 ...
... труда, по страхованию; выросла доля заемного капитала по сравнению с собственным, увеличилась зависимость предприятия от внешних кредиторов. Все это свидетельствует о необходимости разработки антикризисной стратегии предприятия, которая позволила бы восстановить платежеспособность предприятия и улучшать его финансовые результаты в долгосрочной перспективе. 2.5 Диагностика потенциала выживания ...
0 комментариев