Анализ переходных процессов в манипуляторе МРЛ-901П
Определение жесткости звеньев манипулятора МРЛ-901П
Методика проведения эксперимента по определению механических характеристик манипулятора МРЛ-901П
Время перемещения рабочего органа манипулятора при малых расстояниях между рабочими точками
Программные средства для исследования динамической модели портального манипулятора
Навигация
Определение жесткости звеньев манипулятора МРЛ-901П
Модель портального манипулятора
38016
знаков
70
таблиц
39
изображений
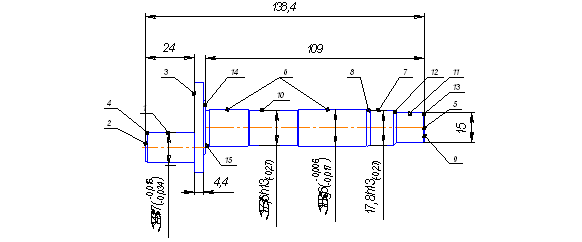
2.3 Определение жесткости звеньев манипулятора МРЛ-901П
Жесткость звеньев манипулятора МРЛ-901П определялась по экспериментальным замерам деформации консоли манипулятора при действии на нее определенного усилия.
| Таблица 2.5 | ||||
| Деформация звеньев манипулятора МРЛ-901П под действием возмущающих сил | ||||
| Возму- щающая сила | Деформация звеньев манипуляционной системы d, мм | |||
| Ось X | Ось Y | |||
| Y=0 |
|
| ||
| 0 | 0 | 0 | 0 | 0 |
| 10 | 0,111 | 0,135 | 0,178 | 0,111 |
| 20 | 0,206 | 0,234 | 0,390 | 0,206 |
| 30 | 0,265 | 0,334 | 0,560 | 0,265 |
| 40 | 0,302 | 0,418 | 0,750 | 0,302 |
| 50 | 0,345 | 0,507 | 0,930 | 0,348 |
| 60 | 0,390 | 0,580 | 1,090 | 0,393 |
| 70 | 0,418 | 0,658 | 0,421 | |
| 80 | 0,460 | 0,745 | 0,465 | |
| 90 | 0,498 | 0,825 | 0,505 | |
| 100 | 0,534 | 0,902 | 0,540 | |

Результаты исследования жесткости приведены в таблице 2.5. По этим данным были построены график зависимости деформации от смещения рабочего органа (рис. 2.3) и график зависимости деформации от натяжения зубчатого ремня (рис.2.4).
2.4 Исследование быстроходности манипулятора
Быстроходность манипулятора характеризуется временем перемещения рабочего органа в требуемую точку. Теоретические предпосылки указывают, что непосредственное влияние на величину этого времени оказывают совместные механические характеристики (СМХ) электроприводов манипулятора.
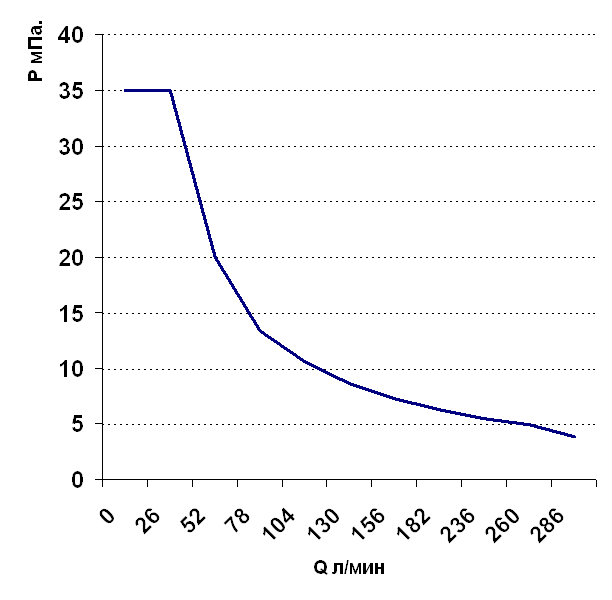
Иcследование СМХ осуществлялось путем анализа тахограмм движения манипулятора МРЛ-901П, зарегистрированных самописцем Н338Д/1. Статистически обработанные результаты экспериментов сведены в таблицу 2.6 и представлены в графическом виде на рис. 2.5.
Анализ экспирементальных данных показывает, что связь силы тяги, а, следовательно, и допустимого ускорения ![]() со значением достигнутой скорости
со значением достигнутой скорости ![]() существенно нелинейна. Для определения квазиоптимальных режимов движения манипулятора необходимо связать параметры a и V аналитическим выражением.
существенно нелинейна. Для определения квазиоптимальных режимов движения манипулятора необходимо связать параметры a и V аналитическим выражением.
Представим каждое значение ![]() СМХ в виде разности
СМХ в виде разности ![]() , где
, где ![]() - статическая тяговая синхронизирующая сила, а
- статическая тяговая синхронизирующая сила, а ![]() - потери тяговой силы, зависящие от скорости движения манипулятора.
- потери тяговой силы, зависящие от скорости движения манипулятора.
Такая запись СМХ имеет то очевидное приемущество, что для каждого конкретного образца манипулятора указанной модели могут быть введены уточнения формулы путем измерения одного лишь значения ![]() .
.
Следовательно, определение эмпирической формулы CМХ сводится к отысканию зависимости ![]() . Воспользовавшись способом отыскания эмпирических формул, приведенным в [7], легко установить, что экспериментальные точки
. Воспользовавшись способом отыскания эмпирических формул, приведенным в [7], легко установить, что экспериментальные точки ![]() наиболее точно отображают линейную зависиюсть на полулогарифмической функцональной координатной сетке. Из этого следует, что выражение
наиболее точно отображают линейную зависиюсть на полулогарифмической функцональной координатной сетке. Из этого следует, что выражение ![]() может быть описано логарифмической функцией. Из
может быть описано логарифмической функцией. Из
Результаты исследований совместной механической характеристики манипулятора МРЛ-901П.
| Таблица 2.6 | ||||
| Масса | Число | Численное значение синхронной скорости, м/c | ||
| груза | паралельных опытов | среднее арифметическое | среднее квадратическое откланение | принимаемое значение |
| 2 | 10 | 0,80 | 0,013 | 0,8± 0,04 |
| 3 | 10 | 0,74 | 0,017 | 0,74± 0,05 |
| 4 | 10 | 0,67 | 0,016 | 0,67± 0,05 |
| 5 | 10 | 0,59 | 0,007 | 0,59± 0,02 |
| 6 | 10 | 0,49 | 0,013 | 0,49± 0,04 |
| 7 | 10 | 0,38 | 0,012 | 0,38± 0,04 |
| 8 | 10 | 0,29 | 0,010 | 0,29± 0,03 |
| 9 | 10 | 0,24 | 0,013 | 0,24± 0,04 |
| 10 | 10 | 0,20 | 0,011 | 0,20± 0,03 |
| 11 | 10 | 0,16 | 0,013 | 0,16± 0,04 |
| 12 | 10 | 0,12 | 0,006 | 0,12± 0,02 |
| 13 | 10 | 0,05 | 0,003 | 0,05± 0,01 |
линейной зависимости, представленной на рис. 2.6 легко отыскать коэффициенты ее уравнения, вид которого ![]() . В итоге имеем:
. В итоге имеем:
|
| (2.35) |
где: V измеряется в ![]() .
.
Следует, однако, заметить, что при нарастании значения экспериментальные точки ![]() несколько удаляются от прямой, описанной уравнением (2.35). Поэтому, с целью уточнения зависимости была внесена поправка, с учетом которой эмпирическая формула СМХ примет вид:
несколько удаляются от прямой, описанной уравнением (2.35). Поэтому, с целью уточнения зависимости была внесена поправка, с учетом которой эмпирическая формула СМХ примет вид:
|
| (2.36) |
где: V - измеряется в ![]() ; а
; а ![]() - в [Н], или
- в [Н], или
|
| (2.37) |
 ,
,где: ![]() ,
,![]() - допустимые мгновенные значения ускорения и скорости соответственно (при этом лежит в интервале от 0,1
- допустимые мгновенные значения ускорения и скорости соответственно (при этом лежит в интервале от 0,1![]() до 0,8
до 0,8 ![]() ).
).
Похожие работы
... к точности, хотя это уменьшение весьма не значительное. 4.Программные средства для исследования динамической модели портального манипулятора 4.1 Программа для вычисления параметров переходного процесса портального манипулятора Для исследования полученной динамической модели, построения графиков приведенных в работе, использовалась программа “Модель портального манипулятора МРЛ-901П в момент ...

... проектировании. В курсовом проекте необходимо совершенствовать технологический процесс механической обработки детали 245.2303018 Коробка дифференциала с программой выпуска 10000 штук в год. 2. Технологический раздел. 2.1.Определение типа производства В машиностроении в зависимости от программы выпуска изделий и характера изготовляемой продукции различают три основных типа производства ...

... 500 - 100 0,2 шлифовальная Шлифовать пов. 6 Круг СМ1 0,4 - - 300 6,0 14 24 1,6 Шлифовать торец 14 Круг СМ1 0,4 - - 300 6,0 18 109 1,6 В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана с обработкой отверстий и фрезерованием канавок. Таким образом, для данной линии не учитываются токарные и шлифовальные ...
... в таблицу 3.1. Учитывая, что в машине два мотора и рассматривая прямолинейное движение, результаты и нужно удвоить. На основании таблицы 3.1 строим график, изображенный на рисунке 3.1. колесный сотриментовоз комбинированная трансмиссия Таблица 3.1. Изменение давления в зависимости от изменения производительности насоса при n=2000 об/мин 0 13 26 39 52 65 78 91 117 130 ...
0 комментариев