Навигация
1 уровень
Визуализация оператора линии упаковки ГКЛ
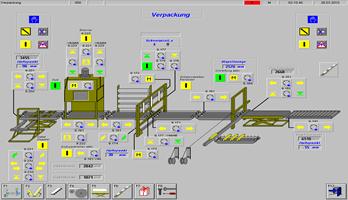
Рис.01
Способ действия
Windows Logic Controller (WinLC)
SIMATIC WinAC MP это новый класс аппаратуры и программного обеспечения, предназначенный для построения систем управления локального уровня и решения задач визуализации. Связь с объектом управления осуществляется через систему распределенного ввода-вывода на основе PROFIBUSDP.
Для оптимального решения задач автоматического управления WinAC MP позволяет использовать несколько вариантов выполнения программы:
· Циклическое выполнение программы
· Обработка аварийных сообщений (прерывания)
· Запуск программ по дате и времени
Программирование и настройка параметров выполняются инструментальными средствами пакета STEP 7.
Настраиваемые параметры:
· Промышленная связь: конфигурирование сетей и установка адресов сетевых станций
· Время сканирования и рестарта: определение максимального времени сканирования программы, перезапуска и выполнения функций самодиагностики
· Тактовые флаги: установка адресов
· Уровень защиты: определение паролей для обеспечения доступа к программе и данным
· Системная диагностика: определение порядка обработки диагностических сообщений
· Сторожевой таймер: определение периодичности срабатывания
· Периодичность временных прерываний: установка стартовой даты и времени. А также периодичности повторения временных прерываний
Настраиваемые функции:
· Тестовые функции: программатор может быть использован для отображения состояний сигналов во время выполнения программы, изменения значений переменных и состояний выходов непосредственно в программе пользователя
· Информационные функции: программатор позволяет получать информацию о свободном объеме памяти центрального процессора, его режимах работы, используемых объемах загружаемой и рабочей памяти, текущем, максимальном и минимальном времени выполнения цикла программы, просматривать в текстовом формате содержимого буфера диагностических сообщений
Системные функции:
Центральный процессор поддерживает множество системных функций, позволяющих выполнять диагностику, настройку параметров, синхронизацию, обработку аварийных сообщений, хронометраж и т.д.
Визуализация и оперативное управление на базе ProTool
Для решения задач визуализации в MP 370 используется программное обеспечение ProTool. При инсталляции WinAC MP и ProTool связываются между собой автоматически. Специального конфигурирования для этого не требуется. Совокупность WinAC MP и ProTool обладает полной функциональной совместимостью с требованиями концепции Totally Integrated Automation: от способов обработки, хранения и визуализации данных до обработки рецептов, сообщений и сигналов тревоги.
Управление и мониторинг контроллера выполняется с помощью специальной экранной формы, в точности повторяющей фронтальную панель центрального процессора. Эта экранная форма включается в проект ProTool и позволяет изменять режимы работы центрального процессора WinAC MP, а также получать информацию о его текущих состояниях.
Гибкая интеграция WinAC MP в ProTool позволяет существенно повысить информативность и наглядность процессов оперативного управления и мониторинга.
Простое конфигурирование и ввод в эксплуатацию
WinAC MP с панелью MP 370 являются полностью законченным изделием, для работы которого не нужны дополнительные аппаратные и программные средства. MP 370 оснащена встроенными интерфейсами PROFIBUS, Ethernet, RS 232 и USB.
При инсталляции WinAC MP эти интерфейсы автоматически конфигурируются, что обеспечивает возможность немедленного ввода в эксплуатацию данного блока управления. Для начала функционирования необходимо только загрузить проекты STEP7 и ProTool!
Загрузка программ пользователя и проектов ProTool
Основным интерфейсом для загрузки программ пользователя и проектов ProTool в MP 370 является Ethernet. Дополнительно WinAC MP позволяет использовать для загрузки программ интерфейс PROFIBUSDP.
ПрограммированиеПрограммирование WinAC MP
Программирование и конфигурирование WinAC MP производится пакетом STEP 7 и SIMATIC Engineering Tools для программируемых контроллеров SIMATIC S7. Этот пакет соответствует стандарту DIN EN 6.11313, но содержит большое количество дополнительных библиотечных модулей, специфических для контроллеров SIMATIC S7.
Разработка проектов ProTool
Разработка проектов ProTool для MP370 производится пакетом ProTool CS. ProTool CS и STEP 7 могут быть интегрированны и содержать общую базу тегов, что упрощает инжиниринг и уменьшает время разработки.
Технические данные
| SIMATIC WinAC MP V3.1 |
|
| Технические данные | |
| • Flashпамять (встроенная) | 5 MB |
| • Оперативная память (встроенная) | 1 MB |
| • Загружаемая память (встроенная) | 1 MB |
| • Меркеры | 2 kByte |
| • Счетчиков | 512 |
| • Таймеров | 512 |
| • Сохраняемые данные | Да, с UPS |
| Количество блоков | |
| • FB/FC/OB/DB/SDB | Всего 2500 max. |
| Периферия | |
| • Адрессное пространство I/O | 16 Кбайт на ввод, 16 Кбайт на вывод |
| • Количество каналов ввода-вывода | 1 Кбайт на ввод, 1 Кбайт на вывод |
| • Подсоединение периферии | PROFIBUS DP до 12 MBit/s (на корпусе MP 370) |
| • Количество PROFIBUS DP Slaves | 32 |
| Типичное время выполнения | |
| • логических операций | 0,2 µs |
| • математических операций | 0,15 µs |
| Технологии | |
| • SIMATIC FMs | FM350, FM351, FM352 |
| • Easy Motion Control | Да |
| Системные данные | |
| • Аппаратура | SIMATIC MP 370 12" Touch, MP 370 12"Keys или MP 370 15” Touch |
| • Операционная система | Windows CE 3.0 (входит в MP 370) |
| • Пакет программирования | STEP 7, c V5.2 |
| • Пает для разработки визуализации | ProTool c V6.0, SP2 |
| • Программное обеспечение для индустриального Ethernet (для программирования) | SOFTNET PG для Ethernet |
| Коммуникационные возможности | |
| Каналов, всего | 24 |
| • Ethernet, max | 22 |
| • PROFIBUS, max. | 4 |
| • зарезервированный канал OS | 1 |
| • зарезервированный канал PG | 1 |
| PG/OP коммуникации | Да |
| Глобальные данные | Нет |
| S7 функции | Нет |
| S7Kкоммуникации | |
| • как Sever | Да |
| • как Client | Да |
Похожие работы
... продукции на отбельном переходе, маш час/ 1000м 0,0517 0,0504 -2,514% 6.Трудоёмкость продукции на отбельном переходе, чел час/ 1000м 0,2070 0,2017 -2,56% 7.Капитальные затраты на автоматизацию на одну линию ЛЖО-2, 1000 руб. ------ 10 ------- 8.Сравнительная себестоимость 1000 метров ...





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев