Навигация
Система с фиксированным интервалом времени между заказами
31277
знаков
2
таблицы
7
изображений
2. Система с фиксированным интервалом времени между заказами.
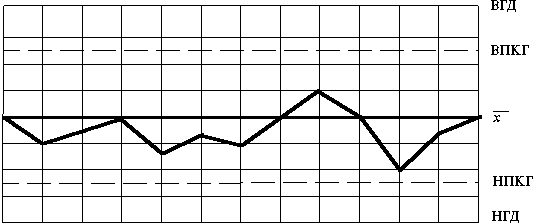
В этой системе заказы делаются в строго определенные моменты времени через равные интервалы, например раз в месяц, раз в неделю и т. п. (рис. 7).
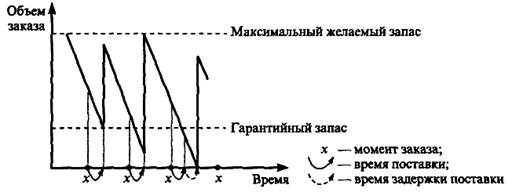
Рис. 7. Движение запасов в системе управления запасами с фиксированным интервалом времени между заказами
Объем заказа рассчитывают так, что при точном соответствии фактического потребления за время поставки ожидаемому поставка пополняет запас на складе до максимального желаемого уровня. Действительно, разница между максимальным желаемым и текущим запасами определяет объем заказа, необходимый для его восполнения до максимального желаемого уровня на момент расчета, а ожидаемое потребление за время поставки обеспечивает это восполнение в момент осуществления поставки.
Сравнение рассмотренных систем управления запасами приводит к выводу о наличии у них взаимных недостатков и преимуществ (табл. 1).
Таблица 1
Сравнение основных систем управления запасами| Система | Преимущества | Недостатки |
| С фиксированным объемом заказа | Меньший уровень максимального желаемого заказа. Экономия затрат на содержание запасов на складе за счет сокращения площадей под запасы | Постоянный контроль за наличием запасов на складе |
| С фиксированным интервалом времени между заказами | Отсутствие постоянного контроля за наличием запасов на складе | Высокий уровень максимального желаемого запаса. Повышение затрат на содержание запасов на складе за счет увеличения площадей под запасы |
3. Система управления запасами "Канбан". На теорию и практику управления запасами существенно повлияла разработанная в начале 70-х годов XX в. фирмой "Тойота" (Япония) внутрипроизводственная система "Канбан". Она позволяет минимизировать длительность производственного цикла, устранить из производственных подразделений фирмы склады сырья, материалов, комплектующих изделий, готовой продукции и сократить до минимально возможных объемы межоперационных запасов.
Система "Канбан" работает по принципу прямого пополнения запаса, но при очень небольшом объеме серии запаса. Преимущества; производство полуфабрикатов напрямую связано с реальным потреблением, не приводит к дополнительной нагрузке на отдел планирования и позволяет избегать большого объема бумажной работы. Косвенные преимущества: поставляющее подразделение производства действует гибко, и в течение короткого времени пустой контейнер снова наполняется (рис. 8).
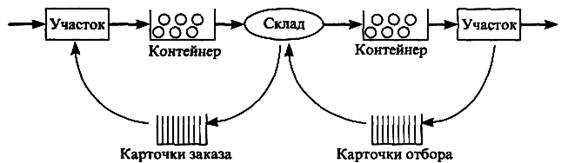
Рис. 8. Схема работы системы "Канбан"
Параметры системы: размер партии; время заказа партии; количество карточек; объем запаса на складе; вместимость контейнера.
Последовательность действий участников системы "Канбан", условия и требования, которые при этом необходимо соблюдать, можно сформулировать как правила "Канбан ":
1. Последующий участок "вытягивает" изделия.
2. Предшествующий участок выпускает изделий ровно столько, сколько ранее "вытянутых".
3. Бракованная продукция не поступает на последующий участок.
4. Количество карточек "Канбан" должно быть минимальным.
5. Объем запаса изделий на складе должен быть минимальным.
6. Колебания спроса компенсируются изменением интенсивности потока карточек "Канбан".
7. Производственные мощности участков должны быть сбалансированы.
8. Дисциплина поставок не допускает нарушений.
В настоящее время разработаны различные модифицированные версии системы "Канбан". Их можно объединить в следующие типы системы "Канбан":
• поставка равными партиями при варьировании времени между поставками;
• поставка через равные промежутки времени при варьировании объема партии;
• варьирование объема партии и времени поставки в заданных пределах;
• варьирование типов заготовок в партии при многономенклатурном производстве.
II. Диспетчирование
и оперативное распорядительство
Диспетчирование — это система централизованного оперативного контроля и регулирования текущего хода работы по выполнению производственных заданий согласно заранее разработанным календарным графикам. Главная цель такой системы — предупредить, обнаружить и ликвидировать производственные неполадки и отклонения от графика, а также направить движение производственного процесса в рамки установленного организационно-технологического режима, обеспечивая условия для выполнения производственных заданий.
Диспетчирование представляет собой заключительный этап оперативного управления производством. В соответствии с главной целью Диспетчирование охватывает следующие виды работ:
• непрерывный учет и сбор информации о ходе выполнения разработанных и принятых к исполнению календарных графиков производства;
• выявление отклонений от установленных плановых заданий и анализ их причин;
• принятие оперативных мер по устранению и дальнейшему предупреждению отклонений от графика;
• координация текущих работ взаимосвязанных производственных подразделений для обеспечения ровного ритма производства в соответствии с календарным графиком.
Диспетчирование осуществляется с помощью специальных технических средств связи и сигнализации. В работе диспетчерских служб широко применяются различные приборы и аппараты как проводных, так и беспроводных средств связи, телевизионные установки, световые табло, блоки автоматического счета и учета выпуска изделий, аппаратура магнитной записи, звукоусилительные станции и др.
На основании данных оперативного учета и контроля хода производства осуществляется оперативное управление всей производственно-хозяйственной деятельностью предприятия. К контуру оперативного управления предприятием относятся задачи, непосредственно связанные с реализацией производственных планов предприятия. Среди этих задач можно выделить как актуальные для всех видов организаций (снабжение, складской учет), так и характерные только для торговых организаций (операции с консигнационным товаром, розничная торговля).
Вся информация, получаемая, например, от производственных подразделений предприятия (цехов, участков, отделов), делится на группы:
• первая — информация, направленная на ликвидацию сбоев на участках производства, которые задерживают или срывают суточный (сменный) план выпуска продукции;
• вторая — информация, используемая для ликвидации неполадок, которые нарушают запланированный ход производства, однако не срывают суточного плана выпуска продукции;
• третья — систематическая информация о ходе производства, используемая для контроля за процессом производства.
Диспетчирование сводится к непрерывному контролю за ходом выполнения плана производства и к текущему распорядительству, направленным на выполнение плановых заданий (табл. 2).
Таблица 2
Методы диспетчерского контроля в зависимости от типа производства| Вид контроля | Массовое производство с преимущественно поточными участками | Крупносерийное (ритмичное) производство | Серийное непериодическое производство | Мелкосерийное и единичное производство | ||||||||
| при непрерывном выпуске | при серийном выпуске | |||||||||||
| По заводу | ||||||||||||
| Контроль выполнения номенклатурного плана предприятия | Контроль выпуска изделий из сборки и после испытаний | Контроль выполнения заказов в соответствии с календарным графиком | ||||||||||
| посменно и по часам суток в соответствии с установленным ритмом | в соответствии с календарным графиком | |||||||||||
| Контроль межцеховых передач узлов, деталей, полуфабрикатов, заготовок и состояния заделов в производстве | Контроль в сопоставлении | |||||||||||
| со стандартными сроками подач | с месячным календарным графиком подач | |||||||||||
| на небольших и средних заводах подетально по всей номенклатуре, на крупных — по важнейшим и отстающим позициям | по готовым деталям — в комплектах по узлам; по заготовкам — в комплектах по группам опережения | по ведущим деталям с длительным циклом — подетально; по остальным — в комплектах по группам опережений | ||||||||||
| Вид контроля | Массовое производство с преимущественно поточными участками | Крупносерийное (ритмичное) производство | Серийное непериодическое производство | Мелкосерийное и единичное производство | ||||||||
| при непрерывном выпуске | при серийном выпуске | |||||||||||
| Контроль оперативной подготовки производства | Наблюдение за наличием заделов перед сборкой и на складах подающих цехов, подетально | Наблюдение за наличием заделов деталей, заготовок и полуфабрикатов на межцеховых складах | ||||||||||
| подетально | в комплектах: детали по узлам; заготовки — по группам опережений | |||||||||||
| Вмешательство и помощь при задержках и срывах по сигналам цеховых диспетчеров. Контроль за подготовкой по особо важным позициям (изготовление инструментария, приспособлений, аварийный ремонт оборудования и т. п.) | ||||||||||||
| Наблюдение за работой отстающих участков | Почасовой контроль изготовления отстающих деталей | Ежедневный контроль за работой отстающих участков | Поэтапный (по операционный) контроль изготовления важнейших деталей с длительным циклом | |||||||||
| Контроль состояния заделов, выполнения норм, наличия простоев, брака и неполадок | Контроль состояния незавершенного производства, выполнения норм, наличия простоев, брака и неполадок | |||||||||||
| Опережающий контроль (профилактический) готовности деталей за 2-3 дня до наступления срока их подачи согласно | ||||||||||||
| стандартному расписанию подач (выполняется с помощью инженеров-кураторов) | месячному календарному графику подачи | календарному графику подачи узлов и групп деталей | ||||||||||
| По цеху | ||||||||||||
| Контроль выполнения номенклатурного плана | Контроль выпуска изделий со сборочных стендов и конвейеров посменно и по часам; выпуска деталей — посменно, отстающих деталей — по часам | Контроль выпуска изделий и узлов в соответствии с календарным планом сборки; выпуска деталей или их комплектов в соответствии со сменным заданием | Контроль выполнения заказов; выпуска деталей на заказ в соответствии с графиком | |||||||||
| Контроль подачи в цех заготовок полуфабрикатов, материалов, деталей | Контроль подачи в соответствии со стандартными сроками — посменно, а по ведущим деталям — почасово по всей получаемой цехом номенклатуре. Контроль обеспеченности сборки готовыми деталями и узлами — подетально | Контроль подачи деталей по календарному графику. Контроль обеспеченности сборки в комплектах | Контроль подачи деталей по календарному графику. Контроль обеспеченности сборки по каждому заказу отдельно | |||||||||
| Контроль оперативной подготовки производства и обеспечения рабочих мест | Периодический контроль по организации питания рабочих мест, вмешательство и помощь при задержках и срывах по сигналам мастеров и кураторов производственно-диспетчерского бюро | |||||||||||
| Вид контроля | Массовое производство с преимущественно поточными участками | Крупносерийное (ритмичное) производство | Серийное непериодическое производство | Мелкосерийное и единичное производство | ||||||||
| при непрерывном выпуске | при серийном выпуске | |||||||||||
| Наблюдение за работой на линиях и участках | Контроль запуска на первые операции | Контроль запуска на первые операции по объему и срокам | Контроль запуска заказа по участкам | |||||||||
| Контроль состояния заделов, наличия простоев, брака, невыполнения норм и неполадок | Контроль состояния незавершенного производства, наличия простоев, брака, невыполнения норм и неполадок | |||||||||||
| Профилактический контроль выпуска деталей и их готовности за 2-3 дня до срока подачи | ||||||||||||
| Выявление отстающих операций и их контроль | Выявление отстающих деталей и послеоперационный контроль их изготовления | |||||||||||
Функционирование диспетчерской службы
Как уже отмечалось, комплексная функция диспетчирования, охватывающая учет, контроль, анализ, регулирование, реализуется соответствующими структурными подразделениями предприятия, входящими в интегральное понятие "диспетчерская служба".
Высшей инстанцией диспетчерской службы предприятия является начальник производства — он же главный диспетчер предприятия. Главный диспетчер обладает всей полнотой власти в области производственной деятельности. Именно ему, как правило, делегируются права руководителя предприятия при решении большинства производственных вопросов.
Главная задача начальника производства — руководить выполнением производственной программы на основе тщательно разработанных оперативных планов-графиков и четкой организации диспетчерской службы. Все распоряжения главного диспетчера, касающиеся выполнения программы и ритмичности производства, обязательны для руководителей производственных подразделений, служб и отделов предприятия.
Начальник производства предприятия организует ритмичное выполнение планов производственными подразделениями, систематически рассчитывает календарно-плановые нормативы, привлекая для этого соответствующие службы предприятия, и внедряет их в производство. На основе таких нормативов и выбранных планово-учетных единиц с привлечением производственно-диспетчерского отдела (ПДО) разрабатываются планы-графики (календарные графики) запуска-выпуска деталей, узлов и изделий целиком. На основе таких графиков диспетчерский аппарат планово-распорядительных (планово-диспетчерских) бюро организует и отслеживает реализацию оперативных планов.
Главный диспетчер предприятия оперативно регулирует производство во всех производственных подразделениях и организует оперативный учет выполнения плана (задания) каждым подразделением, руководит всем диспетчерским аппаратом, ежедневно проводит диспетчерские совещания.
Диспетчерские совещания — эффективная форма информации и управления производством. Их регулярно в одно и то же время проводит начальник производства — главный диспетчер. Эти совещания продолжаются не более 30 мин. При современных технических средствах управления их проводят без вызова начальников производственных подразделений в кабинет. На совещании руководители подразделений докладывают о ходе выполнения суточного (сменного) задания каждым подразделением и высказывают претензии к смежным службам и цехам.
На основе докладов начальников цехов и начальника ПДО, диспетчеров ПРБ (ПДБ) главный диспетчер дает задания на текущие сутки (смену) цехам, отделам и службам и готовит ежедневный доклад директору предприятия, передает ему вопросы, которые сам решить не может.
Список литературы
1. Бадин Н. И. Эффективность технологических нововведений. — К., 1987.
2. Барабин С. К. Конкурентоспособность промышленных товаров. — М., 1990.
3. Вершанский А. Е., Иванова Л. А., Лифшиц С. Б. Организация труда линейных руководителей. — М., 1987.
4. Веснин В. Р. Основы менеджмента: Курс лекций для студентов высших учебных заведений. — М., 1996.
5. Гаврилишин О. Основні елементи теорії ринкової економіки. — К., 1993.
6. Гинзбург Е. Г. Законы и методология организации производственных систем. — Иваново, 1988.
7. Глухое В. В. Принципы менеджмента. Управление в системе цивилизованного предпринимательства. —
СПб., 1996.
8. ГОСТ 24525.0-80. Управление производственным предприятием, объединением. — М., 1981.
9. Дикань В. Л. Реформирование экономики Украины и конкурентоустойчивость предприятий. — Харьков, 1997.
10. Дилфорт Д. Производственный и операционный менеджмент. — Минск, 1995.
11. Дружинин С. Б. Нормирование запасов в строительстве // Экономика строительства. — 1989. — № 7.
Похожие работы
... как потребитель через рынок закупки и как производитель через рынок сбыта. · Материально-техническое снабжение строительства ведется по прямым договорам с поставщиками, оптовую торговлю материалами, изделиями, товарно-сырьевые биржи, территориально-снабженческие базы и управления производственно-технологической комплектации. Оптовая торговля материально-техническими ресурсами ...
... модели – имеется 5 сиепеней руководства, которые может использовать руководитель, в зависимости от того, в какой степени подчиненности разрешается участвовать в принятии решений. 3 Управление трудовыми ресурсами Трудовыми ресурсами является трудоспособное население в возрасте6 - женщины от16 до 55 лет - мужчины от 16 до 60 лет При изучении трудовых ресурсов принято выделять четыре ...
... товарно-материальных ценностей, о ходе производства в сопоставлении с календарным планом, о выполнении крупных проектных работ. Как и в других сельскохозяйственных предприятиях, в учхозе УГСХА оперативное управление производством выполняет несколько функций: 1) координация и контроль за функционированием всей производственной структуры, включая получение и оформление заказов, выдачу их в ...
... номенклатурно-количественных позициях, устанавливаемых расчленением комплектов, предусмотренных планом цеха, а в программе на месяц устанавливаются сроки запуска и выпуска соответствующих партий деталей. В основе планирования серийного производства лежат календарно-плановые нормативы, включающие: размер партии изготовления изделия; нормативный размер партий и периодичность их запуска; ...
0 комментариев