ОСНОВЫ КЛАССИФИКАЦИИ МАГНИТНЫХ МАТЕРИАЛОВ
Особенности ферримагнетиков
Магнитомягкие высокочастотные материалы
Магнитные материалы специализированного назначения
Применение ферритов
Ферритовые сердечники
Принципы действия запоминающих и переключающихся цепей с сердечниками с прямоугольной петлей гистерезиса
Требования к сердечникам с ППГ. критерии прямоугольности
Основные технологические схемы изготовления ферритов
Исходное сырье и материалы, применяемые для изготовления ферритов
МЕТОДЫ ИСПЫТАНИЯ ФЕРРИТОВ
Способы измерения и контроля магнитных свойств ферритовых материалов и изделий из них
Методы измерения импульсных свойств ферритовых изделий и способы их автоматизации
Навигация
Основные технологические схемы изготовления ферритов
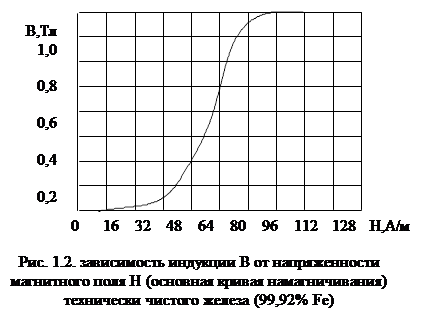
Магнитомягкие материалы. Ферриты
112726
знаков
9
таблиц
4
изображения
4.1. Основные технологические схемы изготовления ферритов
Ферритовые изделия должны строго соответствовать требуемым магнитным и электрическим свойствам, геометрической форме и размерам. При этом должны быть использованы наиболее простые технологические схемы при минимальных затратах сырья, оборудования и энергии. Выход годных изделий должен быть максимальным для выбранной технологической схемы.
В основе технологии изготовления ферритов лежат технологические приемы, свойственные производству керамических изделий и изделий порошковой металлургии. Поэтому большая часть отдельных операций технологической схемы изготовления ферритов заимствована из технологической схемы изготовления керамических изделий и изделий порошковой металлургии.
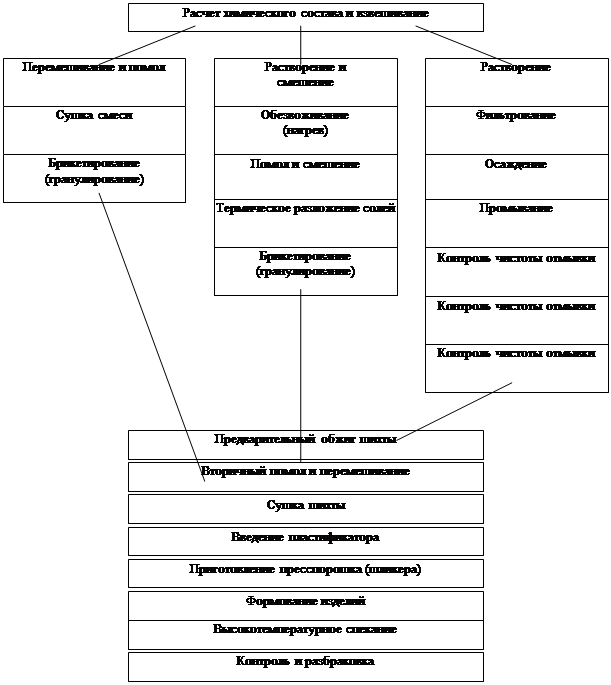
Можно выделить три наиболее распространенные технологические схемы изготовления изготовления ферритов, основанных на:
1) механическом смешивании исходных веществ в виде окислов и солей металлов в количествах, соответствующих химическому составу получаемого феррита;
2) термическом разложении соответствующих солей металлов;
3) совместном осаждении соответствующих солей металлов или их гидратов
окислов.
Технологическая схема получения ферритов на основе механического смешивания окислов и солей. Исходными веществами для изготовления ферритов по этой технологической схеме являются окислы металлов, взятые в соотношении, отвечающем химической формуле получаемого феррита. Иногда часть окислов может быть заменена углекислыми солями одноименного с окислом металла. Такая замена не оказывает влияния на характер отдельных операций и общая схема процесса остается неизменной. Иногда эту технологическую схему называют окисной или керамической.
Кратко охарактеризуем каждую из операций технологической схемы. Анализ исходных окислов и солей производится для определения их физико-химических характеристик: качественного и количественного содержания примесей, величины и формы частиц порошкообразных окислов и солей, активности компонентов.
|
Рис.13 Основные технологические схемы изготовления ферритов.
Для получения заданного феррита исходная смесь должна содержать определенные количества составляющих ее окислов и солей. Для этого производят расчет весовых значений окислов и солей и их взвешивание.
Для получения однородной по химическому составу и размеру частиц смеси взвешенные в необходимых пропорциях исходные окислы и соли перемешивают и размалывают механическим путем. Помол и перемешивание смеси производят в виде сухих порошков (сухой помол), либо в какой-нибудь жидкости (мокрый помол).
При мокром помоле после окончания операции полученную смесь подвергают сушке до полного удаления влаги.
После перемешивания и помола смесь (иногда ее называют шихтой) брикетируют и гранулируют. Цель этих операций - придать шихте более компактную форму ( в виде цилиндрических брикетов, сферических гранул, таблеток) и обеспечить более полное, качественное протекание реакций, которые происходят на последующей стадии технологического процесса - стадии предварительного обжига.
Брикеты, гранулы или просто порошок, прошедшие операцию предварительного обжига, поступают на вторичный помол и перемешивание. Цель этой операции в общем та же, что и первого перемешивания и помола. Однако в этом случае процесс помола должен преобладать над процессом перемешивания, т.к. плотность и размер шихты после предварительного обжига значительно больше, чем в случае исходных окислов и солей.
Сушка шихты после вторичного помола и перемешивания (если эта технологическая операция производилась в какой-либо жидкости) аналогична сушке смеси после смешивания и помола исходных порошков.
Операция формования служит для придания полуфабрикату изделия необходимой формы. Для улучшения формования приготовляют пресспорошок (для шликерного литья - шликеры) - смесь порошка ферритовой шихты и связующих веществ, способствующих получению пластических свойств. Для этого в порошок вводят различные связки, способствующие сцеплению отдельных частиц и позволяющие формовать изделия достаточно прочные для проведения последующих операций.
Отформованные изделия проходят высокотемпературное спекание. Цель этой операции - получение ферритовых элементов с определенными магнитными и электрическими параметрами.
Спеченые изделия (ферриты) подвергают контролю, в т.ч. по внешнему виду (на отсутствие трещин, раковин, и т.д.); по геометрическим размерам (на соответствие чертежу); определению магнитных, электрических и физико-механических характеристик (на соответствие техническим условиям). По результатам контроля изделия разделяют на годные и бракованные.
Технологическая схема, основанная на термическом разложении солей. Эта технологическая схема имеет много общих операций с предыдущей. Отметим лишь те операции, которые ее отличают.
Термическое разложение солей связано с тем, что в качестве исходных веществ применяют растворимые сернокислые, азотнокислые, солянокислые соли металлов, соответствующих составу ферритов. Каждую соль грубо измельчают до размера частиц 1-2 мм и перемешивают. Затем соли помещают в соответствующий сосуд вместе с водой (в соответствии 1л воды на каждые 5 кг соли), нагревают смесь до кипения и после полного испарения воды подвергают окончательному обезвоживанию с целью удаления кристаллизационной воды путем дальнейшего нагрева смеси солей до 300°С. Процесс обезвоживания достаточно продолжителен (до 24 ч в зависимости от природы используемых солей). Следующей операцией является термическое разложение солей - прокаливание смеси при 900-1000°С в керамических сосудах (тиглях) до полного удаления газов - продуктов разложения. Длительность этой операции - 3-5 ч.
Следует отметить, что в случае термического разложения солей можно совместить операции прокаливания солей и предварительного обжига, в этом случае отпадает необходимость в брикетировании и гранулировании.
Технологическая схема, основанная на совместном осаждении углекислых солей. Эта схема так же, как и предыдущая, имеет много общего с керамической схемой изготовления ферритов. Рассмотрим отличительные операции этой схемы. Соли смешивают и растворяют в дистиллированной воде. Растворы солей и осадителя после фильтрации постепенно сливают при непрерывном перемешивании, иногда нагревая смесь для ускорения процесса осаждения. Полученный осадок несколько раз промывают в воде или слабом растворе осадителя для удаления растворимых примесей. Чистоту отмывки контролируют на содержание определенных ионов (например, при растворении сернокислых солей осуществляется контроль на полноту отмывки от ионов SO4).
Преимущества и недостатки различных технологических схем. К преимуществам изготовления ферритов механическим смешиванием окислов и солей (керамический способ) можно отнести: возможность точного соблюдения заданного химического состава; отсуствие отходов и связанной с этим переработки меньших количеств сырья; отсутствие вредных выделений; простоту технологической схемы.
Недостатки керамического способа - необходимость тщательного измельчения и смешивания исходных солей и окислов для получения однородной химической смеси.
Преимущества остальных рассмотренных схем изготовления ферритов являются: получение очень однородных по химическому составу смесей, практически не нуждающиеся в дальнейшем перемешивании; получение высокой химической активности шихты. К недостаткам этих схем относятся: трудности, связанные с точным соблюдением химического состава ферритов из-за возможности потерь отдельных компонентов при растворении и осаждении ввиду различной растворимости исходных солей; необходимость переработки больших количеств исходных веществ; выделение отходов, загрязняющих воздух или сточные воды.
Похожие работы
... и др. элементами; порошковые материалы, из которых постоянные магниты, получают прессованием порошков с последующей термообработкой; прочие магнитные материалы (например, сплавы на основе редкоземельных металлов, устаревшие материалы, пластически деформируемые сплавы, эластичные магниты и др.). По применению магнитотвердые материалы подразделяют на материалы, применяемые для изготовления ...
... по миру. Если в 1900 г. в год получали около 8 тысяч тонн легкого металла, то через сто лет объем его производства достиг 24 миллионов тонн. 2. Металлические проводниковые и полупроводниковые материалы, магнитные материалы 2.1 Классификация электротехнических материалов Электротехнические материалы представляют собой совокупность проводниковых, электроизоляционных, магнитных и ...
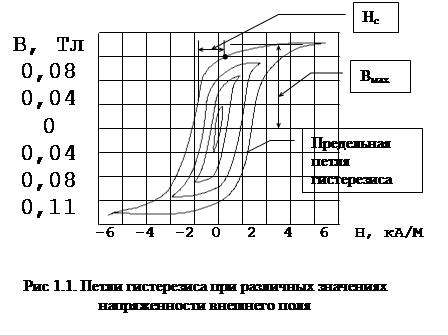
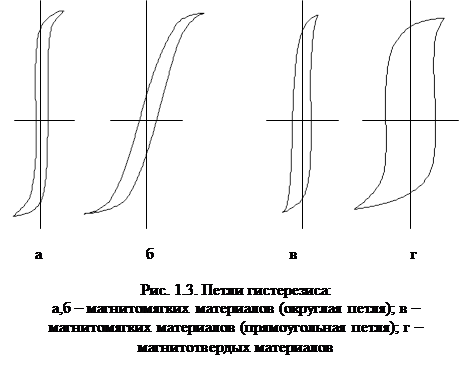
... 3.1. Общие сведения. К магнитотвердым материалам относятся магнитные материалы с широкой петлей гистерезиса и большой коэрцитивной силой Нс (рис. 1.3, г). Основными характеристиками магнитотвердых материалов являются коэрцитивная сила Нс, остаточная индукция Вс, максимальная удельная магнитная энергия, отдаваемая во внешнее пространство wмах. Магнитная проницаемость m магнитотвердых материалов ...
... . К таким диэлектрикам относятся целлюлоза и продукты ее переработки, полярные полимеры. Дипольно-релаксационная поляризация наблюдается также у льда. Диэлектрическая проницаемость указанных материалов в большой степени зависит от температуры и от частоты приложенного напряжения, подчиняясь тем же закономерностям, какие наблюдаются для полярных жидкостей. Можно отметить, что диэлектрическая ...
0 комментариев