Навигация
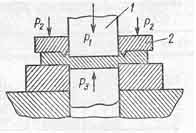
5.6. Литье выжиманием
Литье выжиманием является разновидностью литья в кокиль, Оно предназначено для изготовления крупногабаритных отливок (2500х1400 мм) панельного типа с толщиной стенок 2—3 мм. Для этой цели используют металлические полуформы, которые крепят на специализированных литейно-выжимных машинах с односторонним или двухсторонним сближением полуформ. Отличительной особенностью этого способа литья является принудительное заполнение полости формы широким потоком расплава при сближении полуформ. В литейной форме отсутствуют элементы обычной литниковой системы. Данным способом изготавливают отливки из сплавов АЛ2, АЛ4, АЛ9, АЛ34, имеющих узкий интервал кристаллизации.
Допустимая скорость подъема расплава на рабочем участке полости формы при литье панелей из алюминиевых сплавов должна быть в пределах 0, 5—0, 7 м/с. Меньшая скорость может привести к незаполнению тонких сечений отливок, излишне высокая — к дефектам гидродинамического характера: волнистости, неровностям поверхности отливок, захвату воздушных пузырьков, размыву песчаных стержней и образованию трещин из-за разрыва потока. Заливку металла производят в подогретые до 250—-350 °С металлоприемники. Регулирование скорости охлаждения расплава осуществляют нанесением на рабочую поверхность полости форм теплоизоляционного покрытия различной толщины (0, 05—1 мм). Перегрев сплавов перед заливкой не должен превышать 15—20°С над температурой ликвидуса. Длительность сближения полуформ 5-3 с.
5.7. Литье под низким давлением
Литье под низким давлением является другой разновидностью литья в кокиль. Оно получило применение при изготовлении крупногабаритных тонкостенных отливок из алюминиевых сплавов с узким интервалом кристаллизации (АЛ2, АЛ4, АЛ9, АЛ34). Так же как и при литье в кокиль, наружные поверхности отливок выполняются металлической формой, а внутренние полости — металлическими или песчаными стержнями.
Для изготовления стержней используют смесь, состоящую из 55% кварцевого песка 1К016А; 13, 5 % полужирного песка П01; 27% пылевидного кварца; 0, 8 % пектинового клея; 3, 2 % смолы М и 0, 5 % керосина. Такая смесь не образует механического пригара. Заполнение форм металлом осуществляют давлением сжатого осушенного воздуха (18—80 кПа), подаваемого на поверхность расплава в тигле, нагретого до 720—750 °С. Под действием этого давления расплав вытесняется из тигля в металлопровод, а из него в коллектор литниковой системы и далее — в полость литейной формы. Преимуществом литья под низким давлением является возможность автоматического регулирования скорости подъема металла в полости формы, что позволяет получать тонкостенные отливки более качественными, чем при литье под действием силы тяжести.
Кристаллизацию сплавов в форме проводят под давлением 10— 30 кПа до образования твердой корки металла и 50—80 кПа после образования корки.
Более плотные отливки из алюминиевых сплавов получают литьем под низким давлением с противодавлением. Заполнение полости формы при литье с противодавлением осуществляют за счет разницы давлений в тигле и в форме (10—60 кПа). Кристаллизация металла в форме ведется под давлением 0, 4—0, 5 МПа. При этом предотвращается выделение растворенного в металле водорода и образование газовых пор. Повышенное давление способствует лучшему питанию массивных узлов отливок. В остальном технология литья с противодавлением не отличается от технологии литья под низким давлением.
При литье с противодавлением успешно совмещены достоинства литья под низким давлением и кристаллизации под давлением.
5.8. Литье под давлением
Литьем под давлением из алюминиевых сплавов АЛ2, АЛЗ, АЛ1, АЛО, АЛ11, АЛ13, АЛ22, АЛ28, АЛ32, АЛ34 изготавливают сложные по конфигурации отливки 1—3-го классов точности с толщиной стенок от 1 мм и выше, литыми отверстиями диаметром до 1, 2 мм, литой наружной и внутренней резьбой с минимальным шагом 1 мм и диаметром 6 мм. Чистота поверхности таких отливок соответствует 5 — 8-му классам шероховатости. Изготовление таких отливок осуществляют на машинах с холодной горизонтальной или вертикальной камерами прессования, с удельным давлением прессования 30— 70 МПа. Предпочтение отдается машинам с горизонтальной камерой прессования.
Размеры и масса отливок ограничиваются возможностями Машин литья под давлением: объемом камеры прессования, удельным давлением прессования (р) и усилием запирания (0). Площадь проекции (F) отливки, литниковых каналов и камеры прессования на подвижную плиту пресс-форма не должна превышать значений, определяемых по формуле F = 0, 85 0/р.
Во избежание незаполнения форм и неслитин, толщину стенок оливок из алюминиевых сплавов назначают с учетом площади их поверхности:
Площадь поверхности
отливки, см2 До 25 25—150 150—250 250—500 Св. 500
Толщина стенки, мм. 1—2 1, 5—3 2—4 2, 5—6 3—8
Оптимальные значения уклонов для наружных поверхностей составляют 45°; для внутренних 1°. Минимальный радиус закруглений 0, 5—1мм. Отверстия более 2, 5мм в диаметре выполняются литьем. Отливки из алюминиевых сплавов, как правило, подвергают механической обработке только по посадочным поверхностям. Припуск на обработку назначается с учетом габаритов отливки и составляет от 0, 3 до 1 мм.
Для изготовления пресс-форм применяют различные материалы. Части пресс-форм, соприкасающиеся с жидким металлом, изготавливают из сталей ЗХ2В8, 4Х8В2, 4ХВ2С, плиты крепления и обоймы матриц — из сталей 35, 45, 50, штыри, втулки и направляющие колонки — из стали У8А.
Подвод металла к полости пресс-форм осуществляют с помощью внешних и внутренних литниковых систем. Питатели подводят к участкам отливки, подвергающимся механической обработке. Толщину их назначают в зависимости от толщины стенки отливки в месте подвода и заданного характера заполнения пресс-формы. Эта зависимость определяется отношением толщины Питателя к толщине стенки отливки. Плавное, без завихрений и захвата воздуха, заполнение пресс-форм имеет место, если отношение близко к единице. Для отливок с толщиной стенок до 2 мм. питатели имеют толщину 0, 8 мм; при толщине стенок 3мм. толщина питателей равна 1, 2мм; при толщине стенок 4—6 мм—2 мм.
Для приема первой порции расплава, обогащенного воздушными включениями, вблизи полости пресс-формы располагают специальные резервуары-промывники, объем которых может достигать 20 - 40 % от объема отливки. Промывники соединяют с полостью литейной формы каналами, толщина которых равна толщине питателей. Удаление воздуха и газа из полости пресс-форм осуществляют через специальные вентиляционные каналы и зазоры между стержнями (выталкивателями) и матрицей пресс-формы. Вентиляционные каналы выполняют в плоскости разъема на неподвижной части пресс-формы, а также вдоль подвижных стержней и выталкивателей. Глубина вентиляционных каналов при литье "алюминиевых сплавов принимается равной 0, 05—0, 15 мм, а ширина 10—З0 мм в целях улучшения вентиляции пресс-форм полости промывников тонкими каналами (0, 2—0, 5 мм) соединяют с атмосферой.
Основными дефектами отливок, полученных литьем под давлением, являются воздушная (газовая) подкорковая пористость, обусловленная захватом воздуха при больших скоростях впуска металла в полость формы, и усадочная пористость (или раковины) в тепловых узлах. На образование этих дефектов большое влияние оказывают параметры технологии литья, скорость прессования, давление прессования, тепловой режим пресс-формы.
Скорость прессования определяет режим заполнения пресс-формы. Чем выше скорость прессования, тем с большей скоростью перемещается расплав по литниковым каналам, тем больше скорость впуска расплава в полость пресс-формы. Высокие скорости прессования способствуют лучшему заполнению тонких и удлиненных полостей. Вместе с тем они являются причиной захвата металлом воздуха и образования подкорковой пористости. При литье алюминиевых сплавов высокие скорости прессования применяют лишь при изготовлении сложных тонкостенных отливок. Большое влияние на качество отливок оказывает давление прессования. По мере повышения его увеличивается плотность отливок.
Величина давления прессования ограничивается обычно величиной усилия запирания машины, которое должно превышать давление, оказываемое металлом на подвижную матрицу (рF). Поэтому большой интерес приобретает локальная подпрессовка толстостенных отливок, известная под названием «Асигай-процесс». Малая скорость впуска металла в полость пресс-форм через питатели большого сечения и эффективная подпрессовка кристаллизующегося расплава с помощью двойного плунжера позволяют получать плотные отливки.
На качество отливок существенное влияние оказывают также температуры сплава и формы. При изготовлении толстостенных отливок несложной конфигурации заливку расплава ведут при температуре на 20—30 °С ниже температуры ликвидуса. Тонкостенные отливки требуют применения расплава, перегретого выше температуры ликвидуса на 10—15°С. Для снижения величины усадочных напряжений и предотвращения образования трещин в отливках пресс-формы перед заливкой нагревают. Рекомендуются следующие температуры нагрева:
Толщина стенки отливки, мм 1—2 2—3 3—5 5—8
Температура нагрева
пресс-форм, °С 250—280 200—250 160—200 120—160
Стабильность теплового режима обеспечивают подогревом (электрическим) или охлаждением (водяным) пресс-форм.
Для предохранения рабочей поверхности пресс-форм от налипания и эрозионного воздействия расплава, уменьшения трения при извлечении стержней и облегчения извлечения отливок пресс-формы подвергают смазке. Для этой цели используют жирные (масло с графитом или алюминиевой пудрой) или водные (растворы солей, водные препараты на основе коллоидального графита) смазки.
Существенно повышается плотность отливок из алюминиевых сплавов при литье с вакуумированием пресс-форм. Для этого пресс формы помещают в герметичный кожух, в котором создают необходимое разрежение. Хорошие результаты могут быть получены при использовании «кислородного процесса». Для этого воздух в полости пресс-формы заменяют кислородом. При больших скоростях впуска металла в полость формы, вызывающих захват расплавом кислорода, подкорковая пористость в отливках не образуется, так как весь захваченный кислород расходуется на образование мелкодисперсных оксидов алюминия, не влияющих заметно на механические свойства отливок. Такие отливки можно подвергать термической обработке.
6. Контроль качества отливок и исправление их дефектов
В зависимости от требований технических условий отливки из алюминиевых сплавов могут подвергаться различным видам контроля: рентгеновскому, гаммадефектоскопии или ультразвуковому для обнаружения внутренних дефектов; разметке для определения размерных отклонений; люминесцентному для обнаружения поверхностных трещин; гидро- или пневмоконтролю для оценки герметичности. Периодичность перечисленных видов контроля оговаривается техническими условиями или определяется отделом главного металлурга завода. Выявленные дефекты, если это допускается техническими условиями, устраняют заваркой или пропиткой. Аргонно-дуговую сварку используют для заварки недоливов, раковин, рыхлости трещин. Перед заваркой дефектное место разделывают таким образом, чтобы стенки углублений имели наклон 30 — 42°. Отливки подвергают местному или общему нагреву до 300— 350С. Местный нагрев ведут ацетиленокислородным пламенем, общий нагрев — в камерных печах. Заварку ведут теми же сплавами, из которых изготовлены отливки, с помощью неплавящегося вольфрамового электрода диаметром 2—6 мм при расходе аргона 5— 12 л/мин. Сила сварочного тока составляет обычно 25—40 А на 1 мм диаметра электрода.
Пористость в отливках устраняют пропиткой бакелитовым лаком, асфальтовым лаком, олифой или жидким стеклом. Пропитку ведут в специальных котлах под давлением 490—590 кПа с предварительной выдержкой отливок в разреженной атмосфере (1, 3— 6, 5 кПа). Температуру пропитывающей жидкости поддерживают на уровне 100°С. После пропитки отливки подвергают сушке при 65-200°С, в процессе которой происходит твердение пропитывающей жидкости, и повторному контролю.
Заключение.
Уже сейчас, в наши дни трудно найти отрасль промышленности, где бы ни использовался алюминий или его сплавы - от микроэлектроники до тяжёлой металлургии. Это обуславливается хорошими механическими качествами, лёгкостью, малой температурой плавления, что облегчает обработку, высоким внешними качествами, особенно после специальной обработки. Учитывая перечисленные и многие другие физические и химические свойства алюминия, его неисчерпаемое количество в земной коре, можно сказать, что алюминий - один из самых перспективных материалов будущего.
Список литературы
1. Технология конструкционных материалов. Под ред. А.М. Дальского. 2004г.
2. Производство отливок из сплавов цветных металлов. Металлургия. 1986.
3. Алюминиевые сплавы. Применение алюминиевых сплавов. Справочное руководство. Редакционная коллегия И.В. Горынин и др. Москва «Металлургия», 1978.
Для подготовки данной работы были использованы материалы с сайта http://referat.ru
Похожие работы
... , понижает плотность и увеличивает модуль упругости. Титан применяется для измельчения зерна литого металла, а также значительно уменьшает склонность к трещинообразованию. Небольшое количество бора (0,005-0,01%) измельчает зерно алюминия и его сплавов. Эффект модифицирования увеличивается в присутствии небольших количеств титана. Сплавы системы Al-Cu-Mg с добавками железа и никеля (АК2, АК4, АК4 ...
... другое соотношение входящих в состав примесей железа и кремния. Буква Е в марке АЕ означает, что алюминий данной марки предназначается для производства электропроводов. Дополнительным требованием к свойствам алюминия является низкое электросопротивление, которое для проволоки, изготовленной из него, должно быть не более 0.0280 ом мм м при 20 C. Алюминий применяют для производства из него изделий ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... стенки предмета самонесущие (сами себя несут). Но часто стенки только закрывают внутреннее содержание это должно быть ощутимо извне, так как влияет на трактовку поверхности предмета. индивидуальное оригинальное художественное изделие Внешний вид изделия может говорить о его тонкости или жесткости, о том, что это не монолитный предмет, а оболочка, в которую заключено что-либо, или просто полезное ...
0 комментариев