ЛИТЕРАТУРНЫЙ ОБЗОР ПО ТЕМЕ ДИПЛОМА
Сплавы системы Al – Mg – Si
Жаропрочность поршневых литейных
Жаропрочность высококремниевых
Кратковременные испытания литейных
Быстрозакристаллизованные сплавы на основе алюминия и способы их получения
Обоснование выбора сплавов для
Коэффициент линейного расширения исследуемых сплавов
ЭКОНОМИКА
Индивидуальное производственное задание на выполнение НИР
Составление сметы затрат на дипломную НИР
ПРОМЫШЛЕННАЯ ЭКОЛОГИЯ И
Разработка инженерных мероприятий по
Навигация
Быстрозакристаллизованные сплавы на основе алюминия и способы их получения
Исследование применения сплавов системы Al-Mg-Si для производства поршней гоночных автомобилей
105583
знака
49
таблиц
12
изображений
2.6. Быстрозакристаллизованные сплавы на основе алюминия и способы их получения
Способы обеспечения быстрой кристаллизации расплава, разработанные в нашей стране и за рубежом открыли возможность получения совершенно нового класса сплавов, свойства которых значительно превосходят свойства сплавов, изготовляемых по традиционной технологии, через слиток. В зависимости от способа отвода тепла из металлического расплава методы быстрой кристаллизации можно разделить на две группы:
1) с конвективной теплопередачей;
2) с контактным охлаждением.
1. Кристаллизация с конвективной теплопередачей:
Основным процессом получения сплавов с конвективной передачей тепла при кристаллизации частицы, является метод распыления. Этот способ заключается в том, что струя расправленного металла подается в форсунку и дробится струей газа или воды высокого давления. Образующиеся при этом мельчайшие капельки затвердевают налету. Скорость охлаждения частиц зависит от размера капель, сечения и скорости струи металла, теплопроводности и давления распыляющего газа или жидкости. Ее величина может меняться от 1*102 до 1*107 град/с. Размер частиц от 50 до 500 мкм. Одной из разновидностей процесса распыления является ультразвуковое газовое распыление, заключающееся в дополнительном воздействии на струю металла ультразвуковых колебаний. При этом удалось получить порошок с размером основной фракции 50 мкм. Скорость охлаждения при этом составляла 105 град/с.
Кроме способа газового распыления, достоинством которого является высокая производительность процесса, достаточно широко опробуются и другие способы получения частиц.
- Способ распыления с вращающимся диском
Расплав механически измельчается посредством быстро вращающегося диска, имеющего на поверхности острые кромки и охлаждается с помощью газа . Скорость охлаждения для частиц 70-80 мкм – 105 град/с и 107 град/с для частиц диаметром 10 мкм.
- Способ распыления с вращающимся электродом
Вращающаяся заготовка - электрод расплавляется электрической дугой и капли жидкого металла кристаллизуются в полете. Размер частиц 200 мкм (100-600 мкм), скорость охлаждения – 103 град/с и 101 град/с . Расплавление заготовки может осуществляться также электронным лучом, лазером, плазмой.
- Распыление из перфорированного стакана
Жидкий металл, попадая во вращающийся со скоростью 1000 ... 10000 1/мин стакан с отверстиями на образующей поверхности цилиндра, выбрасывается из отверстий в виде иглообразных частиц, длина которых зависит от скорости вращения стакана. Скорость охлаждения при этом составляет 102 - 103 град/с. Достоинством этого метода по сравнению с предыдущим является взрывобезопасностъ частиц.
2. Процессы с контактным охлаждением
В этих процессах теплопередача осуществляется посредством контакта с материалом, имеющим высокую теплопроводность. Как правило, это медные барабаны или шайбы с водяным охлаждением.
К способам быстрой кристаллизации с контактным охлаждение можно отнести следующие:
- Способ расплющивания капель о барабан
Капли расплавленного металла направляются струей газа на периферию вращающегося барабана - подложки. Каждая капля кристаллизуется отдельно и удаляется с барабана прежде, чем другая капля попадает на ее место. Чешуйки обычно получаются диаметром 1-3 мм и толщиной 100 мкм и меньше. Скорость охлаждения 103 -I05 град/с .
- Двуроликовое дробление
Это способ получения металлического порошка распылением струи жидкого металла, направленного между двумя роликами, вращающимися с большой скоростью. Теплопередача к роликам строго контролируется. Регулируя процесс, можно получить чешуйки удлиненной формы толщиной до 200 мкм при скорости охлаждения 105 - 106 град/с. Изменением зазора между роликами и скорости вращения роликов, можно получить частицы неправильной и сферической формы, в виде чешуек или игл при толщине 60-100 мкм.
- Способ распыления ударной волной Дувеца
Небольшое количество расплава, менее 500 мг, расплавляется индукционным методом в тигле. Под действием ударной волны, создаваемой давлением газа в 2-3 МПа или взрывом малого заряда, жидкий металл выстреливается, и капли при этом вылетают со скоростью нескольких сотен метров в секунду. При ударе об охлаждаемую подложку, частицы сплава превращаются в очень тонкие фольги неодинаковой толщины в пределах 0,1-10 мкм. Этим способом можно достичь высоких скоростей порядка 109 град/с, но из-за малой производительности этот метод применим лишь для лабораторных исследований.
- Способы "поршня и наковальни", "молота и наковальни",
"двух поршней"
Общий принцип этой технологии состоит в том, что капли жидкого металла обжимаются двумя поверхностями с высокой теплопроводностью. В методах поршня и наковальни и двухпоршневом способе соответственно расплавленная капля металла (меньше 1 г) падает между неподвижной "наковальней" и движущимся "поршнем" или между двумя движущимися поршнями. Общим для всех механизмом является пересечение падающей каплей луча фотоэлемента, что вызывает срабатывание привода поршня (поршней), который может быть пневматическим, электрическим или механическим.
В способе молота и наковальни порция металла помещается на горизонтальную металлическую "наковальню" и расплавляется электрической дугой, плазмой или потоком электронов. На расплавленную каплю падает "молот". Преимущество технологии двух поршней состоит в том, что кристаллизация осуществляется равномерно с двух сторон капли. Фольги получаются круглыми по форме, диаметром 25 мм и толщиной 5-30 мкм (60-120 мкм ). Скорость кристаллизации 104 - 106 град/с в зависимости от толщины. Метод применяется для изготовления единичных фольг в качестве лабораторных образцов.
- "Намораживание" пластинок электронным лучом
Пучок электронов фокусируется на нижнем конце вертикально расположенного прутка, расплавляя его. Капли металла, падая, ударяются о медный диск, вращающийся вокруг вертикальной оси под прутком. Центробежная сила и угловая скорость вытягивает каплю в тонкую продолговатую пластинку, которая после затвердевания отскакивает от диска. Размер пластинки и скорость подачи металла контролируются силой тока. Толщина пластинок и, следовательно, скорость охлаждения зависят от скорости вращения медного диска. Процесс необходимо проводить в вакууме.
- "Намораживание" на холодную подложку
Жидкий металл выдавливается через отверстие в дне тигля. Намораживание происходит при ударе жидкой струи о вращающуюся холодную подложку (или о периферию вращающегося ролика). При условии жесткого контроля стабильности струи жидкого металла, получаются ленточки шириной до 3 мм и толщиной 10 мкм. Можно изготавливать чешуйки и порошок. Скорости охлаждения при "намораживании" находятся в пределах 105 – 107 град/с. Этот способ широко применяется в лабораторных исследованиях и доведен до промышленного состояния.
Для получения более широкой ленты (> 3 мм) разработаны другие способы, такие как литье плоской струей и наволакивание расплава .
Экстракция расплаваЭтот способ имеет два варианта: экстракция расплава из тигля и экстракция расплава из висящей капли, отличающиеся принципом подачи жидкого металла на охлажденную подложку. Металл сцепляется на короткое время с кромкой диска, затем затвердевает, отделяется от нее и падает в виде волокна. Изменив кромку диска, можно получать отдельные волокна, которые можно обрабатывать как порошок. Скорости охлаждения такие же, как в способе намораживания на холодную подложку.
В процессе экстракции расплава из висящей капли отсутствует проблема тигля, а при экстракции расплава из тигля для исключена реакции между тиглем и расплавом можно применять гарнисажную плавку. Оба способа можно рекомендовать для химически активных металлов.
Толщина волокон равна, как правило, 10-20 мкм и зависит от сплава и скорости охлаждения.
В процессе экстракции расплава при помощи водоохлаадаемого вращащегося диска с зубчатой кромкой достигается скорость охлаждения 104 - 106 град/с.
Подобный способ сравнительно дешев, надежен и может быть усовершенствован для большинства сплавов.
Сплавы, полученные способом экстракции из расплава, превращают в компакт, используя различные способы деформации. Первоначальный компакт может быть изготовлен непосредственно из спрессованных «вхолодную» частиц, либо частицы измельчаются до нужного гранулометрического размера.
В целом, анализируя материалы по получению быстрозаристалли-зованных частиц, можно сделать вывод, что при использовании методов распыления достигается скорость охлаждения при кристаллизации порядка 104...106 град/с. Для получения более высокой скорости необходимо уменьшить размер порошка до 20...30 мкм, что делает его очень взрывоопасным. Для достижения более высоких скоростей охлаждения необходимо осуществлять охлаждение на подложке. Для чешуек или пластинок толщиной 0,1-1,0 мкм достигнуты скорости кристаллизации 108 –109 град/с. В печати сообщалось о скорости кристаллизации 1010 град/с, которую следует считать максимальной для данного способа охлаждения чешуек и пластинок.
3.ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Похожие работы



... тюнинга легкового автомобиля, приводятся технические требования к различным агрегатам автомобиля. Учебное пособие комплектуется демонстрационными материалами – фото тюнинговых автомобилей (5 шт.) Внешний тюнинг автомобилей Аэрография на автомобилях Глава 2. Тюнинг внедорожников Тюнинг для внедорожников это почти все то, о чем мы говорили в первой главе данной работы, за ...
... каждой фирмы сократили трудоёмкость изготовления одной машины вдвое. «Форд», «Дженерал Моторз», «Додж» впервые предприняли крупносерийное, а затем и массовое производство автомобилей. Немалый вклад в изобретение автомобиля и его совершенствование внесли и российские изобретатели, но о них в следующей главе. Развитие автостроения России до 1917 года. Российские автомобилисты в 1996 ...
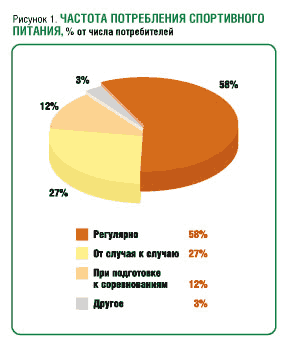
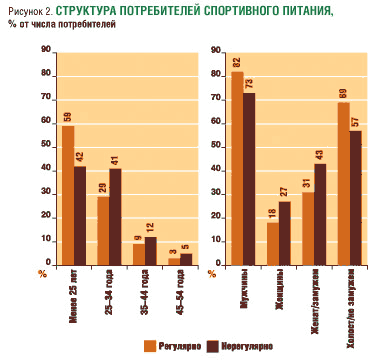
... мнение о вредности спортивного питания и развивать культуру потребления как специализированных продуктов для спорта, так и здорового питания в целом. 4. Классификация товаров на примере торгового предприятия ООО “АШАН” Фирма ООО «Ашан» является обществом с ограниченной ответственностью в котором работают 18 человек, 10продавцов, директор, шофер, грузчик, уборщица, ...





... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...
0 комментариев