Классификация и ассортимент макаронных изделий
Факторы, влияющие на формирование качества и ассортимента макаронных изделий
Факторы, сохраняющие качество макаронных изделий
Практическая оценка ассортимента качества макаронных изделий на примере ОАО "Макаронная фабрика "Спагетто""
Оценка качества макаронных изделий вырабатываемых на ОАО "Макаронная фабрика "Спагетто
Навигация
Факторы, влияющие на формирование качества и ассортимента макаронных изделий
Ассортимент и качество макаронных изделий, вырабатываемых на ОАО "Макаронная фабрика "Спагетто""
54306
знаков
10
таблиц
5
изображений
1.4 Факторы, влияющие на формирование качества и ассортимента макаронных изделий
Качество макаронных изделий зависит от качества сырья и правильно проведенного технологического процесса.
Мука. Для производства макаронных изделий используют специальную муку следующих сортов: высший (крупка) и первый (полукрупка). Муку вырабатывают из твердых и мягких стекловидных сортов пшеницы. Лучшей является мука, выработанная из твердых пшениц (дурум). Допускается применение хлебопекарной муки. При использовании твердых сортов пшеницы для производства макаронной муки допускается примесь мягкой высокостекловидной пшеницы не более 15%. К качеству муки предъявляются следующие требования: мука должна обладать хорошим цветом, крупитчатой структурой, содержать 30-34% хорошей, упругой клейковины. Мука с низким содержанием клейковины малопригодна для макаронного производства, так как изделия получаются непрочными, крошащимися. Качество сырой клейковины должно быть не ниже второй группы. Мука с крупитчатой структурой медленнее поглощает воду, образует пластичное тесто.
Важным требованием является минимальное количество свободных аминокислот, редуцирующих сахаров, а также активной полифенолоксидазы. Повышенное их содержание вызывает потемнение теста и ухудшение качества готовой продукции.
Вода. Для производства макаронных изделий используют водопроводную воду, соответствующую требованиям стандарта, имеющую умеренную жесткость. (приложение 1)
Вода является составной частью макаронного теста, обусловливает его физико-химические и биохимические свойства.
Обогатительные добавки. Их используют для повышения биологической ценности макаронных изделий. Это продукты, содержащие полноценные белки: свежие яйца, яичный порошок, меланж, цельное и сухое молоко, молочная сыворотка, казеин, томатопродукты, сушеная измельченная морковь или морковное пюре, белковые изоляты.
Улучшители. Для повышения качества макаронных изделий, в частности, для предотвращения слипания при сушке и лучшего сохранения формы при варке в качестве улучшителей используют поверхностно-активные вещества.
Особенностью современного макаронного производства является широкое использование поточных линий, объединяющих в единый комплекс все технологические операции с применением автоматического регулирования и управления процессами. Это позволяет вырабатывать макаронные изделия в широком ассортименте и высокого качества.
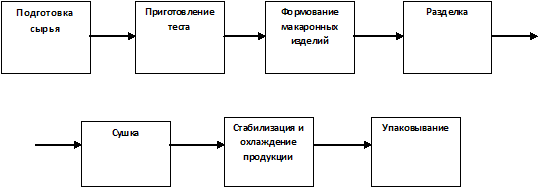
Рисунок 1.4 Технологическая схема производства макаронных изделий.
Подготовка сырья. Муку просеивают, смешивают разные партии, пропускают через магниты; воду подогревают до 40 - 50 С. Обогатительные добавки поступают в виде водных суспензий в количествах, предусмотренных рецептурой. Подготовительные операции основного и дополнительного сырья во многом определяют качество и потребительские свойства готовой продукции.
Приготовление теста. Макаронное тесто отличается от других видов тестовых масс тем, что оно замешивается крутым (влажностью 28-32%) и состоит в основном из муки и воды. Подготовленную муку подают в тестомеситель из дозатора тонким слоем непрерывно. Из другого дозатора поступает вода в виде мельчайших струек. Замес теста протекает непрерывно. В смесителях шнековых процессов получают крошковатое тесто. Дальнейшая обработка теста осуществляется в канале шнековой камеры пресса, где крошкообразная масса постепенно уплотняется и пластифицируется, приобретая структуру и свойства, необходимые для последующего формования.
В зависимости от влажности различают три типа замеса теста: твердый – влажностью 28-29%, средний – 29, 5-31, мягкий – 31,5- 32, 5%. Наиболее распространен средний замес. Тесто при этом получается мелкокомковатое, достаточно сыпучее.
На структурно-механические и реологические свойства теста заметное влияние оказывает температура.
Различают три типа замесов в зависимости от температуры воды: теплый замес на воде температурой 55-65 С; горячий – 75-85 С и выше; холодный – 20-25 С. Для повышения качества макаронных изделий дополнительно после замеса проводят вакуумную обработку теста, которая улучшает внешний вид изделий.
Невакуумированные сырые макароны с идеально гладкой и желтой поверхностью постепенно во время сушки становятся матовыми, усеянными мельчайшими белесыми крапинками. Это происходит в результате сохранившихся в тесте во время прессования в виде сильно сжатых микропузырьков воздуха, который разрыхляет структуру поверхности изделий при сушке.
Формование макаронных изделий. Применяют два способа формования: прессование и штампование, основным из которых является прессование. Методом штампования пользуются только для приготовления фигурных изделий сплошной пространственной формы. Для формования макаронных изделий применяют шнековые прессы непрерывного действия, неотъемлемой конструктивной частью которых являются установки для непрерывного приготовления теста – тестомесители. Здесь образуется тесто, которое затем через разгрузочное отверстие поступает в шнековую камеру пресса.
Сформовавшееся в шнековой камере тесто нагнетается далее в небольшое предматричное пространство, заканчивающееся прессовой матрицей, через отверстия которой выпрессовывается благодаря давлению, созданному в шнековой камере.
Форма изделий, получаемых прессованием, зависит от конфигурации поперечного сечения формующих отверстий матрицы. Матрица – основной рабочий орган макаронного пресса, определяющий тип и вид макаронных изделий. Применяемые матрицы могут иметь круглые отверстия без вкладышей, с вкладышами и отверстия в виде щели. Если отверстия матрицы сплошные - изделия получаются нитевидные, если в отверстия вставлены вкладыши, то изделия приобретают вид трубочек. В зависимости от профиля щелевых отверстий через них формуются лапша или фигурные изделия, например ракушки.
Разделка. Выходящие из матрицы пряди нитей, лент, трубок обдувают воздухом и нарезают. Резка изделий необходима для получения продукта определенной длины, обусловленной стандартом. Резка макарон – наиболее ответственная и трудоемкая операция разделки. Короткорезанные изделия – вермишель, лапшу, рожки, фигурные изделия, суповые засыпки – режут специальными механизмами с одним или несколькими ножами, срезающими изделия непосредственно у отверстия матрицы или на весу на некотором удалении от матрицы. Затем короткорезанные изделия поступают на конвейерную ленту сушилок насыпью, длинные - укладывают в кассеты или подвешивают на металлические стержни - бастуны. Обдувка воздухом после прессования снижает пластичность сформованных изделий и препятствует их слипанию и деформации. Однако слишком интенсивная обдувка воздухом ведет к образованию на поверхности трещин, увеличивающихся при сушке, что снижает прочность готовых изделий. Сформованные сырые изделия должны иметь гладкую поверхность, желтый, кремовый или беловато-желтый цвет, однотонный по всей поверхности, хорошо сохранять форму - не меняться, не крошится, не слипаться.
Сушка. Это одна из важнейших операций макаронного производства. Макаронное тесто при сушке утрачивает пластичность и при определенной влажности становится хрупким. Изменения его структурно-механических свойств связанны с постепенным превращением клейковины в прочную, твердую стекловидную массу. Изделия уплотняются, уменьшается их размер - происходит усадка. Удаление влаги следует вести постепенно, так как интенсивная сушка приводит к неравномерной усадке, вызывая растрескивание и искривление изделий. Поэтому выбор режима сушки и правильное его ведение имеют важное значение для качества готовой продукции. Режим сушки складывается из температуры, влажности и скорости движения воздуха, времени сушки и чередования сушки. Выбор его зависит от вида изготовляемых изделий. Короткорезаные изделия сушат в конвейерных ленточных сушилках при температуре 50-70 °С в течение 20-90 мин. Длинные изделия сушат при температуре 30-50 °С в течение 16-40 ч в шкафных или туннельных сушилках с чередованием сушки для выравнивания влаги наружных и внутренних слоев изделий. При чрезмерном интенсивной сушке изделия получаются с трещинами, неравномерные по цвету, нестекловидные в изломе. В процессе сушки влажность доводят до 13%.
Стабилизация и охлаждение продукции. Высушенные изделия направляют в стабилизаторы-охладители, где они медленно охлаждаются воздухом температурой 25-30 °С и относительной влажностью 60-65%. В изделиях выравнивается влажность и снимаются внутренние напряжения сдвига, которые могут остаться при быстром охлаждении продукта, что иногда приводит к растрескиванию и образованию лома и крошки после упаковки. Затем из продукта удаляют изделия, не удовлетворяющие требованиям стандарта, короткорезаные изделия пропускают через магнитные аппараты и направляют на упаковку.
Упаковывание. Процесс упаковывания изделий включает подачу изделий на упаковочные столы или в бункера, сортировку, проверку изделий на магнитных сепараторах (для короткорезанных изделий), укладку в тару, в том числе уплотнение на вибраторе, взвешивание, забивание крышки, маркирование.
Сортировка осуществляется для отбраковки изделий, не удовлетворяющих требованиям стандартов.
Каждая партия короткорезаных изделий после пропускания через магнитный сепаратор подвергается контрольной проверке на содержание металлопримесей.
0 комментариев