ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПРИЕМКУ ДЕТАЛИ
Операция слесарная - верстак
Операция автоматная
РАСЧЁТ
НОРМ ВРЕМЕНИ НА ВСЕ ОПЕРАЦИИ. УСТАНОВЛЕНИЕ РАЗРЯДОВ
Операция слесарная
ПРОЕКТИРОВАНИЕ СТАНОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНОЙ ОПЕРАЦИИ
ВЫБОР ПОТРЕБНОГО КОЛИЧЕСТВА ПОДЪЁМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
РАСЧЁТ
ПРОИЗВОДСТВЕННЫХ ПЛОЩАДЕЙ, ОПИСАНИЕ ПЛАНИРОВКИ УЧАСТКА
Мероприятия по противопожарной защите
ОПРЕДЕЛЕНИЕ СТОИМОСТИ МАТЕРИАЛА
РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРОЕКТА И УРОВНЯ РЕНТАБЕЛЬНОСТИ
Навигация
Операция слесарная
Планирование участка и производственные расчеты
73989
знаков
6
таблиц
0
изображений
40 Операция слесарная
Установить деталь. Снять. [9]
Тв =0,52 Тшк = 3,48 (мин)
Т0 = 2,96
Назначаем IV разряд работ.
2.16 ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВЫБРАННОГО ВАРИАНТА ОБРАБОТКИ
В дипломном проекте на токарной операции деталь обрабатывается на станке 1Б284, в заводском варианте - на 4-х станках 1512. [15]
Сравниваем показатели: 1512 1Б284
Стоимость станка в руб.; 370000тенге(4шт) 23086
Мощность эл.двигателя, квт; 880.квт (4шт) 30
Штучное время, час; 0,86 0,993
Машинное время, час; 0,67 0,081
Стоимость минуты
эксплуатации инструментам. 0,111 0,42
3 КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1.ПРОЕКТИРОВАНИЕ СПЕЦИАЛЬНОГО РЕЖУЩЕГО ИНСТРУМЕНТА
Основными конструктивными элементами метчика являются режущая л калибрующая части, число; профиль и направление канавок, углы резания, утонение калибрующей части, элементы резьбы, комплектность [11,12]
В соответствии с ГОСТ определяем номинальные размеры резьбового соединения: Д, Д1, Д2, Р, Н, Н1, R.
Наружный диаметр Д = 16мм
Внутренний диаметр Д1 = 13,8350,3 мм
Средний диаметр Д2 = 14,7010,132 мм
Шаг Р = 2±0,03 мм
Н = 0,87 Р =1,74 мм
Н1 = 0,54 Р =1,08 мм
R = 0,14 Р = 0,28 мм
Предельные размеры диаметров гайки
Д2max = Д2 + ES, где ЕS- верхнее отклонение
Д1max = Д1+ ES,
Д2max = 14,701 + 0,132 = 14,833мм
Д1max = 13,835 + 0,3 = 14,135мм
Диаметр метчика по переднему торцу
dT = Д1- (0,1 : 0,35) =13,835 - 0,1 = 13,735мм
Длина режущей части метчика
lp1, = 6 Р = 12мм
Диаметры для метчика
d = Д = 16 мм
d2 = Д2 = 14,701мм
d2 = Д1 + 0,055 Р = 13,835 + 0,055 * 2 = 13,945мм
Задний угол a= 100
Величина затылования
К = tga ( p D / n) = 10* 3,14 * 16 / 3 = 2,95
tgax( K n / p D ) = 295 * 3 / 3,14 * 16
tgaN = tgax * sin 300 = 0,088;
tgaN3 = tgax * sin 900 - 5,4 = 0,175;
По результатам расчетов углов по указанным зависимостям строят графики их изменения. Хорошее качество резьбы получается при условии оптимальных режимов резания, геометрии метчика, состава СОЖ и способа крепления метчика.
На станке применяют два способа нарезки резьбы метчиками:
самозатягивание без принудительной подачи и подача по копиру.
3.2 Проектирование измерительного инструмента
Произведем расчет исполнительных размеров калибров - пробок М16 - 7Н СТП 0742-192-84 для отверстия М 16 -2-Н7 [6]
1) Определяем наибольшее значение среднего диаметра отверстия, так как оно совпадает с номинальным, то по таблице находим Д2 =14,701мм
По таблице 5 для шага 2 и Æ 16мм находим принятый номер строки - 26.
По таблице 6 находим для строки номер 26 верхнее отклонение нового калибра равно + 23мкм.
Нижнее отклонение нового калибра равно + 9мкм;
предельное отклонение изношенного калибра равно - 5мкм.
Размер нового калибра пробки по среднему диаметру равен 14,701 + 0,023 = 14,724 мм
Допуск равен (+23) - (+0,9) = 14мкм
Следовательно, исполнительный размер пробки ПР по среднему диаметру равен 14,724 - 0,014
Размер предельного изношенного калибра равен
14,701 - 0,005 = 14,696 мм.
2) Определить исполнительный размер пробки ПР по наружному диаметру; нужно знать наибольшее предельное отклонение внутреннего диаметра отверстия Д. Оно совпадает с номинальным, то Д = 16мм.
Потом по таблице II для. строки 26 находим верхнее отклонение калибра, оно равно + 30мкм.
Нижнее отклонение калибра по наружному Æ = +2мкм.
Предельное отклонение изношенного калибра = - 5мкм.
Допуск равен (+30) - ( +2 ) = 28мкм
Следовательно, исполнительный размер ПР по наружному диаметру равен 16,030 - 0,028мкм.
Размер предельного изношенного калибра по наружному диаметру 16,0 - 0,005 = 15,995мм.
3) Для определения исполнительного размера ПР по внутреннему диаметру необходимо знать значение предельного внутреннего наименьшего диаметра отверстия Д1 = 13,835 По табл.15
Верхнее отклонение нового калибра равно 0, нижнее отклонение нового калибра равно -26 мкм.
Допуск равен -26мкм, исполнительный размер пробки ПР по внутреннему диаметру равен 13,835 - 0,026 (мм)
Проходными резьбовыми пробками при полном их свинчивании с деталями устанавливают, что погрешности Da/2 и DPn скомпенсированы погрешностью среднего диаметра, а также то, что размер Д не менее установленного предельного размера. Проходными пробками, таким образом, проверяют резьбу комплексно.
Непроходными пробками проверяет средние диаметры отверстий ! и устанавливают, что размер ДZ не больше установленных предельных размеров.
Находим наибольшее значение среднего диаметра отверстия т.к. оно совпадает с номинальным, то по таблице находим Д2 =14,966мм, по таблице 5 для шага 2 и диаметра 16 находим номер строки, он равен 26.
По [6] находим для строки 26 верхнее отклонение нового калибра равно + 14мкм.
Нижнее отклонение пробки не равно 0, предельное отклонение изношенного калибра равно - 8мкм.
Размер исполнительного нового калибра пробка по среднее диаметру равен 14,966 + 0,014 = 14,980мм
Размер предельно-изношенного калибра равен 14,980 - 0,008 = 14,973
4) Определить исполнительный размер пробки не по наружному диаметру. Нужно наибольшее предельное отклонение внутреннего диаметра отверстия Д = 15,387. По таблице II номер строки 26 находим верхнее отклонение калибра, оно равно + 21мкм.
Размер предельно-изношенного U = 7мкм
Допуск равен (+21мкм) - (+ 7мкм) = 28мкм
Следовательно, исполнительный размер по наружному диаметру равен 15,387 - 0,028 = 15,359мм
5) Для определения исполнительного размера ПР по внутреннему диаметру необходимо знать значение наименьшего диаметра отверстия Дт = 13,835
По таблице 15 нижнее отклонение равно 7мкм, исполнительный размер пробки 13,835 - 0,007 = 13,828мм
Похожие работы

... , комплексными или локальными; стратегическими, тактическими (как правило, годовыми) или оперативными. Распространенными методами организации работ по планированию являются сетевые методы и построение оперограмм. Рассмотрим кратко эти методы. Сетевое планирование и управление (СПУ) — это графоаналитический метод управления процессами создания (проектирования) любых систем. Сетевой график — ...
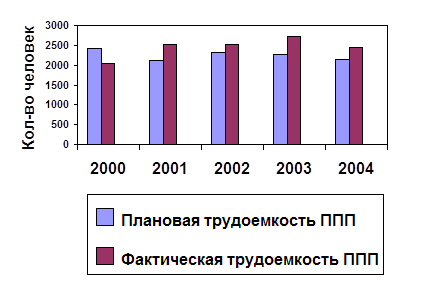
... – перечень факторов, увеличивающих трудоемкость в планируемом периоде; J=1,2,3...N – перечень факторов и мероприятий, уменьшающих трудоемкость работ в планируемом периоде. Расчет численности представлен в таблице 5.1. Результаты планирования показателей численности промышленно-производственного персонала в сопоставлении с базисными показателями приводятся в таблице 5.2 Таблица 5.1- ...
... номенклатурно-количественных позициях, устанавливаемых расчленением комплектов, предусмотренных планом цеха, а в программе на месяц устанавливаются сроки запуска и выпуска соответствующих партий деталей. В основе планирования серийного производства лежат календарно-плановые нормативы, включающие: размер партии изготовления изделия; нормативный размер партий и периодичность их запуска; ...
... работников данного цеха; - доля (коэффициент) численности общезаводского персонала (аппарат управления, вспомогательных и обслуживающих цехов), в общей численности промышленно-производственного персонала. 7.2 Планирование численности рабочих Методы расчета численности рабочих зависят от выполнения ими нормируемых или ненормируемых работ. На практике применяются два дополняющих друг друга ...
0 комментариев