Навигация
5.5. Литье в кокиль
Литье в кокиль — основной способ серийного и массового производства отливок из алюминиевых сплавов, позволяющий получать отливки 4—6-го классов точности с шероховатостью поверхности Rz = 50-20 и минимальной толщиной стенок 3—4 мм. При литье в кокиль наряду с дефектами, обусловленными высокими скоростями движения расплава в полости литейной формы и несоблюдением требований направленного затвердевания (газовая пористость, оксидные плены, усадочная рыхлота), основными видами брака отливок являются недоливы и трещины. Появление трещин вызывается затрудненной усадкой. Особенно часто трещины возникают в отливках из сплавов с широким интервалом кристаллизации, имеющих большую линейную усадку (1, 25—1, 35 %). Предотвращение образования указанных дефектов достигается различными технологическими приемами.
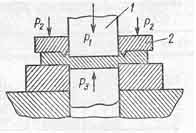
Для того чтобы обеспечить плавное, спокойное поступление металла в полость литейной формы, надежное отделение шлака и оксидных плен, образовавшихся в металле в процессе плавки и движения по литниковым каналам, и предотвращение их образования в литейной форме, при литье в кокиль применяют расширяющиеся литниковые системы с нижним, щелевым и многоярусным подводом металла к тонким сечениям отливок. В случае подвода металла к толстым сечениям должна быть предусмотрена подпитка места подвода установкой питающей бобышки (прибыли). Все элементы литниковых систем располагают по разъему кокиля. Рекомендуются следующие соотношения площадей сечения литниковых каналов: для мелких отливок EFст: EFшл: EFпит = 1: 2: 3; для крупных отливок EFст: EFшл: EFпит = 1: 3: 6.
Для снижения скорости поступления расплава в полость формы применяют изогнутые стояки, сетки из стеклоткани или металла, зернистые фильтры. Качество отливок из алюминиевых сплавов зависит от скорости подъема расплава в полости литейной формы. Эта скорость должна быть, достаточной для гарантированного заполнения тонких сечений отливок в условиях повышенного теплоотвода и в то же время не вызвать недоливов, обусловленных неполным выходом воздуха и газов через вентиляционные каналы и прибыли, завихрений и фонтанирования расплава при переходе из узких сечений в широкие. Скорость подъема металла в полости формы при литье в кокиль принимают несколько большей, чем при литье в песчаные формы. Минимально допустимую скорость подъема рассчитывают по формулам А. А. Лебедева и Н. М. Галдина (см. раздел 5.1, «Литье в песчаные формы»).
Для получения плотных отливок создают, так же как и при литье в песчаные формы, направленное затвердевание путем надлежащего расположения отливки в форме и регулирования теплоотвода. Как правило, массивные (толстые) узлы отливок располагают в верхней части кокиля. Это дает возможность компенсировать сокращение их объема при затвердевании непосредственно из прибылей, установленных над ними. Регулирование интенсивности теплоотвода с целью создания направленного затвердевания осуществляют охлаждением или утеплением различных участков литейной формы. Для местного увеличения теплоотвода широко используют вставки из теплопроводной меди, предусматривают увеличение поверхности охлаждения кокиля за, счет оребрения, осуществляют локальное охлаждение кокилей сжатым воздухом или водой. Для снижения интенсивности теплоотвода на рабочую поверхность кокиля наносят слой краски толщиной 0, 1—0, 5 мм. На поверхность литниковых каналов и прибылей для этой цели наносят слой краски толщиной 1-1, 5 мм. Замедление охлаждения металла в прибылях может быть достигнуто также за счет местного утолщения стенок кокиля, применения различных малотеплопроводных обмазок и утепления прибылей наклейкой асбеста. Окраска рабочей поверхности кокиля улучшает внешний вид отливок, способствует устранению газовых раковин на их поверхности и повышает стойкость кокилей. Перед окраской кокили подогревают до 100—120 °С. Излишне высокая температура нагрева нежелательна, так как при этом снижаются скорость затвердевания отливок и длительность срока службы кокиля. Нагрев уменьшает перепад температур между отливкой и формой и расширение формы за счет прогрева ее металлом отливки. В результате этого в отливке уменьшаются растягивающие напряжения, вызывающие появление трещин. Однако одного только подогрева формы недостаточно, чтобы устранить возможность возникновения трещин. Необходимо своевременное извлечение отливки из формы. Удалять отливку из кокиля следует раньше того момента, когда температура ее сравняется с температурой кокиля, а усадочные напряжения достигнут наибольшей величины. Обычно отливку извлекают в тот момент, когда она окрепнет настолько, что ее можно перемещать без разрушения (450—500 °С). К этому моменту литниковая система еще не приобретает достаточной прочности и разрушается при легких ударах. Длительность выдержки отливки в форме определяется скоростью затвердевания и зависит от температуры металла, температуры формы и скорости заливки. Алюминиевые сплавы в зависимости от состава и сложности конфигурации отливок заливают в кокили при 680—750 °С. Весовая скорость заливки составляет 0, 15—3 кг/с. Отливки с, тонкими стенками заливают с большими скоростями, чем с толстыми.
Для устранения прилипания металла, повышения срока службы и облегчения извлечения металлические стержни в процессе работы смазывают. Наиболее распространенной смазкой является водно-графитовая суспензия (3—5 % графита).
Части кокилей, выполняющих наружные очертания отливок, изготавливают из серого чугуна. Толщину стенок кокилей назначают в зависимости от толщины стенок отливок в соответствии с рекомендациями ГОСТ 16237—70. Внутренние полости в отливках выполняют с помощью металлических (стальных) и песчаных стержней. Песчаные стержни используют для оформления сложных полостей, которые невозможно выполнить металлическими стержнями. Для облегчения извлечения отливок из кокилей наружные поверхности отливок должны иметь литейный уклон от 30' до 3° в сторону разъема. Внутренние поверхности отливок, выполняемых металлическими стержнями, должны иметь уклон не менее 6°. В отливках не допускаются резкие переходы от толстых сечений к тонким. Радиусы закруглений должны быть не менее 3 мм. Отверстия диаметром более 8 мм для мелких отливок, 10 мм для средних и 12 мм для крупных выполняют стержнями. Оптимальное отношение глубины отверстия к его диаметру равно 0, 7—1. Величина припуска на обработку при литье в кокиль назначается в два раза меньшей, чем при литье в песчаные формы.
Воздух и газы выводятся из полости кокиля с помощью вентиляционных каналов, размещаемых в плоскости разъема, и пробок, размещаемых в стенках вблизи глубоких полостей.
В современных литейных цехах кокили устанавливают на однопозиционные или многопозиционные полуавтоматические литейные машины, в которых автоматизированы закрытие и раскрытие кокиля, установка и извлечение стержней, выталкивание и удаление отливки из формы. Предусмотрено также автоматическое регулирование температуры нагрева кокиля. Заливку кокилей на машинах осуществляют с помощью дозаторов.
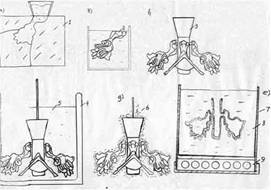
Для улучшения заполнения тонких полостей кокилей и удаления воздуха и газов, выделяющихся при деструкции связующих, осуществляют вакуумирование форм, заливку их под низким давлением или с использованием центробежной силы.
Похожие работы
... , понижает плотность и увеличивает модуль упругости. Титан применяется для измельчения зерна литого металла, а также значительно уменьшает склонность к трещинообразованию. Небольшое количество бора (0,005-0,01%) измельчает зерно алюминия и его сплавов. Эффект модифицирования увеличивается в присутствии небольших количеств титана. Сплавы системы Al-Cu-Mg с добавками железа и никеля (АК2, АК4, АК4 ...
... другое соотношение входящих в состав примесей железа и кремния. Буква Е в марке АЕ означает, что алюминий данной марки предназначается для производства электропроводов. Дополнительным требованием к свойствам алюминия является низкое электросопротивление, которое для проволоки, изготовленной из него, должно быть не более 0.0280 ом мм м при 20 C. Алюминий применяют для производства из него изделий ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... стенки предмета самонесущие (сами себя несут). Но часто стенки только закрывают внутреннее содержание это должно быть ощутимо извне, так как влияет на трактовку поверхности предмета. индивидуальное оригинальное художественное изделие Внешний вид изделия может говорить о его тонкости или жесткости, о том, что это не монолитный предмет, а оболочка, в которую заключено что-либо, или просто полезное ...
0 комментариев