Навигация
Известковая печь как объект управления
74572
знака
3
таблицы
0
изображений
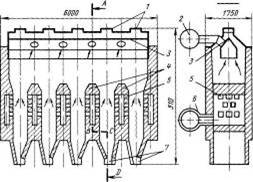
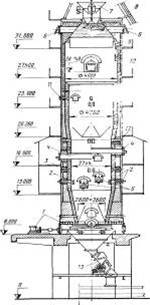
1.12 Известковая печь как объект управления
Производство извести представляет собой непрерывно-циклическое со сложными организационными связями производство, имеющее в своем составе ряд технологических процессов.
Главной задачей управления производством является получение заданного состава извести по СаО, что в основном сводится к расчету необходимого объема газа на горение и объема продувочного воздуха. Эта задача сложна тем, что непосредственная информация о содержании СаО отсутствует. Также необходимо сказать, известковая печь является агрегатом временного действия в отличие от таких агрегатов как доменная печь или агломашина.
В качестве управляющего устройства может выступать либо электронная вычислительная машина, либо регулирующий микроконтроллер. Известковая печь как объект системы управления называются замкнутыми или управления. системами с обратной связью. В них управляющее устройство получает сведения о действительном состоянии Хт объекта, заданиях Хз или входных параметрах и информацию о контролируемых возмущающих воздействиях .
Алгоритм управления может быть построен на принципе компенсации, либо на принципе обратной связи, либо с использованием обоих принципов. В первом случае управляющее устройство, получая результаты измерения контролируемых возмущающих воздействий, рассчитывает и выдает такие управляющие воздействия которые компенсируют влияние возмущения и приводят выходную величину в лучшее соответствие с требованиями к ней. Во втором случае управляющее устройство, анализируя различие между выходной величиной и заданием оказывает такое воздействие на объект, чтобы приблизить к заданному значению.
Принцип обратной связи во многих отношениях проще и эффективнее, чем метод компенсации. Однако использование его при управлении обжигом извести весьма ограничено в связи с невозможностью измерения многих выходных параметров процесса.
Все управляющие воздействия можно разделить на две группы: статические и динамические. В соответствии с этим и управление можно разделить на статическое и динамическое. Статическое управление сводится к нахождению оптимального объема природного газа, продувочного воздуха и фракционного состава известняка, обеспечивающих получение конечных параметров извести как можно ближе к заданным. С этими целями строятся статические модели обжига извести, которые реализуются на ЭВМ и микроконтроллерах. Динамическое управление в отличии от статического предусматривает определение оптимальных значений управляющих воздействий, являющихся функциями времени продувки. Оно реализуется на основе измерений динамических параметров процесса. К динамическим управляющим воздействиям относятся параметры;
1) расход природного газа;
2) расход продувочного воздуха.
Основной задачей для реализации динамического регулирования является непосредственное измерение параметров процесса - температуры и состава извести. Однако недоступность печи для прямых измерений практически исключает это. Что касается определения химического состава извести, то здесь наиболее перспективно использование косвенных параметров, доступных измерению и несущих в себе необходимую информацию.
Также, в задачу управления входит контроль ряда параметров:
Таблица 1.
| Контролируемый параметр | Способ выражения физической величины контролируемого параметра (А) в единицах СИ | ||
| Заданное значение | Предельные значения | Допуск заданный | |
| Температура в соединительном канале печи, С° | 950-1200 | 750-1350 | ±200 |
| Давление в соединительном канале печи, кПа | 10-30 | 8-38 | ±3 |
| Температура извести из шахт № 1 ,№2, °С | 100 | 120 | ±10 |
| Температура отходящих газов извести из шахт №1,№2,С° | 120 | 200 | ±10 |
| Давление верхнего воздуха (на горение), кПа | 25 | 8-38 | ±5 |
| Давление нижнего воздуха (на охлаждение), кПа | 24 | 8-30 | ±5 |
| Давление воздуха на продувку , кПа | 50-70 | 30-90 | ±5 |
| Расход верхнего воздуха (на горение), м /час | 32000 | 20000 -40000 | ±2000 |
| Расход нижнего воздуха (на охлаждение), м."7час | 15000 | 10000-22000 | ±2000 |
| Температура природного газа на печь, °С | 20 | -10-40 | |
| Расход природного газа на печь, Нм /час | 2200 | 1600-2400 | ±30 |
Похожие работы
... работы печи дают возможность не только определить стоимость обжига принятой единицы продукции, но и судить о совершенстве той или иной конструкции, наметить пути дальнейшего ее усовершенствования. 1.2 Обжиговые печи В черной металлургии обжиговые шахтные печи применяют главным образом для обжига железных руд, известняка, магнезита и доломита. По виду используемого топлива обжиговые шахтные ...
... в закрытых складах. Санитарно-технические изделия, прошедшие сортировку и комплектование арматурой, упаковывают в специальные ящики и хранят в закрытых складах. 12 Основные технологические схемы производства различных видов керамики: керамического кирпича, камней, искусственных пористых заполнителей, керамической облицовочной плитки, огнеупорных материалов и изделий, технической керамики ...
... цен, валютных курсов, соотношений валют и кредитных условий. Учитывают также временные, случайные факторы. Среднесрочное (на 5 лет) и долгосрочное (на 10 - 15 лет) прогнозирование товарных рынков основывается на системе прогнозов: конъюнктуры рынка, соотношения спроса и предложения, международной торговли, охраны окружающей среды. При среднесрочном и долгосрочном прогнозировании не учитывают ...
... предназначена для: · оформления товаросопроводительной документации на отгружаемую металлопродукцию; · своевременного обеспечения оперативной информацией технологического и управленческого персонала прокатного производства, сотрудников УППП, УВЭС, представителей фирм-потребителей металлопроката; · повышения оперативности и достоверности формирования документов на ...
0 комментариев