Навигация
5.2. Литье в гипсовые формы
Литье в гипсовые формы применяют в тех случаях, когда к отливкам предъявляются повышенные требования по точности, чистоте поверхности и воспроизведению мельчайших деталей рельефа. По сравнению с песчаными, гипсовые формы обладают более высокой прочностью, точностью размеров, лучше противостоят воздействию высоких температур, позволяют получать отливки сложной конфигурации с толщиной стенок 1, 5 мм по 5—6-му классу точности. Формы изготавливают по восковым или металлическим (латунь, сталь) хромированным моделям. Модельные плиты выполняют из алюминиевых сплавов. Для облегчения удаления моделей из форм поверхность их покрывают тонким слоем керосиново-стеариновой смазки.
Мелкие и средние формы для сложных тонкостенных отливок изготавливают из смеси, состоящей из 80% гипса, 20% кварцевого песка или асбеста и 60—70% воды (от массы сухой смеси). Состав смеси для средних и крупных форм: 30 % гипса, 60 % песка, 10% асбеста, 40—50 % воды. Для замедления схватывания в смесь вводят 1—2 % гашеной извести. Необходимая прочность форм достигается за счет гидратации безводного или полуводного гипса. Для снижения прочности и увеличения газопроницаемости сырые гипсовые формы подвергают гидротермической обработке — выдерживают в автоклаве в течение 6—10 ч под давлением водяного пара 0, 13—0, 14 МПа, а затем в течение суток на воздухе. После этого формы подвергают ступенчатой сушке при 350-500 °С.
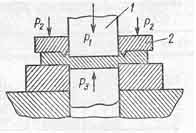
Особенностью гипсовых форм является их низкая теплопроводность. Это обстоятельство затрудняет получение плотных отливок из алюминиевых сплавов с широким интервалом кристаллизации. Поэтому основной задачей при разработке литниково-прибыльной системы для гипсовых форм является предотвращение образования усадочных раковин, рыхлот, оксидных плен, горячих трещин и недоливов тонких стенок. Это достигается применением расширяющихся литниковых систем, обеспечивающих низкую скорость движения расплавов в полости формы, направленным затвердеванием тепловых узлов в сторону прибылей с помощью холодильников, увеличением податливости форм за счет повышения содержания кварцевого песка в смеси. Заливку тонкостенных отливок ведут в нагретые до 100—200°С формы методом вакуумного всасывания, что позволяет заполнять полости толщиной до 0, 2 мм. Толстостенные (более 10 мм) отливки получают заливкой форм в автоклавах. Кристаллизация металла в этом случае ведется под давлением 0, 4—0, 5 МПа.
5.3. Литье в оболочковые формы
Литье в оболочковые формы целесообразно применять при серийном и крупносерийном производстве отливок ограниченных размеров с повышенной чистотой поверхности, большей размерной точностью и меньшим объемом механической обработки, чем при литье в песчаные формы.
Оболочковые формы изготавливают по горячей (250—300 °С) металлической (сталь, чугун) оснастке бункерным способом. Модельную оснастку выполняют по 4—5-му классам точности с формовочными уклонами от 0, 5 до 1, 5 %. Оболочки делают двухслойными: первый слой из смеси с 6—10 % термореактивной смолы, второй из смеси с 2 % смолы. Для лучшего съема оболочки модельную плиту перед засыпкой формовочной смеси покрывают тонким слоем разделительной эмульсии (5 % силиконовой жидкости № 5; 3 % хозяйственного мыла; 92 % воды).
Для изготовления оболочковых форм применяют мелкозернистые кварцевые пески, содержащие не менее 96 % кремнезема. Соединение полуформ осуществляют склеиванием на специальных штыревых прессах. Состав клея: 40 % смолы МФ17; 60 % маршалита и 1, 5 % хлористого алюминия (катализатор твердения). Заливку собранных форм производят в контейнерах. При литье в оболочковые формы применяют такие же литниковые системы и температурные режимы, как и при литье в песчаные формы.
Малая скорость кристаллизации металла в оболочковых формах и меньшие возможности для создания направленной кристаллизации обусловливают получение отливок с более низкими свойствами, чем при литье в сырые песчаные формы.
5.4. Литье по выплавляемым моделям
Литье по выплавляемым моделям применяют для изготовления отливок повышенной точности (3—5-ый класс) и чистоты поверхности (4—6-й класс шероховатости), для которых этот способ является единственно возможным или оптимальным.
Модели в большинстве случаев изготавливают из пастообразных парафиностеариновых (1: 1) составов запрессовкой в металлические пресс-формы (литые и сборные) на стационарных или карусельных установках. При изготовлении сложных отливок размерами более 200 мм во избежание деформации моделей в состав модельной массы вводят вещества, повышающие температуру их размягчения (оплавления).
В качестве огнеупорного покрытия при изготовлении керамических форм используют суспензию из гидролизованного этилсиликата (30—-40 %) и пылевидного кварца (70—60 %). Обсыпку модельных блоков ведут прокаленным песком 1КО16А или 1К025А. Каждый слой покрытия сушат на воздухе в течение 10—12 ч или в атмосфере, содержащей пары аммиака. Необходимая прочность керамической формы достигается при толщине оболочки 4—6 мм (4—6 слоев огнеупорного покрытия). Для обеспечения спокойного заполнения формы применяют расширяющиеся литниковые системы с подводом металла к толстым сечениям и массивным узлам. Питание отливок осуществляют обычно от массивного стояка через утолщенные литники (питатели). Для сложных отливок допускается применение массивных прибылей для питания верхних массивных узлов с обязательным заполнением их из стояка.
Выплавление моделей из форм осуществляют в горячей (85-90°С) воде, подкисленной соляной кислотой (0, 5—1 см3 на литр воды) для предотвращения омыления стеарина. После выплавления моделей керамические формы просушивают при 150—170 °С в течение 1—2 ч, устанавливают в контейнеры, засыпают сухим наполнителем и прокаливают при 600—700 °С в течение 5—8ч. Заливку ведут в холодные и нагретые формы. Температура нагрева (50-300 °С) форм определяется толщиной стенок отливки. Заполнение форм металлом осуществляют обычным способом, а также с использованием вакуума или центробежной силы. Большинство алюминиевых сплавов перед заливкой нагревают до 720—750 °С.
Похожие работы
... , понижает плотность и увеличивает модуль упругости. Титан применяется для измельчения зерна литого металла, а также значительно уменьшает склонность к трещинообразованию. Небольшое количество бора (0,005-0,01%) измельчает зерно алюминия и его сплавов. Эффект модифицирования увеличивается в присутствии небольших количеств титана. Сплавы системы Al-Cu-Mg с добавками железа и никеля (АК2, АК4, АК4 ...
... другое соотношение входящих в состав примесей железа и кремния. Буква Е в марке АЕ означает, что алюминий данной марки предназначается для производства электропроводов. Дополнительным требованием к свойствам алюминия является низкое электросопротивление, которое для проволоки, изготовленной из него, должно быть не более 0.0280 ом мм м при 20 C. Алюминий применяют для производства из него изделий ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... стенки предмета самонесущие (сами себя несут). Но часто стенки только закрывают внутреннее содержание это должно быть ощутимо извне, так как влияет на трактовку поверхности предмета. индивидуальное оригинальное художественное изделие Внешний вид изделия может говорить о его тонкости или жесткости, о том, что это не монолитный предмет, а оболочка, в которую заключено что-либо, или просто полезное ...
0 комментариев