ЛИТЕРАТУРНЫЙ ОБЗОР ПО ТЕМЕ ДИПЛОМА
Сплавы системы Al – Mg – Si
Жаропрочность поршневых литейных
Жаропрочность высококремниевых
Кратковременные испытания литейных
Быстрозакристаллизованные сплавы на основе алюминия и способы их получения
Обоснование выбора сплавов для
Коэффициент линейного расширения исследуемых сплавов
ЭКОНОМИКА
Индивидуальное производственное задание на выполнение НИР
Составление сметы затрат на дипломную НИР
ПРОМЫШЛЕННАЯ ЭКОЛОГИЯ И
Разработка инженерных мероприятий по
Навигация
Обоснование выбора сплавов для
Исследование применения сплавов системы Al-Mg-Si для производства поршней гоночных автомобилей
105583
знака
49
таблиц
12
изображений
3.1 Обоснование выбора сплавов для
исследования
Сплавы системы Al – Si широко используются для производства поршней. Как правило, они классифицируются как:
1) доэвтектические (содержание Si 6…9 %)
2) эвтектические (10…12 %)
3) заэвтектические сплавы (17…21 %)
Например: Mahle124, АК 12 D, Mahle 138,1379 и т.д.
Также используются поршни из сплавов системы Al – Cu – Mg – Fe – Ni (RR 58, АК 4-1 и т.д.). Эти сплавы обеспечивают повышенную жаропрочность при высоких температурах 200…250 o C, но по сравнению со сплавами системы Al – Si имеют более высокий коэффициент линейного расширения и более низкую износостойкость.
Для производства поршней используются различные технологические методы: литьё, штамповка, твёрдо – жидкая штамповка и т.д.
Существует ярко выраженная тенденция улучшения свойств, характеристик поршневых материалов путём использования гранулируемых сплавов (RSR/PM) и композиционных материалов с металлической матрицей (MMC).
Например, гранулируемый сплав RSR/PM 1379 (17…19 % Si) выпускается в российской промышленности.
Этот сплав имеет коэффициент линейного расширения ~ 17…18 ppm/oC , плотность 2,70 г/см3, теплопроводность около 120…130 W/moC, очень высокую износостойкость и высокую размерную стабильность.
Уменьшение плотности алюминиевого сплава может способствовать его легированию элементами, имеющими меньшую по сравнению с алюминием плотность, например, Mg.
Магний хорошо растворим в твёрдом растворе и понижает теплопроводность и жаропрочность. Для сохранения положительного влияния Mg на плотность и удаления негативного влияния на теплопроводность, он должен находиться во всех фазах в виде соединений, например, Mg2Si. Растворимость Mg2Si в алюминии намного ниже, чем у Mg.
Разработка сплава с высоким содержанием Mg2Si фазы является главной идеей дальнейшего исследования.
Соединение сплавов системы Al – Mg с Si способствует повышению жаропрочности серии алюминиевых сплавов, что достигается в результате плохого взаимодействия a - твердого раствора с Mg2Si фазой. Это понижает интенсивность процесса диффузии. В то же время, Mg2Si фаза уменьшает вязкость сплавов и, согласно литературным данным, содержание Si в Mg2Si сплавах не должно превышать 1,5…2 %.
В 40-х годах немецкие учёные Майер и Росслер изучали Al – Mg – Si сплавы и пытались применить их для производства поршней для авиадвигателя. Задача заключалась в понижении плотности до 2,5 – 2,6 г/см3 и повышении жесткости и теплопроводности. Тем не менее, согласно результатам исследований, они не достигли такого уровня. Был разработан сплав: 5-7% Mg и 1,0 – 1,5 % Si. Этот сплав получил название Mg 51. Позднее был разработан сплав Magsimal 59 (~ 5% Mg, 2% Si) для производства автомобильных деталей путём литья и реокастинга. Промышленные сплавы типа AD 31 (по зарубежным стандартам серия 6000) содержат Mg и Si не более 1,5 %. В этом случае всё количество фазы Mg2Si во время охлаждения оказывается в растворённом виде (пропитка раствором) и, после искусственного старения, выпавшие в осадок фазы укрепляли сплав. Соотношение Mg к Si в Mg2Si составляет 1,73. Растворимость Mg2Si при 520о С около 2%.
3.2 Исследование гранулированных сплавов
Одним из главных эффектов высокоскоростной кристаллизации является уменьшенный размер всех структурных компонентов сплава, включая нерастворимые в матрице интерметаллиды (первичные кристаллы, эвтектики). Следовательно, существует возможность трансформировать избыточные кристаллы Mg2Si в дисперсные фазы. Это должно упрочнить сплав.
Выбор сплавов для исследования был сделан согласно квази – бинарному сечению равновесной диаграммы Al – Mg – Si (рис.1). Для исследования были выбраны сплавы с фазовыми составами Al - Mg2Si и Al - Mg2Si - Si (таблица 1).
Таблица 3.1. Химические составы выбранных гранулируемых сплавов.
| Сплав № | Mg | Si | Fe | Ni | Zr | Al | Mg2Si | Mg | Si | STM | |||||
| 1R | 10-12 | 11,1 | 19-21 | 21,5 | 1,3-1,7 | 2,0 | 1,8-2,2 | 1,5 | 0,8-2,2 | 0,49 | 63,4 | 17,5 | - | 15 | 4 |
| 2R | 8-8,5 | 9,1 | 4,8-5,2 | 4,65 | 1,3-1,7 | 1,9 | 1,8-2,2 | 2,1 | 0,7-0,9 | 0,8 | 81,45 | 12,7 | 1,05 | - | 4,8 |
| 3R | 10-10,5 | 12,0 | 6-6,4 | 6,65 | 1,3-1,7 | 2,0 | 1,8-2,2 | 2,1 | 0,7-0,9 | 0,7 | 76,65 | 18,15 | 0,5 | - | 4,8 |
| 4R | 15-15,5 | 17,3 | 8,8-9,2 | 9,3 | 1,3-1,7 | 1,9 | 1,8-2,2 | 1,8 | 0,7-0,9 | 0,62 | 69,1 | 26,1 | 1,2 | - | 4,3 |
| 5R | 8-8,5 | 8,25 | 12-12,5 | 11,1 | 1,3-1,7 | 1,9 | 1,8-2,2 | 1,6 | 0,7-0,9 | 0,9 | 76,25 | 13 | - | 6,35 | 4,4 |
| 6R | 4-4,5 | 5,35 | 18-19 | 19,5 | 1,3-1,7 | 1,97 | 1,8-2,2 | 1,6 | 0,7-0,9 | 0,6 | 70,95 | 8,45 | - | 16,4 | 4,5 |
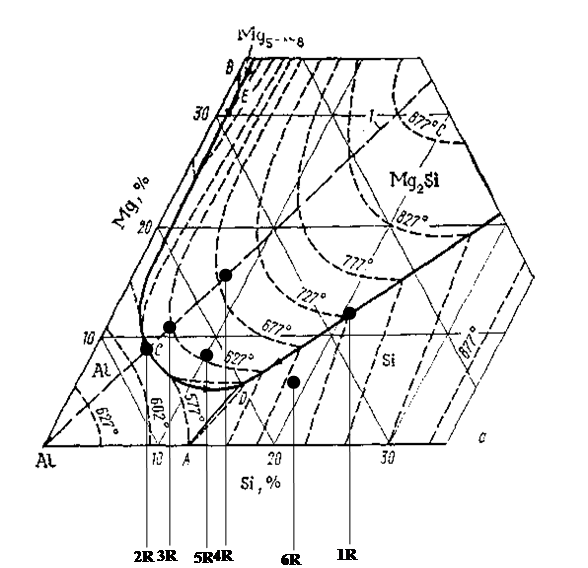
Рис.1 Квази-бинарное сечение равновесной диаграммы Al – Mg – Si · - расположение исследуемых сплавов Сплавы Al – Mg2Si – Si были выбраны в попытке улучшить свойства благодаря измельчению Mg2Si и первичных кристаллов Si. Сплавы были созданы методом высокоскоростной кристаллизации расплава. Скорость охлаждения во время кристаллизации была 103…104 K/c. Гранулы были помещены в технологические контейнеры, подвергнуты вакуумной дегазации и компактированию. Затем уплотнённые гранулы подверглись прессованию в прутки. Предварительные результаты показали, что твёрдость всех сплавов достаточно высока в прессованном состоянии (Таблица 2).
Таблица 3.2. Твёрдость исследуемых сплавов до и после термообработки
| Сплав № | После прессования | 525оС, вода + 175оС в течение 12 ч |
| 1R | 95,5 | - |
| 1R (чешуйки) | 178 | - |
| 2R | 91 | 120 |
| 3R | 83 | 150 |
| 4R | 98,3 | 157 |
| 5R | 89,7 | 152 |
| 6R | 101 | 162 |
Высокая твёрдость при таком прессовании (без термообработки) очень важна, потому что она сохранилась неизменённой после 100 часов выдержки при температуре 350оС. Микроструктурный анализ сплава 1R показал, что уровень охлаждения недостаточно высок для формирования псевдоэвтектической структуры. Первичные кристаллы Si достигали размеров около 3…5 мкм. Сплав 1R в целом имеет хороший комплекс свойств (таблица 3), но вязкость и теплопроводность сплава очень низки. Для улучшения свойств сплава 1R уровень охлаждения во время затвердевания был поднят до 106…107 К/с. Сплав был сделан в виде чешуек толщиной около 20 мкм, которые были получены путём кристаллизации на медном диске. Более быстрая кристаллизация упрочнила сплав.
Таблица 3.3. Прочностные характеристики сплава 1R в зависимости от способа получения.
| Сплав | Температура исследования, оС | |||
| 20 | 250 | 300 | ||
| 1R (гранулы) | UTS, MPa | 320 | 155 | 117 |
| YS, MPa | 278 | 138 | 96 | |
| d, % | 0,5 | 1,0 | 2,0 | |
| s 20 | 110 | |||
| 1R (чешуйки) | UTS, MPa | 530 | 211 | 135 |
| YS, MPa | 503 | 170 | 105 | |
| d, % | 0,5 | 1,5 | 2,5 | |
В микроструктуре сплава первичных кристаллов не наблюдалось. При увеличении х1600 на сером фоне наблюдались отдельные кристаллы Mg2Si звездообразной формы.
Наиболее важные физические свойства (твёрдость, сопротивление текучести, прочность при комнатной и высокой температуре) сплава 1R намного выше, чем сплав фирмы Mahle – мирового лидера в области изготовления поршней гоночных автомобилей (RR 58, Mahle 124 – в российской номенклатуре АК4-1 и АК 12 D соответственно).
Однако теплопроводность повысилась незначительно. Очевидно, для повышения теплопроводности требуется увеличить объём a-твёрдого раствора, что можно достичь путём снижения содержания легирующих элементов. Анализ остаточной твёрдости показал, что все сплавы систем Al – Mg2Si и Al - Mg2Si – Si обладают более высокой твёрдостью после воздействия высоких температур (300, 350оС), чем АК4-1(таблица 4).
Таблица 3.4. Остаточная твёрдость исследуемых сплавов после 100 часов выдержки
при разных температурах.
| Сплав № | Состояние | Температура, оС | |||||
| После прессования | После «старения» | 150 | 200 | 250 | 300 | 350 | |
| 1R (гранулы) | 92,8…98,3 | - | 89,7…95.0 | 88,7…93,3 | 88,7…98,3 | 93,9…97,2 | 91,7;95,0 |
| 1R (чешуйки) | 178 | - | 150;159;164 | 155;157;161 | 159;166;177 | 166;169; 171 | 150;159; 171 |
| 2R | 91,7 | 120 | 121;123;129 | 102;110;123 | 86,8;89,7; 92,8 | 81,3;84,9; 88,7 | 81,3;84,9; 85,8 |
| 3R | 83,0 | 150 | 136;138;142 | 97,2;98,3; 101 | 75,5;80,4; 81,3 | 73,2;78,7; 79,6 | 77,1;77,9; 80,4 |
| 4R | 98,3 | 157 | 146;148;152 | 108;111;111 | 90,7;92,8; 93,9 | 90,7;91,7; 91,7 | 84,0;92,8; 93,9 |
| 5R | 89,7 | 152 | 144;144;146 | 95,0;96,1; 98,3 | 80,4;85,8; 85,8 | 77,9;80,4; 80,4 | 77,9;79,6; 83,0 |
| 6R | 101 | 162 | 146;150;152 | 115;117;117 | 95,0;98,3; 98,3 | 88,7;93,9; 95,0 | 91,7;92,8; 93,9 |
Исследование сплавов №№ 2R – 6R было проведено, главным образом, в условиях высоких температур: искусственное старение.
По этой причине все сплавы, кроме № 2R, обладают высокой твёрдостью – HB ~ 150…160 МПа (таблица 4). После нагрева да 150 и 200оС твёрдость понизилась в результате распада твёрдого раствора.
Структура сплавов при высокой температуре очень стабильна – остаточная твёрдость после 250, 300 и 350оС почти такая же, как в состоянии после прессования. Высокая жаропрочность сплавов подтвердилась результатами исследования «длительной прочности» (таблица 5).
Таблица 3.5. Длительная прочность сплавов, в течение 20 часов при температуре
250оС
| Сплав № | s 20 , МПа |
| 1R (гранулы) | 110 |
| 2R | 110 |
| 3R | 100 |
| 4R | 105 |
| 5R | 100 |
| 6R | 110 |
Таблица 3.6. Прочностные свойства прутков, полученных путём прессования
исследуемых гранулированных сплавов.
| Сплав № | Комнатная температура | 250оС | 300оС | 350оС | |
| 1R | UTS, MPa | 320 | 155 | 135 | - |
| YS, MPa | 278 | 138 | 105 | - | |
| d, % | 0,5 | 1,0 | 2,5 | ||
| 2R | UTS, MPa | 358 324 2,6 | 185 176 17,2 | 130 122 20,8 | 77 75 28,4 |
| YS, MPa | |||||
| d, % | |||||
| 3R | UTS, MPa | 378 | 185 | 119 | - |
| YS, MPa | 359 | 173 | 115 | - | |
| d, % | 1,0 | 2,0 | 1,2 | - | |
| 4R | UTS, MPa | 383 | 195 | 132 | - |
| YS, MPa | 372 | 189 | 129 | - | |
| d, % | 0,4 | 3,4 | 2,4 | - | |
| 5R | UTS, MPa | 345 | 215 | 133 | 80 |
| YS, MPa | 326 | 203 | 110 | 70 | |
| d, % | 2,8 | 2,8 | 9,6 | 18,4 | |
| 6R | UTS, MPa | 393 | 241 | 83 | |
| YS, MPa | 342 | 218 | 72 | ||
| d, % | 1,2 | 1,2 | 16,8 |
Таблица 3.7. Теплопроводность изучаемых гранулированных сплавов, W/mK
| Температура, оС | 1R чешуйки гранулы | 2R | 3R | 4R | 5R | 6R | |
| 20 | 88,8 | 93 | 115 | 100 | 108 | 133 | 110 |
| 50 | 89,2 | 93 | 119 | 96,1 | 110 | 136 | 110 |
| 100 | 90,8 | 93 | 125 | 95,8 | 113 | 141 | 110 |
| 150 | 92,9 | 94 | 131 | 101 | 116 | 145 | 111 |
| 200 | 95,1 | 94 | 134 | 109 | 119 | 149 | 112 |
| 250 | 96,8 | 93 | 135 | 118 | 122 | 150 | 114 |
| 300 | 97,6 | 92 | 135 | 124 | 122 | 148 | 116 |
| 350 | 97,0 | 90 | 134 | 124 | 122 | 144 | 119 |
| 400 | 94,5 | - | 135 | 115 | 122 | 137 | 122 |
Таблица 3.8. Плотность и модуль Юнга исследуемых гранулированных сплавов
| Сплав № | Плотность, г/см3 | E, ГПа |
| 1R (чешуйки) | 2,60 | - |
| 2R | 2,63 | 81 |
| 3R | 2,62 | 81,5 |
| 4R | 2,55 | 82 |
| 5R | 2,62 | 86 |
| 6R | 2,61 | 83 |
Микроструктура сплавов 2R, 3R и 4R состояла из звездообразных частиц Mg2Si фазы, размером около 2…3 мкм, которые однородно распределены в твёрдом растворе. На микроструктуре сплава 6R вдобавок были видны частицы первичного Si. Результаты испытаний показали, что сплавы №№ 3R – 6R обладают низкой пластичностью при комнатной температуре. В итоге, лучшим комплексом свойств обладал сплав 2R. Все сплавы обладали высоким модулем Юнга, низким коэффициентом линейного расширения, но теплопроводность оказалась ниже, чем ожидалось, причину этого в ходе данного этапа исследования выявить не удалось. Наибольшую теплопроводность имеет сплав № 5R – 144…150 W/mK при температуре 250…350оС .
Однако, сплав № 2R, содержащий больше алюминия, чем сплав № 5R, имеет теплопроводность ~ 135 W/mK при той же температуре. Очевидно, одной из причин этого является наличие в сплаве свободного магния. Соотношение Mg : Si в этом сплаве больше, чем 1,73. На кривой графика коэффициента линейного расширения для этого сплава где изменения зависят от температуры, наблюдается значительное отклонение (рис.2 пункта 3.3). Возможно, всякие примеси тоже оказывают негативное влияние на теплопроводность. Электропроводность сплава № 2R почти такая же, как у сплава Д16Т. Рекомендуется подробное исследование всех факторов.
Плотность сплавов достаточно низкая (2,55…2,63 г/см3), очевидно, что она может быть ещё более снижена с помощью оптимизирования содержания тяжелых металлов – Zr, Ni, Fe в сплаве (в сплавах №№ 1R – 6R содержание этих компонентов около 4…5 %).
Итак, в ходе проведённой исследовательской работы стало очевидно, что состав сплава № 2R может стать базой для дальнейшего исследования.
Похожие работы



... тюнинга легкового автомобиля, приводятся технические требования к различным агрегатам автомобиля. Учебное пособие комплектуется демонстрационными материалами – фото тюнинговых автомобилей (5 шт.) Внешний тюнинг автомобилей Аэрография на автомобилях Глава 2. Тюнинг внедорожников Тюнинг для внедорожников это почти все то, о чем мы говорили в первой главе данной работы, за ...
... каждой фирмы сократили трудоёмкость изготовления одной машины вдвое. «Форд», «Дженерал Моторз», «Додж» впервые предприняли крупносерийное, а затем и массовое производство автомобилей. Немалый вклад в изобретение автомобиля и его совершенствование внесли и российские изобретатели, но о них в следующей главе. Развитие автостроения России до 1917 года. Российские автомобилисты в 1996 ...
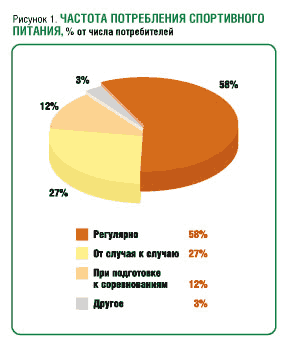
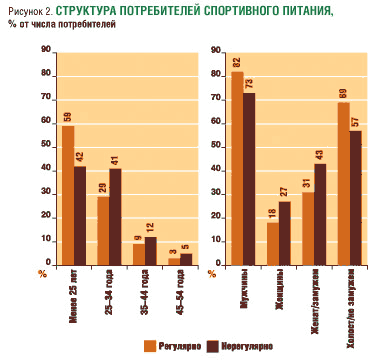
... мнение о вредности спортивного питания и развивать культуру потребления как специализированных продуктов для спорта, так и здорового питания в целом. 4. Классификация товаров на примере торгового предприятия ООО “АШАН” Фирма ООО «Ашан» является обществом с ограниченной ответственностью в котором работают 18 человек, 10продавцов, директор, шофер, грузчик, уборщица, ...





... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...
0 комментариев