Анализ переходных процессов в манипуляторе МРЛ-901П
Определение жесткости звеньев манипулятора МРЛ-901П
Методика проведения эксперимента по определению механических характеристик манипулятора МРЛ-901П
Время перемещения рабочего органа манипулятора при малых расстояниях между рабочими точками
Программные средства для исследования динамической модели портального манипулятора
Навигация
Время перемещения рабочего органа манипулятора при малых расстояниях между рабочими точками
Модель портального манипулятора
38016
знаков
70
таблиц
39
изображений
3.2 Время перемещения рабочего органа манипулятора при малых расстояниях между рабочими точками
Часто возникают случаи, когда расстояние между двумя рабочими точками мало и рабочий орган манипулятора не успевает набрать максимально возможную скорость. При этом траектория движения состоит только из двух участков – разгона и торможения (см. рис. 3.3.). Скорость рабочего органа на участке разгона достигает некоторого значения ![]() , длина этого участка составит:
, длина этого участка составит:
|
| (3.11) |
 ,
,где ![]() – максимальная скорость которую успевает набрать рабочий орган манипулятора;
– максимальная скорость которую успевает набрать рабочий орган манипулятора; ![]() – максимальное ускорение рабочего органа манипулятора.
– максимальное ускорение рабочего органа манипулятора.
На втором участке траектории необходимо производить торможение рабочего органа в связи с тем что по достижению конечной точки его скорость должна иметь значение ![]() , при этом длина второго участка составит:
, при этом длина второго участка составит:
|
| (3.12) |
 ,
,тогда складывая выражения (3.11) и (3.12) получим суммарное перемещение рабочего органа:
|
| (3.13) |
 .
.Зная расстояние между двумя рабочими точками, из (3.13) получим выражение для определения максимально достигнутой скорости:
|
| (3.14) |
 .
.Используя (3.14) определим время перемещения рабочего органа на первом:
|
| (3.15) |
 ,
,и втором участке:
|
| (3.16) |
 .
.Суммируя выражения (3.15), (3.16) и (2.33) получим выражение для определения времени перемещения с учетом переходного процесса при условии, что рабочий орган не успевает набрать максимальную скорость:
|
| (3.17) |
Анализируя выражение (3.17) относительно скорости выхода на конечную точку ![]() , получаем график времени перемещения рабочего органа манипулятора с учетом переходного процесса (см. рис.3.4) для малых перемещений рабочего органа.
, получаем график времени перемещения рабочего органа манипулятора с учетом переходного процесса (см. рис.3.4) для малых перемещений рабочего органа.
3.3 Получение оптимальной скорости в момент выхода на конечную точку
Анализ выражений (3.10) и (3.17) показывает (см. рис. 3.2, 3.4), что время перемещения рабочего органа будет минимально при таком значении скорости ![]() , когда переходный процесс в системе отсутствуют, то есть максимальная амплитуда колебаний не превышает допустимой погрешности позиционирования
, когда переходный процесс в системе отсутствуют, то есть максимальная амплитуда колебаний не превышает допустимой погрешности позиционирования ![]() . Для определения скорости
. Для определения скорости ![]() , достаточно прировнять к нулю выражение (2.33):
, достаточно прировнять к нулю выражение (2.33):
|
| (3.18) |
 .
.Решение (3.18) относительно ![]() имеет вид:
имеет вид:
|
| (3.19) |
 .
.Выражение (3.19) определяет такое значение скорости в момент выхода на конечную точку при которой амплитуда переходного процесса не превышает предельно допустимого значения, а следовательно время перемещения рабочего органа определяемое выражениями (3.10) и (3.17) минимально.
Анализ графиков зависимости времени перемещения с учетом переходного процесса от скорости выхода на конечную точку (см. рис. 3.2, 3.4.) показывает, что скорость выхода значительно влияет на время перемещения рабочего органа и отклонение скорости в большую сторону от расчетного значения ведет к значительным потерям времени за счет увеличения длительности переходного процесса.
Если проанализировать выражения (3.10) и (3.17) относительно допустимой погрешности позиционирования ![]() , то можно сделать вывод, что при увеличении допустимой погрешности позиционирования (см. рис. 3.5, 3.6.) наблюдается уменьшение времени перемещения, что можно использовать на операциях с низким требованием к точности, хотя это уменьшение весьма не значительное.
, то можно сделать вывод, что при увеличении допустимой погрешности позиционирования (см. рис. 3.5, 3.6.) наблюдается уменьшение времени перемещения, что можно использовать на операциях с низким требованием к точности, хотя это уменьшение весьма не значительное.
Похожие работы
... к точности, хотя это уменьшение весьма не значительное. 4.Программные средства для исследования динамической модели портального манипулятора 4.1 Программа для вычисления параметров переходного процесса портального манипулятора Для исследования полученной динамической модели, построения графиков приведенных в работе, использовалась программа “Модель портального манипулятора МРЛ-901П в момент ...

... проектировании. В курсовом проекте необходимо совершенствовать технологический процесс механической обработки детали 245.2303018 Коробка дифференциала с программой выпуска 10000 штук в год. 2. Технологический раздел. 2.1.Определение типа производства В машиностроении в зависимости от программы выпуска изделий и характера изготовляемой продукции различают три основных типа производства ...

... 500 - 100 0,2 шлифовальная Шлифовать пов. 6 Круг СМ1 0,4 - - 300 6,0 14 24 1,6 Шлифовать торец 14 Круг СМ1 0,4 - - 300 6,0 18 109 1,6 В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана с обработкой отверстий и фрезерованием канавок. Таким образом, для данной линии не учитываются токарные и шлифовальные ...
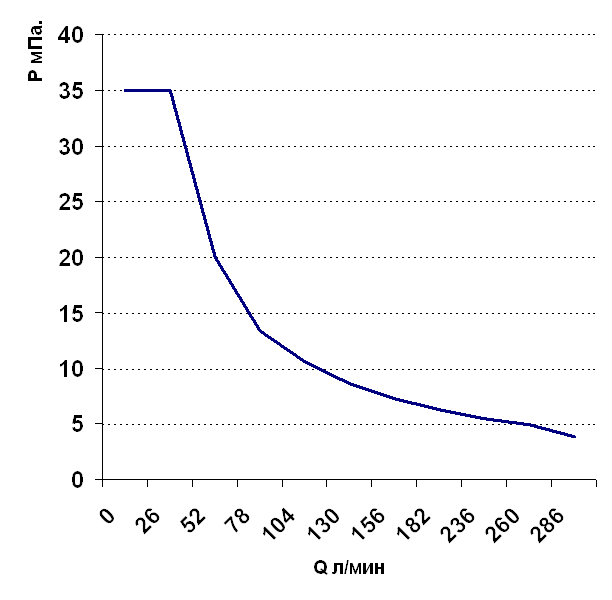
... в таблицу 3.1. Учитывая, что в машине два мотора и рассматривая прямолинейное движение, результаты и нужно удвоить. На основании таблицы 3.1 строим график, изображенный на рисунке 3.1. колесный сотриментовоз комбинированная трансмиссия Таблица 3.1. Изменение давления в зависимости от изменения производительности насоса при n=2000 об/мин 0 13 26 39 52 65 78 91 117 130 ...
0 комментариев