Обзор отечественных разработок
Анализ дестабилизирующих факторов
Основные технические параметры
Выбор материалов конструкций
Выбор и обоснование компоновочной схемы, методов и
Задаемся вероятностью правильного расчета р
Выбор способов и методов герметизации
Выбор способов и методов виброзащиты
Расчет теплового режима блока управления электромеханического замка
Расчет конструктивно-технологических параметров
Полный расчет надежности
Расчет технологичности изделия
Обоснование выбора средств автоматизированного проектирования
Мероприятия по защите от коррозии, влаги, электрического удара, электромагнитных полей и механических нагрузок
Защита от электрического удара
Навигация
Расчет технологичности изделия
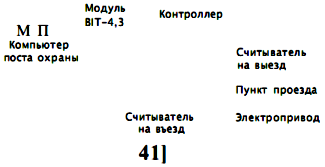
Разработка блока управления электромеханическим замком
129657
знаков
12
таблиц
1
изображение
6.6 Расчет технологичности изделия
Основным критерием, определяющим пригодность аппаратуры к промышленному выпуску, является технологичность конструкции.
Под технологичностью конструкции (ГОСТ 18831-83) понимают совокупность ее свойств, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями конструкций изделий того же назначения при обеспечении заданных показателей качества.
Номенклатура показателей технологичности сборочных единиц и блоков РЭА установлена отраслевым стандартом. В соответствии с ним все блоки РЭА условно разбиты на 4 класса:
1) радиотехнические;
2) электронные;
3) электромеханические;
4) коммутационные.
Для каждого класса установлены свои показатели технологичности в количестве не более 7. Расчет комплексного показателя технологичности конструкции проводится по формуле:
 (6.6.1)
(6.6.1)
где S - общее количество относительных частных показателей.
Блок управления относится к радиотехническому.
Коэффициент механизации и автоматизации подготовки ЭРЭ к монтажу Км.п.ЭРЭ определяется по формуле:
![]() (6.6.2)
(6.6.2)
где ![]() - количество ЭРЭ в штуках, подготовка которых осуществляется механизированным или автоматизированным способом;
- количество ЭРЭ в штуках, подготовка которых осуществляется механизированным или автоматизированным способом;
![]() - общее количество ЭРЭ в штуках.
- общее количество ЭРЭ в штуках.
В данном блоке все ЭРЭ подготавливаются автоматизированным путем, поэтому Км.п.ЭРЭ = 1.
Коэффициент автоматизации и механизации монтажа изделия Ка.м. определяется по формуле:
![]() (6.6.3)
(6.6.3)
где ![]() - количество монтажных соединений, которые осуществляются механизированным или автоматизированным способом;
- количество монтажных соединений, которые осуществляются механизированным или автоматизированным способом;
![]() - общее количество монтажных соединений.
- общее количество монтажных соединений.
![]() = 106;
= 106; ![]() = 148.
= 148.
Ка.м. =106 ¤ 148=0,725.
Коэффициент сложности сборки Кс.сб. определяется по формуле:
![]() (6.6.4)
(6.6.4)
где ![]() - количество типоразмеров сборочных единиц, входящих
- количество типоразмеров сборочных единиц, входящих
в изделие и требующих регулировки или подгонки в процессе сборки;
![]() - общее количество типоразмеров сборочных единиц.
- общее количество типоразмеров сборочных единиц.
Так как, ![]() = 0, следовательно
= 0, следовательно ![]() = 1.
= 1.
Коэффициент механизации и автоматизации операций контроля и настройки электрических параметров Км.к.н. определяется по формуле:
![]() (6.6.5)
(6.6.5)
где ![]() - количество операций контроля и настройки,
- количество операций контроля и настройки,
которые осуществляются механизированным или автоматизированным способом;
![]() - общее количество операций контроля и настройки.
- общее количество операций контроля и настройки.
Hм.к.н. = 2; Hк.н. = 4, следовательно, по формуле (6.6.5):
![]() = 2 ¤ 4 =0,5
= 2 ¤ 4 =0,5
Коэффициент прогрессивности формообразования деталей Кф определяется по формуле:
 (6.6.6).
(6.6.6).
где ![]() - количество деталей в штуках, которые получены прогрессивными методами формообразования;
- количество деталей в штуках, которые получены прогрессивными методами формообразования;
![]() - общее количество деталей в изделии в штуках.
- общее количество деталей в изделии в штуках.
Дпр = 7, Д = 8, следовательно, по формуле (6.6.6):
![]() = 7 ¤ 8 = 0,875
= 7 ¤ 8 = 0,875
Коэффициент повторяемости ЭРЭ Кпов.ЭРЭ определяется по формуле:
![]() (6.6.7)
(6.6.7)
где ![]() - количество типоразмеров ЭРЭ в изделии, определяемое габаритным размером ЭРЭ;
- количество типоразмеров ЭРЭ в изделии, определяемое габаритным размером ЭРЭ;
НТ.ЭРЭ = 11; НЭРЭ = 67.
![]() = 1 – 11 ¤ 67 = 0,835
= 1 – 11 ¤ 67 = 0,835
Коэффициент точности обработки деталей КТЧ определяется по формуле:
![]() (6.6.8)
(6.6.8)
где ![]() - количество деталей, имеющих размеры с допуском по квалитету и ниже в штуках.
- количество деталей, имеющих размеры с допуском по квалитету и ниже в штуках.
ДТЧ = 8; Д = 8.
Комплексный коэффициент технологичности рассчитывается по формуле (6.6.1).
Результаты расчета сведены в таблицу 6.6.1
Таблица 6.6.1 - Расчет комплексного показателя технологичности.
| Показатели технологичности | Обознач. |
|
|
| 1.Коэффициент механизации подготовки ЭРЭ к монтажу. |
| 1.0 | 1.0 |
| 2.Коэффициент механизации и автоматизации монтажа изделия. |
| 1.0 | 0.725 |
| 3.Коэффициент сложности сборки. |
| 0.75 | 0.75 |
| 4.Коэффициент механизации контроля и настройки. |
| 0.5 | 0.25 |
| 5.Коэффициент прогрессивности формообразования деталей |
| 0.31 | 0.271 |
| 6.Коэффициент повторяемости ЭРЭ |
| 0,187 | 0.108 |
| 7.Коэффициент точности обработки |
| 0,11 | 0,11 |
| Сумма | 3.857 | 3.214 | |
| Комплексный коэффициент технологичности |
| 0,77 |
Нормативный показатель технологичности для установочной серии находится в пределах: КН = 0.75...0.8. Отношение К/КН > 1, следовательно, технологичность конструкции блока достаточная.
Похожие работы

... переговорные (аудио) видеоустройства. Системы серии PERCoMS400 могут использоваться в сочетании с более сложными системами контроля и управления доступом. При этом одни и те же карточки могут служить пропусками на все разрешенные к доступу объекты. Максимальное число пользователей для систем PERCoMS400 составляет примерно 500 человек. В настоящее время серия PERCoMS400 имеет несколько моделей. ...
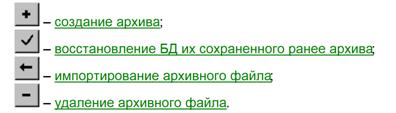
... без сохранения воспользуйтесь кнопкой Отмена или закройте окно стандартным для Windows приемом. Примечание. 1. Программы-архиваторы в состав программно-аппаратного комплекса Менуэт 2000 не входят и для поддержания возможности создания архивов баз данных регистрации и объектов контроля Вы должны позаботиться о наличии на жестких дисках АРМ'М, на которых инсталлированы модули ПАК Менуэт 2000 ...
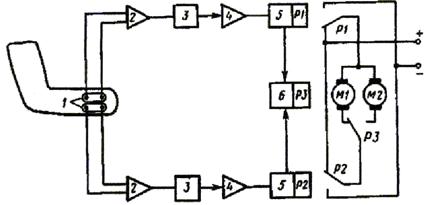
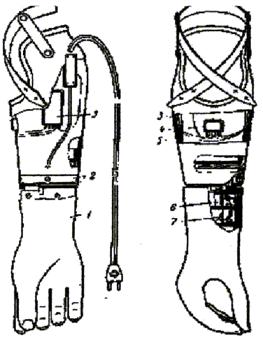
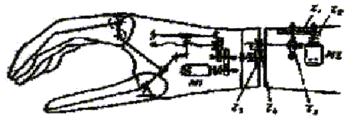
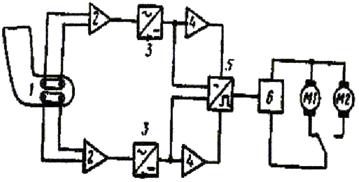
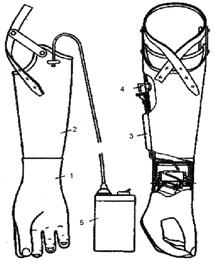
... электродвигатель. Редуктор состоит из двух ступеней зубчатой передачи Zi и Z2 (рис. 3), самотормозящейся винтовой пары Z3 и зубчатой передачи с внутренним зацеплением Z4,Z5. Рис. 2 Протез предплечья с биоэлектрическим управлением с двумя функциями Максимальный вращающий момент привода составляет 0,5 - 5 Н*м; число поворотов — не менее 15 об/мин; масса протеза не превышает 1,2 кг. Рис. ...
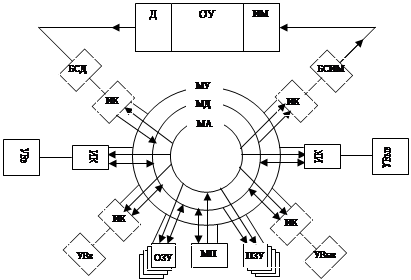
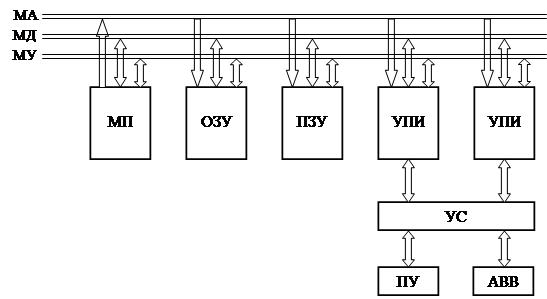
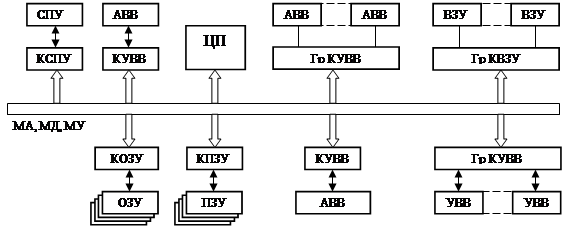
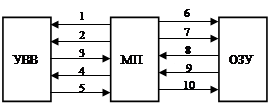
... ввести распределенную обработку во всех подсистемах вычислительной системы, что определяет новые способы организации вычислительных процессов в системах с децентрализованными управлением и обработкой информации. 2. Интерфейс микропроцессоров Для включения микропроцессора в любую микропроцессорную систему необходимо установить единые принципы и средства его сопряжения с остальными устройствами ...
0 комментариев