Навигация
Порядок проведения диагностики
48834
знака
0
таблиц
6
изображений
2. Порядок проведения диагностики.
Контрольно-диагностические работы служат для определения технического состояния автомобиля, его агрегатов и узлов без их разборки и являются элементом управления технологическими процессами обслуживания и ремонта подвижного состава. Объем контрольно-диагностических работ для современных автомобилей составляет по отношению к объему исполнительской части около 30%.
При диагностировании выявляют автомобили, техническое состояние которых не отвечает требованиям безопасности движения, а перед ТО определяют потребность в устранении неисправностей или проведении ремонта, контролируют качество ТО и ТР, определяют возможность исправной работы агрегатов и механизмов автомобиля в предстоящем межконтрольном пробеге, собирают и обрабатывают информацию, необходимую для управления производством.
В системе управления технической службой АТП диагностирование является, информационно-контролирующим блоком, подчиненным отделу управления производством.
По назначению, периодичности, трудоемкости, перечню выполняемых работ и месту в технологическом процессе ТО и ТР периодическое диагностирование, как указывалось ранее, делится на Д-1 и Д-2.
Д-1 предназначается главным образом для диагностирования механизмов, обеспечивающих безопасность движения автомобиля (тормоза, механизмы управления, углы установки передних колес; приборы освещения), уровень токсичности отработавших га-зов и его топливную экономичность. Оно может либо ограничиваться только определением годности объекта к дальнейшей эксплуатации (экспресс-диагностирование), либо включать в себя определение основных неисправностей и сопровождаться регулировочными работами с последующим контролем качества их выполнения. Экспрессное Д-1 производится на контрольном пункте при возвращении автомобиля в парк, а Д-1 при ТО-1 или перед ним. Кроме того, для проведения ТО-1 используют информацию, полученную при помощи средств встроенного диагностирования.
Д-2 предназначается для диагностирования автомобиля в целом по тягово-экономическим показателям и выявления неисправностей его основных агрегатов, систем и механизмов. Д-2 проводят перед ТО-2, чтобы подготовить производство к выполнению ремонтных работ и уменьшить простои автомобиля в плановом ТО-2. Одновременно с Д-2 выполняют некоторые технологически оправданные регулировочные работы и последующий контроль качества их проведения. Д-2 проводят также по заявкам перед ТР в случаях необходимости выявления неисправностей и определения потребного объема ремонта. Информацию, необходимую для проведения ТО-2 и ремонта, получают при помощи диагностических стендов и переносных приборов. Для обнаружения неисправностей и отказов в процессе выполнения ТО и ТР (на специализированных постах, линиях и в цехах) проводят оперативное технологическое диагностирование (Др), используя при этом переносные приборы и настольные установки. На крупных АТП оперативное диагностирование выполняют также по потребности (по заявкам) на специализированных постах, оборудованных стендами.
Регулировочные работы заключаются в восстановлении без замены деталей и механизмов параметров технического состояния объекта до установленных технической документацией норм, величин зазоров, люфтов, свободных ходов, приводных усилий. Проводят их по результатам диагностирования и контроля .качества выполненного ТО или ремонта.
5.Основные работы, выполняемые при ремонте двигателя
Цилиндро-поршневая группа. Основными дефектами блока цилиндров являются пробоины, сколы, трещины, износ рабочей поверхности цилиндра, деформация посадочных мест под гильзу, деформация гнезд вкладышей коренных подшипников, обломы шпилек, срыв резьбы в отверстиях.
Дефекты блока цилиндров устанавливают тщательным осмотром, обмером цилиндров и опрессовкой. Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. В рубашку блока под давлением 0,4,.. 0,5 МПа нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или (вместо нее) чугунная плита с резиновой прокладкой. Для устранения трещин, пробоин и обломов их заваривают или заделывают эпоксидными пастами.
Перед заваркой пробоине необходимо придать форму, удобную для постановки заплаты, заровнять острые выступы и по краям пробоины снять фаски. Затем из листового материала сплава АЛ-4 или АМц вырезать и подогнать по форме пробоины заплату. На нагретую деталь (150...250" С) приваривают заплату с двух сторон. Температуру нагрева блока следует контролировать с помощью тормочувствительного карандаша. Так как шлак вызывает коррозию свариваемой детали, после сварки его необходимо счистить металлической щеткой и смыть водой. Излишне наплавленный металл следует удалить и проверить сварные швы на герметичность. При наличии пор дефектные места не-обходимо вырубить и вновь заварить, предварительно нагрев деталь. Контролировать герметичность сварных швов лучше всего с помощью гидравлических испытаний или методом цветной капиллярной дефектоскопии.
При заварке пробоин, захватывающих канал для прохода смазки, можно предварительно вставлять в канал стальную или лучше алюминиевую трубку. Однако если постановка трубки затруднительна, то канал для прохода смазки может быть заварен, а затем рассверлен. После обработки канала необходимо провести гидравлическое испытание под давлением 0,3...0,4 МПа.
Перед заваркой необходимо выявить границы трещины и затем разделать ее на глубину 2...3 и ширину 5...6 мм. Наплавку обломов и заварку трещин выполняют так же, как и заварку пробоин после предварительного подогрева. Обработка и контроль сварного шва при заварке пробоин и трещин аналогичны. При сварке блок цилиндров желательно устанавливать так, чтобы сварку можно было выполнять в нижнем положении. При наплавке бобышек или приливов, имеющих отверстия, последние полностью заваривают, а затем рассверливают до необходимых диаметров.
Величину износа цилиндров или гильз определяют индикаторным нутромером в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5..-10 мм от верхней плоскости блока, второй — в средней части цилиндра и третий— на расстоянии 15. ..20 мм от нижней кромки цилиндра. В зависимости от величины износа назначают вид ремонта —— растачивание до следующего ремонтного размера, который больше предыдущего на 0,25 мм, или выполняют установку (за-прессовку) ремонтных гильз.
Цилиндры или вставные гильзы обрабатывают до ремонтных размеров на расточных станках стационарного или переносного типа. Вставные гильзы крепят в специальном приспособлении, установленном на столе расточного станка. После растачивания цилиндр или гильзу подвергают хонингованию. Независимо от способа окончательной обработки цилиндров (гильз) их внутренний диаметр должен иметь один и тот же ремонтный размер для данного двигателя.
Цилиндры можно восстанавливать запрессовкой ремонтных гильз, если их износ превышает последней ремонтный размер или на стенках есть глубокие риски или задиры. Для этого цилиндры обрабатывают под ремонтную гильзу, толщина которой должна быть не менее 3...4 мм. Запрессовывая ремонтные гильзы, в верхней части цилиндра растачивают кольцевую вытачку под буртик гильзы. Ремонтные гильзы запрессовывают с натягом 0,05...010 мм на гидравлическом прессе, спрессовывают и обрабатывают (растачивают и хонингуют) до нормального размера. Вставные гильзы выпрессовывают и запрессовывают с помощью специальных съемников .
Для замены изношенных поршней изготовляют комплекты поршней с подобранными к ним поршневыми пальцами и со стопорными и поршневыми кольцами в количестве, необходимом для одного двигателя. Съем и установку поршневых колец выполняют специальным съемником (рис. 137), при этом надо следить за правильным положением замков колец.
Для обеспечения надлежащего зазора между юбкой поршня и гильзой цилиндра поршни после окончательной обработки сортируют на заводе-изготовителе по диаметру юбки на размерные группы. Перед установкой поршневых колец необходимо подобрать поршневые кольца по канавке поршня и по цилиндру .
Зазор в замке поршневого кольца при установке в цилиндр должен составлять 0,3.,.0,6 мм в зависимости от додели автомобиля. Наряду с подбором поршней к гильзам цилиндров по диаметру их подбирают также и по массе, для чего их сортируют на заводе-изготовителе и маркировку наносят на днище поршня с помощью клейма или краской.
Поршни, устанавливаемые в гильзы цилиндров двигателя, должны быть одной массовой группы и помечены порядковыми номерами гильз цилиндров, к которым они подобраны. Буквенная маркировка групп наносится на поверхности днища поршня.
После того как закончен подбор поршней к гильзам, подбирают поршневые пальцы к поршням к втулкам верхних головок шатунов. Шатуны предварительно проверяют и при необходимости восстанавливают. Изношенные втулки верхней головки шатуна обычно заменяют новыми или развертывают под ремонтный размер поршневого пальца. Отверстия нижней головки шатуна под вкладыш растачивают и шлифуют вместе с крышкой шатуна. Изгиб и скручивание шатуна устраняют правкой с использованием специальных приспособлений, контролирующих одновременно расстояние между центрами его головок.
Для облегчения подбора поршневые пальцы, поршни и втулки верхних головок шатунов сортируют на размерные группы. Каждая группа имеет свое цветовое обозначение. При изготовлении деталей маркировочную краску наносят: у поршней—на нижнюю поверхность одной из бобышек, у поршневых пальцев — на внутреннюю поверхность с одного конца, на шатуне — у верхней головки.
Поршневой палец, принадлежащий к определенной размерной группе, подбирают при сборке к поршню и втулке шатуна той жа размерной группы. Поршневой палец, смазанный маслом для двигателя, должен плотно входить во втулку под усилием большого пальца правой руки (рис. 139).
Во всех случаях поршневые пальцы к шатунам необходимо подбирать при температуре воздуха в помещении (20±3)°С. Поршневой палец, подобранный к поршню и шатуну, смазывают тем же маслом, что и для двигателя, и запрессовывают в бобышки поршня и в верхнюю головку шатуна с помощью специального приспособления. Предварительно поршень нагревают до 47,..77°С.
Для опор коренных подшипников необходимо контролировать величину деформации постелей под вкладыши коренных подшипников. При капитальном ремонте, как правило, наращивают поверхность постелей с последующей расточкой. Если в опорах и в других местах блока цилиндров есть трещины, проходящие через масляные каналы, блок подлежит замене.
Коленчатый вал. Основными дефектами коленчатого вала являются изгиб, износ шатунных и коренных шеек, износ отверстия под подшипник ведущего вала коробки передач и отверстий фланца под болты маховика. Если размер отверстия под подшипник ведущего вала коробки передач увеличен, отверстие подлежит ремонту путем постановки дополнительной втулки из стали. При увеличении диаметра отверстий под болты крепления маховика их развертывают до ремонтного размера. Существуют допустимые биения основных поверхностей коленчатого вала двигателя ВАЗ-2101 (рис. 140).
При биении средних коренных шеек вала относительно крайних более 0,1 мм (с учетом износа) вал подлежит правке. Перед правкой вал устанавливают в электропечь, выдерживают в ней 30 мин при 160...200° С. При правке коленчатый вал укладывают коренными шейками на призмы, установленные на столе пресса или плите приспособления. Точка наибольшего отклонения (изгиба) коленчатого вала должна находиться под рабочим поршнем пресса. Вал правят с помощью призмы пуансоном пресса по трем средним коренным шейкам. Поскольку остаточные напряжения, возникающие на коленчатом валу в результате правки, через некоторое время могут нарушить соосность коренных шеек, коленчатый вал необходимо править непосредственно перед шлифованием шеек.
Износ шатунных и коренных шеек коленчатого вала устраняют шлифованием под ремонтные размеры. При шлифовании шеек в качестве установочных баз можно использовать шейку под распределительную шестерню и фланец крепления маховика или фаски отверстий под храповик и подшипник. В первом случае вал закрепляют в патронах шлифовального станка за шейку и фланец, во втором устанавливают в центрах. Опыт показывает, что поверхность фасок, как правило, бывает повреждена, поэтому перед шлифованием шеек необходимо править центры вала. Если шлифованием под ремонтные размеры не удается устранить износы шеек, шейки вала подвергают наплавке с последующим шлифованием под номинальный размер. Завершают обработку шеек вала полированием или суперфинишированием до получения требуемой шероховатости поверхности.
Для всех шатунных шеек устанавливают один ремонтный размер и один ремонтный размер для коренных шеек в зависимости от наименьшего диаметра, по-лученного при обмере, и рекомендуемого техническими условиями. Ремонтные размеры для вкладышей уменьшаются по диаметру на 0,25 мм для каждого последующего ремонтного размера. Подшипники для шатунных и коренных шеек коленчатого вала номинального и ремонтных размеров изготовлены в виде стальных тонкостенных вкладышей, залитых с внутренней стороны антифрикционным сплавом.
Вкладыши при ремонте двигателя заменяют на новые без каких-либо подгоночных операций и только попарно. Замена одного вкладыша из пары не допускается.
Головка блока цилиндров и газораспределительный механизм. Основными дефектами головок блока являются трещины в различных местах, коробление поверхности сопряжения с блоком цилиндров, износ отверстий в направляющих втулках клапанов и резьбы, ослабление посадки седел клапанов в гнездах. Головка блока цилиндров с деталями клапанного механизма работает в очень тяжелых условиях—при высоких температурах и под воздействием механических и тепловых нагрузок. Поэтому необходимо для нее правильно выбрать способ ремонта в зависимости от дефекта и места его расположения. Трещины можно заделывать эпоксидными пастами, заваркой с общим подогревом головки, наложением заплат, штифтовкой.
Трещины на поверхности сопряжения с блоком цилиндров или на стенках рубашки охлаждения заделывают электродуговой сваркой в среде аргона. При трещинах длиной более 50 мм или при наличии двух и более трещин общей длиной 50 мм, или при трещинах в недоступных для ремонта местах головку цилиндров бракуют. Браковочным признаком являются также трещины, выходящие в камеру сгорания. Трещины, прохо- дящие через перемычку клапанных гнезд, сваривают. Если эти трещины выходят в водяную полость, головку цилиндров бракуют. После заварки трещин головку цилиндров подвергают гидравлическому испытанию под давлением 0,3...0,4 МПа.
Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием с последующим шлифованием при выдержке минимально допустимой глубины камеры сгорания, которая указывается в технических условиях. Величина коробления плоскости не должна превышать 0,05 мм, ее проверяют на плите с помощью щупа.
Износ и раковины на фасках седел клапанов исправляют шлифованием или заменой седла. Восстановление седла клапана выполняют зенкованием с последующим шлифованием и притиркой. При зенковании применяют комплект зенковок с углами наклона режущих кромок 30. 45 и 60°. Зенковки с углами 75 и 15° являются вспомогательными и используются для получения необходимой рабочей фаски заданных размеров. Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол.
При больших износах седла клапана, когда утопание калибра превышает допустимую величину, указанную в технических условиях, или при ослаблении посадки седла клапана в гнезде седло заменяют новым ремонтного размера, предварительно расточив под этот размер гнездо в головке.
Распределительным вал может иметь следующие дефекты: погнутость, износ опорных шеек и износ кулачков по профилю. Прогнутость вала устраняют правкой на прессе. Опорные шейки ремонтируют шлифованием до ремонтных размеров, кулачки, изношенные по высоте, шлифуют на копировально-шлифовальных станках. При значительном уменьшении диаметра цилиндрической части кулачка (менее 32 мм для двигателя ЗМЗ-24), а также при наличии рисок и раковин, не удаляемых мелкозернистым бруском, распределительный вал заменяют.
На двигателях автомобилей «Москвич» шлифование шеек вала и кулачков при износе под ремонтные размеры не допускается,
Наиболее часто встречающимися дефектами клапанов являются: износ и обгорание рабочей фаски, деформация тарелки (головки), износ и изгиб стержня. Клапан с небольшим износом рабочей фаски восстанавливают притиркой к седлу. При значительных износах или при наличии глубоких раковин и рисок осуществляют шлифование и притирку. После шлифования фаски высота цилиндрической части головки клапана должна быть не менее величины установленной техническими условиями. Все клапаны притирают одновременно на специальном станке. Герметичность пары клапан — седло контролируют специальным прибором , с помощью которого нагнетается под избыточным давлением воздух в камеру сгорания через шланг и колокол — до полу-чения давления в 500 мм вод. ст. по шкале манометрической трубки . Если это давление удерживается в течение 10 с в на одном уровне, посадка клапанов герметична.
Изгиб стержня и биение рабочей фаски головки относительно стержня проверяют на специальном приспособлении. При большем биении стержня клапана, чем установлено ТУ, стержень правят. Изношенный стержень клапана можно восстановить хромированием или железнением с последующим шлифованием до нормального размера. Изношенный торец стержня клапана шлифуют до получения необходимой чистоты поверхности.
Каждый раз при выполнении разборочно-сборочных операций клапанного механизма головки цилиндров необходимо очищать от нагара камеру сгорания и клапаны, проверять зазор между стержнем и направляющей втулкой, а также упругость клапанных пружин — на весах. Если при проверке окажется, что усилие пружины на 10% меньше усилия новых пружин, пружину заменяют.
Приборы электрооборудования, снятые с автомобилей и товарных двигателей, вместе с проводкой, поступают на участок ремонта приборов электрооборудования. Здесь они проходят весь комплекс ремонтных опе-раций (наружную мойку, разборку, контроль и сортировку, сборку, испытание и окраску). Детали, подлежащие восстановлению слесарно-механической обработкой, наплавкой, гальваническими покрытиями, клеевыми составами, направляют на соответствующие участки. Восстановленные детали возвращают на участок ремонта приборов электрооборудования. Здесь же ремонтируют или комплектуют новую про-водку. Отремонтированные и окрашенные приборы электрооборудования вместе с комплектом проводов доставляют на участок сборки автомобилей или двигателей. Схема ремонта приборов электрооборудования на рис.
5.Основные работы, выполняемые при текущем ремонте.
Ремонт автомобилей — объективная необходимость, которая диктуется техническими и экономическими причинами. Они обусловлены тем, что производство транспортных средств, а также различные условия их эксплуатации не могут обеспечить одинаковые сроки службы деталей и сборочных единиц, составляющих изделие. Экономически нецелесообразно прекращать эксплуатацию не только при выходе из строя отдельных деталей и сборочных единиц, но также и в случае ухудшения общего технического состояния транспортного средства или его основных агрегатов. Наиболее полное использование ресурса деталей может быть обеспечено только при условии проведения своевременных ремонтов. Основное назначение ремонта—восстановление работоспособности транспортного средства.
Один из видов ремонта — текущий ремонт автомобиля. Он выполняется для обеспечения или восстановления работоспособности изделия и состоит в замене и (или) восстановлении отдельных деталей.
Характерными работами текущего ремонта являются разборочные, сборочные, слесарные, сварочные, окрасочные, замена деталей и агрегатов. При текущем ремонте допускается замена деталей, достигших предельного состояния, кроме базовых. У автомобиля при текущем ремонте могут заменяться отдельные узлы и агрегаты, требующие капитального ремонта.
Текущий ремонт способствует выполнению установочных норм пробега до капитального ремонта. Потребность в текущем ремонте устанавливается при контрольных осмотрах во время технического обслуживания, диагностики, а также по заявке водителя. Одновременно по ряду работ, в первую очередь связанных с безопасностью движения и трудоемких при устранении отказов, проводится плановый текущий ремонт. Частично он совмещается с операциями технического обслуживания. Планово-предупредительная система организации текущего ремонта как профилактическая мера обеспечивает своевременное устранение причин отказов, уменьшает стоимость работ и расход запасных частей, повышает безопасность использования автомобиля.
Текущий ремонт автомобиля производится на автотранспортных предприятиях, станциях технического обслуживания автомобилей (СТОА), а также индивидуальными владельцами.
Работы, выполняемые при текущем ремонте автомобилей, подразделяются не два вида: работы по съему и установке агрегатов и узлов, а также по разборке, устранению неисправностей и сборке снятых агрегатов и узлов.
Производственные участки, предназначенные для технического обслуживания и ремонта полнокомплектных автомобилей, считаются основными, участки, специализирующиеся по видам работ, например ремонту топливной аппаратуры, аккумуляторов и др., обеспечивающие работу основных участков, — вспомогательными.
На промышленных предприятиях существуют два метода текущего ремонта автомобилей — необезличенный и агрегатный.
При необезличенном методе ремонта сохраняется принадлежность восстановленных составных частей к определенному автомобилю. При этом автомобиль простаивает в течение всего времени ремонта его агрегатов. Агрегатный метод является таким обезличенным методом ремонта, при котором неисправные агрегаты заменяются новыми или заранее отремонтированными. Снятые с автомобиля агрегаты, требующие ремонта, отправляют на специализированные авторемонтные заводы или вспомогательные производственные участки для восстановления. При агрегатном методе значительно сокращается время простоя к ремонте, повышается коэффициент технической готовности и тем самым увеличивается эффективность использования автотранспортных средств.
Текущий ремонт выполняется на универсальных или специальных постах. На посты возлагают выполнение всех работ по текущему ремонту одного или нескольких агрегатов, сборочных единиц и систем автомобиля.
Рекомендуется специализировать производственные участки на выполнение определенных работ по агрегатам, электрооборудованию. Узкая специализация ремонтных предприятий позволяет применять наиболее производительные технологические процессы, улучшать качество и снижать себестоимость ремонтных работ.
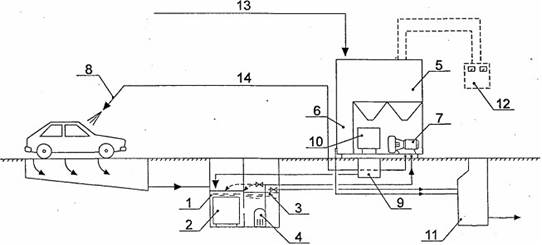
При текущем ремонте на СТОА происходит следующее перемещение автомобиля. При въезде на станцию автомобиль проезжает в зону приемки, где приемщик проводит его проверку, оформляет наряд-заказ на ремонт. На крышу автомобиля устанавливают опознавательный знак на магнитной подставке, номер которого вписывают в наряд-заказ. Оформляя наряд-заказ, приемщик вписывает а него данные о владельце и автомобиле, перечисляет операции, которые необходимо выполнить, указывает их стоимость по единому прейскуранту.
Оформленный наряд-заказ на ремонт приемщик передает в диспетчерскую, расположенную рядом с участком приемки. Диспетчер направляет автомобиль в определенную зону ремонта и устанавливает дату и время выдачи автомобиля из ремонта, которые отмечаются в наряде-заказе. Затем диспетчер рассылает с помощью пневмопочты формы наряда-заказа в соответствующие подразделения станции: на склад, в расчетный отдел, начальнику производства. Одна из форм остается на автомобиле, который передается персоналом участка приемки в одну из бригад соответствующего участка.
Таким образом, как только автомобиль принят и взят на учет диспетчером, соответствующие подразделения станции получают об этом информацию. Бригада, в которую поступил автомобиль, выполняет операции, указанные в наряде-заказе. Бригадир записывает в наряде-заказе табельные номера рабочих, проводящих ремонт, и они в нем расписываются за каждую операцию. Затем автомобиль по указанию диспетчера передается в другие бригады для выполнения других видов работ.
После завершения всех работ автомобиль поступает на участок выдачи, где проводится контроль работ, выполненных ремонтными бригадами. Проверенный автомобиль выдается владельцу или устанавливается на стоянку готовых автомобилей.
После завершения работ наряд-заказ, а также копии накладных на получение со складе запасных частей и материалов направляются в расчетный отдел. Обработанная в расчетном отделе документация поступает начальнику производства, который проверяет правильность проведения работ и оформления документации и передает документацию в кассу для оплаты работы владельцем автомобиля.
Тема № 4. Характеристика АО «Чебоксарский автоцентр КАМАЗ».
1.Краткая характеристика ЗАО «Чебоксарского автоцентра КАМАЗ».
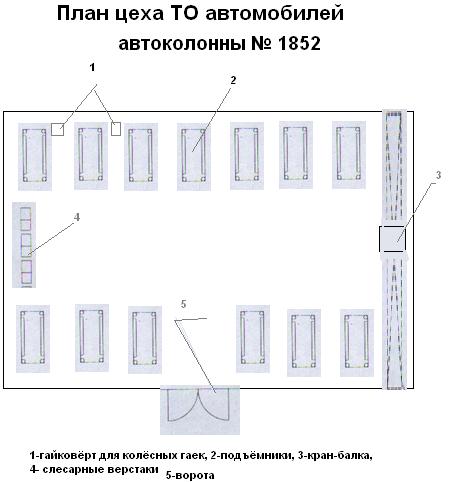
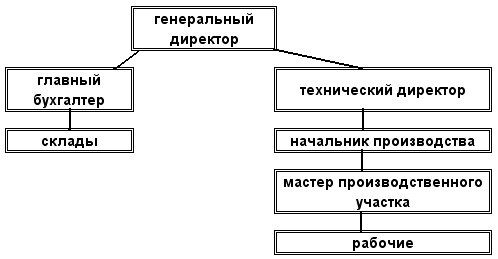
Автоцентр был основан в апреле 1980 года на месте складов УТЕпа. В настоящее время он является единственным аттестованным сервисным центром КАМАЗа на территории Чувашской республики. Автоцентр выполняет ремонт не только агрегатов, но и самих автомобилей. В автоцентре КАМАЗ ремонт выполняется с помощью различного оборудования: 3 электроподъёмника (1 с манипулятором), кран-балки с электрическим приводом, электромеханические гайковёрты и.т.д. На предприятии числится 25 человек.
Структурная схема предприятия:
2.План ремонтной базы

4.Тормозная система автомобиля КАМАЗ.
Работа пневматического привода тормозов автомобилей и автопоездов КамАЗ
1. Отторможенное состояние. Перед началом движения автомобиля необходимо заполнить пневмосистему сжатым воздухом. Наполнение воздушных баллонов всех контуров сжатым воздухом контролируется по сигнальным лампам и зуммеру. Лампы I, II, III, IV должны погаснуть, а зуммер—перестать звучать при достижении давления 5,0 кгс/см2. после чего можно начинать движение. При этом нужно оттормозить стояночный тормоз и убедиться, что лампа V также погасла. Дальнейшее заполнение системы контролируется по манометру. При достижении давления 7.0—7,5 кгс/см2 включается регулятор давления и наполнение системы прекратится. При падении давления в системе до 6,2—6,5 кгс/см2 регулятор давления выключается и происходит наполнение системы компрессором.
При движении автомобиля без прицепа (полуприцепа) привод тормозов находится в следующем состоянии:
а) воздушные баллоны 10, 11, 12 и 13 (см. рис. 143, а) заполнены сжатым воздухом под номинальным давлением;
б) от баллонов сжатый воздух подведен к секциям тормозного крана 19, к ускорительному клапану 27, ручному тормозному крану 17, разобщительным кранам 31 соединительных головок 32 и 33;
в) педаль тормоза, связанная с рычагом тормозного крана 19, находится в исходном верхнем крайнем положении;
г) рукоятка ручного крана 17 находится в исходном переднем крайнем положении. Сжатый воздух из баллона через кран 17 подведен к ускорительному клапану 27 и через последний заполняет цилиндры с пружинами энергоаккумуляторов 25, удерживая их в отторможснном положении. Болты механического растормаживания камер завернуты до упора;
д) разобщительные краны 31 находятся в закрытом положении, т. е. их рукоятки расположены перпендикулярно оси кранов;
е) соединительные головки 32 и 33 должны быть закрыты крышками;
ж) сжатый воздух постоянно подводится к крану включения вспомогательного тормоза 7 и к прочим потребителям.
При работе автомобиля с прицепом (полуприцепом), имеющим однопроводный привод тормозов (соединительная головка типа Б), магистраль управления тормозами прицепа должна быть присоединена к соединительной головке 32 типа «А» тягача. Разобщительный кран 31 этой головки должен быть открыт, и сжатый воздух под давлением 5,0—5,2 кгс/см2 должен подаваться в пневмосистему прицепа. Разобщительные краны двухпроводного привода тормозов прицепа остаются закрытыми.
При работе автомобиля с прицепом (полуприцепом), имеющим двухпроводный привод тормозов, головки питающей и тормозной магистралей тормозов прицепа должны быть присоединены к соответствующим соединительным головкам тягача. Разобщительные краны 3] этих головок должны быть открыты. Сжатый воздух с но-минальным давлением 6,2—7,5 кгс/см2 должен подаваться в пневмосистему прицепа по питающей магистрали. Давление в тормозной магистрали должно отсутствовать. Разобщительный кран однопроводного привода должен быть закрыт.
2. Торможение автомобиля рабочим тормозом. Торможение тягача и автопоезда осуществляется нажатием на педаль тормоза. Усилие, прикладываемое водителем к педали, передается через систему рычагов и тяг к тормозному крану 19. При этом сжатый воздух, подведенный из воздушного баллона 13 к верхней секции тормозного крана 19, поступает через клапан ограничения давления 2! в передние тормозные камеры 20 и в одну из управляющих магистралей клапана 28 управления тормозами прицепа с двухпроводным приводом.
Одновременно пз воздушного баллона 12 через нижнюю секцию тормозного крана 19 сжатый воздух поступает через автоматический регулятор тормозных сил 23 к тормозным камерам задней тележки 25, а также в другую управляющую магистраль клапана 28. Таким образом, колеса автомобиля затормаживаются с интенсивностью, выбранной водителем из условий движения. Если автомобиль имеет прицеп (полуприцеп), то последний также затормаживается. Вследствие срабатывания клапана 28 сжатый воздух из воздушного баллона // поступает к клапану 30 управления тормозами прицепа с однопроводным приводом и в тормозную магистраль двухпроводного привода.
При работе автомобиля с прицепом (полуприцепом), имеющим одпопроводный привод тормоза, торможение прицепа осуществляется следующим образом: клапан тормозов прицепа 30 срабатывает и выпускает воздух из соединительной магистрали прицепа, в результате чего срабатывает привод на прицепе. При работе автомобиля с прицепом (полуприцепом), имеющим двухпроводный привод тормозов, торможение прицепа происходит к результате подачи клапаном 28 сжатого воздуха в тормозную магистраль прицепа.
При оттормаживании тягача водитель отпускает педаль тормоза, В тормозном кране 19 обе секции соединяются с атмосферой. Сжатый воздух из передних тормозных камер 20 выходит через клапан 21 в атмосферу, и передние колеса тягача растормаживаются. Сжатый воздух из тормозных камер 25 задней тележки через регулятор тормозных сил 23 и нижнюю секцию тормозного крана 19 также уходит в атмосферу. Происходит ускоренное растормаживание тормозов задней тележки тягача. Из управляющих магистралей клапана 28 сжатый воздух также уходит в атмосферу через тормозной кран 19. Тормозная магистраль клапаном 28 отсоединяется от питающей магистрали и соединяется с атмосферным выводом. Сжатый воздух из тормозной магистрали уходит в атмосферу. Это приводит к растормаживанию прицепа. При однопроводной системе вследствие падения давления в управляющей магистрали клапан управления тормозами прицепа 30 срабатывает, и сжатый воздух поступает и соединительную магистраль прицепа через разобщительным кран 31 и соединительную головку 32. Сжатый воздух тормозных камер прицепа уходит через воздухораспределитель прицепа в атмосферу.
При двухпроводной системе падение давления в магистрали клапана 28 приводит к падению давления в тормозной магистрали прицепа. Прицеп растормаживается. Таким образом, при торможении рабочим тормозом работают два контура: контур I привода рабочего тормоза передней оси автомобиля и контур II привода рабочего тормоза задней тележки автомобиля. Кроме того, работает часть III контура—привод тормозов прицепа с управлением от I и II контуров.
При выходе из строя одного из контуров другие остаются работоспособными.
а) при повреждении контура Т и отсутствии сжатого воздуха в баллоне 13 торможение осуществляется рабочим тормозом задней тележки автомобиля и тормозами прицепа;
б) при повреждении контура II и отсутствии сжатого воздуха в баллоне 12 торможение осуществляется рабочим тормозом передней оси автомобиля и тормозами прицепа,
в) при повреждении контура III и отсутствии сжатого воздуха в баллоне 11 вступают в действие цилиндры с пружинными энергоаккумуляторамп аварийного и стояночного тормозов 25 и автоматически затормаживают колеса задней тележки. Продолжать движение можно только после их принудительного растормажнвания.
3. Торможение автомобиля стояночным тормозом. Для торможения автомобиля на стоянке следует отвести рукоятку тормозного крана 17 в заднее крайнее положение, где она фиксируется. При этом сжатый воздух из управляющей магистрали ускорительного клапана 27 выходит в атмосферу. Магистраль отсоединяется от питающей магистрали и соединяется с атмосферным выводом клапана 27. Сжатый воздух из связанных с клапаном 27 цилиндров 25 выпускается в атмосферу.
и пружинные энергоаккумуляторы затормаживают колеса задней тележки автомобиля.
При торможении автомобиля стояночным тормозом срабатывает также пневматический привод тормозов прицепа. Одновременно с выпуском сжатого воздуха из управляющей магистрали ускорительного клапана 27 выпускается воздух из магистрали клапана 28. Клапан 28 срабатывает, соединяя питающую магистраль с тормозной магистралью. При этом происходит торможение прицепа как по однопроводному приводу, так и по двухпроводному приводу тормозов (см. выше раздел «Торможение автомобиля рабочим тормозом»).
Для оттормаживания стояночного тормоза водитель должен вывести из фиксатора рукоятку ручного тормозного крана 17 вверх и затем перевести се в крайнее переднее положение. При этом сжатый воздух из баллона 11 через кран 17 поступает в управляющую магистраль ускорительного клапана 27. Клапан срабатывает, и сжатый воздух из баллона 11 поступает через двухмагистральный клапан 26 в цилиндры с пружинными энергоаккумуляторами 25 и, сжимая пружины, даст возможность вернуться штокам тормозных камер в отторможенное положение. При этом колеса задней тележки оттормажнваются.
5.Техническое обслуживание тормозной системы.
Регулировка рабочего тормоза может быть полная или частичная. Как перед полной, так и перед частичной регулировкой необходимо проверить правильность затяжки подшипников ступиц колес. При регулировке тормоза должны быть холодными.
Стояночный тормоз должен быть отторможен либо с помощью сжатого воздуха давлением не менее 5 кгс/см2. либо с помощью механического устройства, установленного в цилиндре с пружинным энергоаккумулятором.
Полная регулировка производится только после разборки и ремонта тормозов пли нарушения концентричности рабочих поверхностей тормозных колодок и барабанов в результате ослабления крепления осей колодок. Полную регулировку надо производить в следующем порядке:
1. Ослабить гайки крепления осей колодок и сблизить эксцентрики, повернув оси метками одну к другой. Метки поставлены на наружных, выступающих над гайками торцах осей. Ослабить болты крепления кронштейна разжимного кулака.
2. Подать в тормозную камеру сжатый воздух под давлением 1—1,5 кгс/см2 (нажимая на педаль тормоза при наличии воздуха в системе, пли воспользоваться сжатым воздухом из гаражной установки). При отсутствии сжатого воздуха вынуть палец штока тормозной камеры и, нажимая на регулировочный рычаг в сторону хода штока тормозной камеры при затормаживании, прижать колодки к тормозному барабану. Поворачивая эксцентрики в одну или другую сторону, сцентрировать колодки, обеспечив плотное прилегание их к тормозному барабану. Прилегание колодок к барабану проверять щупом через окна в щитке тормоза, расположенные на расстоянии 20—30 мм от наружных концов накладок щуп 0,1 мм не должен проходить вдоль всей ширины накладки.
3. Не прекращая подачи воздуха в тормозную камеру, а при отсутствии сжатого воздуха не отпуская регулировочный рычаг и удерживая оси колодок от проворачивания, надежно затяну и. гайки осей и болты крепления кронштейна разжимного кулака к суппорту тормоза.
4. Прекратить подачу сжатого воздуха, а при отсутствии сжатого воздуха отпустить регулировочный рычаг и присоединить шток тормозной камеры.
5. Повернуть ось червяка регулировочного рычага так, чтобы ход штока тормозной камеры был в пределах 20—30 мм. Убедиться, что при включении и выключении подачи воздуха штоки тормозных камер перемещаются быстро без заеданий.
6. Проверить, как вращаются в отторможенном состоянии барабаны. Они должны вращаться равномерно и свободно, не касаясь колодок. При указанной регулировке между тормозным барабаном и колодками могут быть следующие зазоры: у разжимного кулака примерно 0,4 мм, у осей колодок примерно 0,2 мм. Частичная регулировка производится для уменьшения зазора между колодками и барабаном, увеличивающегося вследствие износа накладок. Наличие больших зазоров, при которых требуется проведение частичной регулировки, обнаруживают по увеличению хода штоков тормозных камер, которые не должны превышать 40 мм.
Частичную регулировку выполняют только вращением осей червяков регулировочных рычагов, так же как и при полной регулировке При частичной регулировке не следует ослаблять гайки осей колодок и изменять установку осей, так как это может привести к нарушению плотного прилегания колодок к барабану при торможении. В случае изменения установки осей необходимо производить полную регулировку. При проведении как полной, так и частичной регулировки надо устанавливать наименьший ход штоков тормозных камер (около 20 мм).
Для получения одинаковой эффективности торможения правых и левых колес следует стремиться к тому, чтобы ходы штоков правых и левых камер на каждом мосту мало отличались друг от друга.
Уход за рабочим тормозом заключается в регулировке зазоров между колодками и барабанами, а также в периодическом осмотре, очистке тормозов и проверке креплении.
При осмотре необходимо проверять следующее:
1. Надежность крепления суппортов к фланцам мостов.
2. Затяжку гаек осей колодок и гаек болтов крепления кронштейнов разжимных кулаков.
3. Состояние фрикционных накладок: а) если расстояние от поверхности накладок до головок заклепок составляет менее 0,5 мм, то надо сменить тормозные накладки; б) необходимо предохранять накладки от попадания на них масла, так как фрикционные свойства промасленных накладок нельзя полностью восстановить путем чистки и промывки.
4, Валы разжимных кулаков. Вал должен вращаться в кронштейне свободно, без заеданий. Если вал не вращается свободно, то нужно очистить рабочие поверхности вала и кронштейна от ржавчины и грязи, смазать их тонким слоем консистентной смазки и после установки лишнюю смазку удалить.
Похожие работы
... тормозные диски и ряд других новшеств. Предусмотрена возможность установки кондиционера, которым серийно комплектуется часть машин. По своим ценовым характеристикам автомобили относятся к верхнему сегменту ценового диапазона автомобилей ВАЗ. "Десятку" вначале комплектовали только короткоходными карбюраторными 1,5-литровыми 69-сильными двигателями ВАЗ-21083, что в совокупности с высокой ...
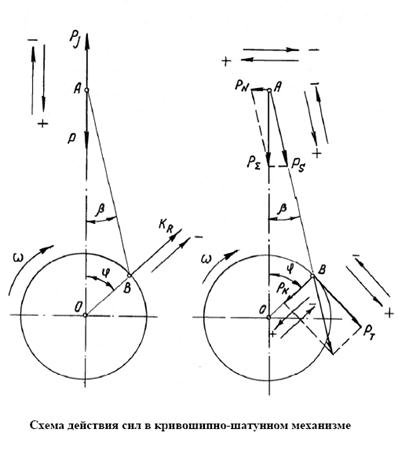
... 147 19,273 60,293 99,268 0,844 0,187 1,031 313 18,872 54,987 75,482 0,641 0,218 0,859 375,6 20,653 2. ДИНАМИЧЕСКИЙ РАСЧЕТ Динамический расчет автомобильного двигателя производится на режиме максимальной мощности по результатам теплового расчета. В результате расчета необходимо определить следующие силы и моменты, действующие в кривошипно-шатунном механизме двигателя: ...
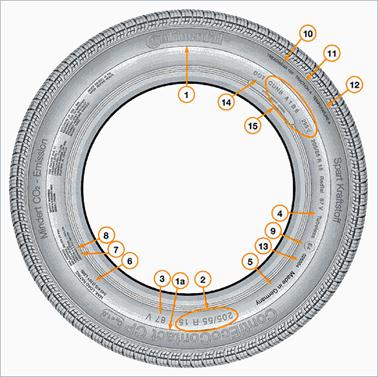


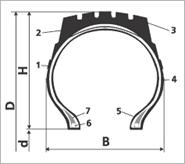
... А, В или С - способность шины к торможению на влажном дорожном полотне. Temperature: А, В или С термостойкость шины при высоких скоростях на испытательном стенде. С - удовлетворяет нормативные требования США (PMVSS 109). 13 Номер допуска согласно ECE R 30 14 Department of Transportation (Министерство транспорта США, ответственное за нормативы безопасности шин) 15 Код производителя: шинный ...
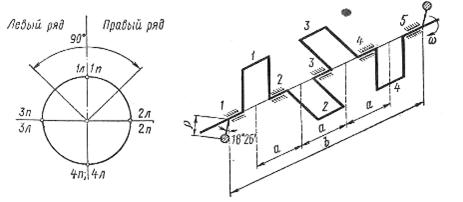
... ) для V-образного двигателя представлен в табл. 2.2. Изменение набегающих моментов представлено в табл. 2.3. и 2.4. Таблица 2.2. Расчет тангенцальных сил для V-образного двигателя (Н) α T1 T5 T1,5 T2 T6 T2,6 T3 T7 T3,7 0 0,00 -2944,51 -2944,51 8550,25 0,00 8550,25 -3410,46 0,00 -3410,46 30 -6688,22 3747,94 -2940,28 7740,68 7788,60 15529,28 2165,32 -2838,40 ...
0 комментариев