Методы контроля
Расчет на устойчивость балок двутаврового сечения, изгибаемых в плоскости стенки, следует выполнять по формуле
При укреплении пластинки 3 дополнительными короткими поперечными ребрами их следует доводить до продольного ребра (рис. 5)
В изгибаемых элементах отношение ширины свеса сжатого пояса bef к толщине i следует принимать не более значений, определяемых по табл. 15
Навигация
Методы контроля
Балки подкрановые стальные для мостовых электрических кранов общего назначения грузоподъемностью до 50 т
56096
знаков
16
таблиц
13
изображений
5. Методы контроля
Контроль отклонения линейных размеров балок и их деталей от номинальных, отклонения формы и расположения поверхностей деталей от проектных, а также шероховатости механически обработанной поверхности следует производить универсальными методами и средствами (рулетки по ГОСТ 7502, штангенциркули, линейки по ГОСТ 427 и ГОСТ 17435, щупы по ТУ 2-034-225, уровни по ГОСТ 9416-83).
Контроль качества швов сварных соединений и размеров их сечений должен производиться в соответствии со СНиП III-18-75.
6. Контроль сварных швов
Контроль должен осуществляться на следующих стадиях изготовления, монтажа и приемки при:
а) изготовлении деталей;
б) сборке элементов и конструкций под клепку, сварку или сбалчивание;
в) клепке, сварке и постановке болтов;
г) общей или контрольной сборке;
д) предварительном напряжении конструкций;
е) подготовке поверхностей под грунтование;
ж) подготовке поверхности под окраску;
з) грунтовании и окраске;
и) укрупнительной сборке и установке;
к) испытании конструкций.
Контроль за качеством при изготовлении конструкций осуществляется отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже — линейным инженерно-техническим персоналом.
Качество и марки материалов, применяемых в соответствии с проектом при изготовлении и монтаже конструкций, должны удовлетворять требованиям соответствующих стандартов и технических условий и удостоверяться сертификатами или паспортами заводов-поставщиков; в виде исключения допускается удостоверять качество и марки лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
Сварка
В сварных соединениях, осуществляемых автоматами и полуавтоматами, сборочные прихватки выполняются электродами, обеспечивающими заданную прочность с соблюдением требований к сварке данного материала.
Формы кромок и размеры зазоров при сборке сварных соединений, а также выводных планок должны соответствовать величинам, указанным в ГОСТ 5264 — 69, ГОСТ 8713 — 70 и ГОСТ 14771 — 69 на швы сварных соединений.
Все местные уступы и сосредоточенные неровности, имеющиеся на сборочных деталях, препятствующие плотному их соединению, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга.
Таблица 4
| Метод контроля | Конструкции |
| 1. Систематическая проверка выполнения заданного технологического процесса сборки и сварки | Все типы конструкций |
| 2. Наружный осмотр 100% швов с проверкой размеров | То же |
| 3. Выборочный контроль1 швов ультразвуковой дефектоскопией или просвечиванием проникающими излучениями1 | Все типы конструкций, за исключением указанных в п.6 этой таблицы |
| 4. Испытание всех швов на плотность одним из следующих методов: опрыскиванием керосином; мыльной эмульсией (при избыточном давлении или вакууме) | Листовые конструкции при толщине металла до 16 мм включительно, швы которых должны быть герметичными |
| 5. Испытание на плотность и прочность воздушным, гидравлическим или газовым давлением | Резервуары, трубопроводы и сосуды. Испытательная среда и величина давления принимаются в соответствии с указаниями дополнительных правил настоящей главы или проекта |
| 6. Контроль физическими методами без разрушения контролируемых соединений | Типы конструкций, методы и нормы контроля предусматриваются дополнительными правилами настоящей главы или проектом |
| 7. Механическое испытание контрольных образцов | То же |
| 8. Металлографическое исследование макрошлифов на торцах швов контрольных образцов или на торцах стыковых швов сварных соединений | То же |
| 1 Для выборочного контроля разрешается применять другие методы контроля согласно ГОСТ 3242 — 69, табл. 2. | |
Выборочный контроль швов сварных соединений согласно табл. 4 производится, как правило, в местах пересечения швов и в местах с признаками дефектов.
Если в результате выборочного контроля будет установлено неудовлетворительное качество шва, контроль продолжают до выявления фактических границ дефектного участка, после чего весь шов на этом участке удаляют, вновь заваривают и проверяют повторно.
Проверку герметичности швов сварных соединений керосином следует производить обильным опрыскиванием стыковых швов и введением керосина под нахлестку. Обработка швов керосином должна производиться не менее двух раз с перерывом 10 мин. На противоположной стороне, покрытой водной суспензией мела или каолина, в течение 4 ч при положительной и 8 ч при отрицательной температуре окружающего воздуха не должно появляться пятен.
При проверке плотности швов сварных соединений избыточным давлением воздуха или вакуумом на поверхности шва, покрытой мыльной эмульсией, не должны появляться пузыри.
Допускаются следующие дефекты швов сварных соединений, которые обнаруживаются физическими методами контроля (за исключением случаев, оговоренных в дополнительных правилах):
а) непровары по сечению швов в соединениях, доступных сварке с двух сторон, глубиной до 5% толщины металла, но не больше 2 мм при длине непроваров не более 50 мм, расстоянии между ними не менее 250 мм и общей длине участков непровара не более 200 мм на 1 м шва;
б) непровары в корне шва в соединениях без подкладок, доступных сварке только с одной стороны, глубиной до 15% толщины металла, но не свыше 3 мм;
в) отдельные шлаковые включения или поры либо скопления их (по группе А и В ГОСТ 7512 — 69) размером по диаметру не более 10% толщины свариваемого металла, но не свыше 3 мм;
г) шлаковые включения или поры, расположенные цепочкой вдоль шва (по группе Б ГОСТ 7512 — 69), при суммарной их длине, не превышающей 200 мм на 1 м шва;
д) скопления газовых пор и шлаковых включений (по группе В ГОСТ 7512 — 69) в отдельных участках шва в количестве не более 5 шт. на 1 см2 площади шва при диаметре одного дефекта не более 1,5 мм;
е) суммарная величина непровара, шлаковых включений и пор, расположенных отдельно или цепочкой (по группе А и Б ГОСТ 7512 — 69), не превышающая в рассматриваемом сечении при двусторонней сварке 10% толщины свариваемого металла, но не более 2 мм и при односторонней сварке без подкладок — 15%, но не более 3 мм.
Примечание. Шлаковые включения или поры, образующие сплошную линию вдоль шва, не допускаются.
Для конструкций, возводимых пли эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, не допускаются несплавления по кромкам, непровары в стыковых швах, а также непровары на участках угловых и тавровых соединений, где проектом предусмотрено сквозное проплавление.
В стыковых и угловых швах сварных соединений конструкций, воспринимающих динамические нагрузки, а также в статически нагруженных растянутых элементах допускаются единичные поры или шлаковые включения диаметром не более 1 мм для стали толщиной до 25 мм и не более 4% толщины для стали толщиной более 25 мм, в количестве не более четырех дефектов на участке шва длиной 400 мм. Расстояние между дефектами должно быть не менее 50 мм.
В стыковых и угловых швах статически нагруженных сжатых элементов допускаются единичные поры и шлаковые включения диаметром не более 2 мм в количестве не более шести дефектов на участке шва длиной 400 мм или не более одной группы этих же дефектов на этой же длине.
Расстояние между дефектами должно быть не менее 10 мм.
Если при выборочном контроле будут обнаружены недопустимые дефекты, то необходимо выявить границы дефектного участка дополнительным контролем вблизи мест с выявленными дефектами.
Если при дополнительном контроле будут также обнаружены недопустимые дефекты, контролю подвергается весь шов.
Трещины всех видов и размеров в швах сварных соединений не допускаются. Участок шва с трещиной должен быть засверлен (диаметр отверстия 5 — 8 мм) по границам трещины плюс 15 мм с каждой стороны ее, после чего исправлен, с раззенковкой и заваркой отверстий.
Пластины для механических испытаний контрольных образцов должны изготавливаться из той же стали, что и основное изделие. Пластины прихватываются к изделию таким образом, чтобы шов пластин выполнялся в том же пространственном положении, что и шов свариваемого изделия, и являлся его продолжением. Пластины свариваются тем же сварщиком, с применением тех же режимов сварки, материалов и оборудования, что и при сварке изделия.
Размеры пластин, а также форма и размеры образцов и способ вырезки образцов из заготовок должны соответствовать ГОСТ 6996 — 66. При этом должны быть проведены следующие испытания:
а) на статическое растяжение стыкового сварного соединения — 2 образца; металла шва стыкового, углового и таврового соединения — по 3 образца;
б) на ударный изгиб металла шва стыкового соединения и околошовной зоны по линии сплавления — по 3 образца;
в) на статический изгиб стыкового соединения — 2 образца;
г) на твердость по алмазной пирамиде всех соединений из низколегированной стали классов до С60/45 включительно — не менее чем в четырех точках как металла шва, так и околошовной зоны — на одном образце.
При неудовлетворительных результатах испытаний соответствующий шов должен быть удален, качество сварочных материалов и режимы сварки, а также квалификация сварщика дополнительно проверены.
Дефекты сварных соединений должны устраняться следующими способами: обнаруженные перерывы швов и кратеры завариваются; швы с другими дефектами, превышающими допускаемые, удаляются на длину дефектного места плюс по 15 мм с каждой стороны и завариваются вновь; подрезы основного металла, превышающие допускаемые, зачищаются и завариваются с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному.
Исправление негерметичных швов сварных соединений путем зачеканки запрещается.
Исправленные дефектные швы или части их должны быть вновь освидетельствованы.
Остаточные деформации конструкций, возникшие после сварки и превышающие величины, приведенные в табл. 5, должны быть исправлены. Исправление должно быть произведено способами термического, механического или термомеханического воздействия.
Таблица 5
| Наименование отклонения | Допускаемое отклонение от проектной геометрической формы отправочных элементов |
| I. Искривление деталей | |
| 1. Зазор между листом и стальной линейкой длиной 1 м | 1,5 мм |
| 2. Зазор между натянутой струной и обушком уголка, полкой или стенкой швеллера и двутавра (длина элемента L) | 0,001 L. но не более 10 мм |
| II. Отклонение линий кромок листовых деталей от теоретического очертания | |
| 3. При сварке встык | 2 мм* |
| 4. При сварке внахлестку, втавр и в угол | 5 мм* |
| III. Отклонение при гибке | |
| Просвет между шаблоном** и поверхностью свальцованного листа, полкой или обушком профиля, согнутого: | |
| 5. в холодном состоянии | 2 мм |
| 6. в горячем состоянии | 3 мм |
| Эллиптичность (разность диаметров) окружности в габаритных листовых конструкциях (диаметр окружности D): | |
| 7. вне стыков | 0,005 D |
| 8. в монтажных стыках | 0,003 D |
| IV. Деформация отправочных элементов | |
| 9. Перекос полок ( |
0,005в |
| 10. Перекос полок ( | 0,01в |
| 11. Грибовидность полок ( | 0,005в |
| 12. Грибовидность полок ( |
0,01в |
| 13. Перекос или грибовидность полок ( | 0,005в |
| 14. Винтообразность элементов (длина элемента L) | 0,001 L, но не более 10 мм |
| 15. Выпучивание стенки балок с вертикальными ребрами жесткости (высота стенки h) | 0,006h |
| 16. Выпучивание стенки балок без вертикальных ребер жесткости (высота стенки h) | 0,003h |
| 17. Выпучивание стенки подкрановых балок (высота стенки h) | 0,003h |
| 18. Стрела прогиба элементов (длина элемента L) |
|
V. Разные | |
| 19. Смещение разбивочных осей стержней в элементах решетчатых конструкций от проектных | 3 мм |
| 20. Тангенс угла отклонения от проектного положения фрезерованной поверхности |
|
| * В соответствии с допусками на зазоры по ГОСТ 5264 — 69, 8713 — 70, 14771 — 69, но не более указанных в таблице. Ступени на кромках в пределах допускаемых отклонений должны быть устранены зачисткой. ** Длина шаблона (по дуге) 1,5 м. Примечание. Зазор между фрезерованной поверхностью и ребром стальной линейки не должен превышать 0,3 мм на длине размеров поперечного сечения, но не более 1 м. | |


Радиационный метод определения качества сварных швов
- основан на просвечивании контролируемой конструкции ионизирующим излучением и получении при этом информации о ее внутреннем строении с помощью преобразователя излучения.
Просвечивание металлических конструкций производят при помощи излучения рентгеновских аппаратов, излучения закрытых радиоактивных источников на основе ![]() и тормозного излучения бетатронов.
и тормозного излучения бетатронов.
В качестве преобразователя для регистрации результатов контроля применяют радиографическую пленку. Допускается применение других преобразователей (электрорадиографических пластин, газоразрядных или сцинтилляционных счетчиков), обеспечивающих получение информации о сварных швах.
Оценку сварных швов производят путем сравнения значений, полученных по результатам просвечивания ионизирующим излучением, с показателями, предусмотренными соответствующими стандартами, техническими условиями, чертежами железобетонных конструкций или результатами расчета.
Аппаратура, оборудование и инструменты
Определение качества сварных швов производят при помощи переносных, передвижных или стационарных рентгеновских аппаратов, гамма-аппаратов и бетатронов.
Радиографическую пленку в зависимости от энергии излучения, требуемой чувствительности и производительности контроля применяют без усиливающих экранов или в различных комбинациях с усиливающими металлическими или флуоресцирующими экранами.
Подготовка и проведение контроля
Контроль подкрановой балки производят в следующем порядке:
подготовка конструкции к просвечиванию;
выбор и установка аппарата для просвечивания;
выбор типа радиографической пленки и способа зарядки кассет;
выбор фокусного расстояния и длительности экспозиции;
зарядка кассет;
выбор способа установки кассет и закрепление их на испытываемой конструкции;
просвечивание конструкции;
химическая обработка пленки;
определение результатов контроля.
При подготовке конструкции к просвечиванию производят ее визуальный осмотр, очистку поверхности конструкции от загрязнений и натеков металла, разметку и маркировку контролируемых участков.
Число и расположение просвечиваемых участков устанавливают в зависимости от размеров, назначения и предъявляемых к конструкции технических требований.
Разметку мест просвечивания на конструкции производят с помощью ограничительных меток и маркировочных знаков. Маркировочные знаки обозначают условный шифр и номер контролируемой конструкции, просвечиваемых участков и условный шифр оператора, проводящего испытания.
Ограничительные метки устанавливают на границах просвечиваемых участков конструкции со стороны источника излучения.
Маркировочные знаки, изготовляемые из свинца, располагают на поверхности конструкции, обращенной к пленке, или непосредственно на кассете с пленкой.
Выбор аппарата для просвечивания и энергии излучения производят с учетом толщины контролируемой конструкции
Выбор типа и толщины усиливающих экранов осуществляют с учетом энергии ионизирующего излучения и характеристик просвечиваемой конструкции.
При просвечивании может быть принята одна из следующих схем заряда кассет (черт. 1):
радиографическая пленка в кассете (черт. 1а);
два усиливающих флуоресцирующих экрана и радиографическая пленка между ними в кассете (черт. 1 б);
два металлических экрана и радиографическая пленка между ними в кассете (черт. 1 в);
два металлических экрана, два усиливающих флуоресцирующих экрана и радиографическая пленка между ними в кассете (черт. 1 г);
усиливающий флуоресцирующий экран, радиографическая пленка, усиливающий флуоресцирующий экран, радиографическая пленка и усиливающий флуоресцирующий экран в кассете (черт. 1 д).
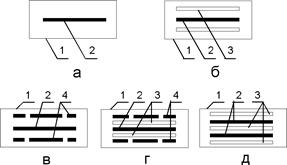
1 - кассета; 2 - радиографическая пленка; 3 - усиливающий флуоресцирующий экран; 4 - металлический экран.
Черт. 1
При зарядке кассет металлические и флуоресцирующие усиливающие экраны должны быть прижаты к радиографической пленке.
Кассету с пленкой и экранами устанавливают на просвечиваемом участке конструкции таким образом, чтобы ось рабочего пучка излучения проходила через центр пленки (черт. 2).
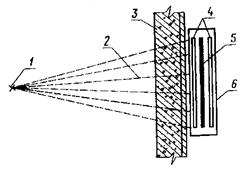
1 - источник излучения; 2 - поток ионизирующего излучения; 3 - просвечиваемый участок конструкции; 4 - усиливающие экраны; 5 - пленка; 6 - кассета
Черт. 2
Выбор фокусного расстояния и длительности экспозиции производят при помощи экспонометров или специальных номограмм с учетом энергии ионизирующего излучения, типа радиографической пленки.
Установку радиационной аппаратуры и подготовку ее к работе производят в соответствии с инструкцией по эксплуатации аппаратуры.
Включают аппарат для просвечивания путем подачи на него напряжения питания (для рентгеновских аппаратов и бетатронов) или путем перевода источника излучения в рабочее положение (для гамма-аппаратов).
Обработка результатов
Снимки контролируемой конструкции получают путем фотообработки радиографической пленки по окончании просвечивания.
Фотообработка включает в себя проявление пленки, ее промежуточную и окончательную промывку, фиксирование и сушку.
Снимки считают годными для расшифровки, если они удовлетворяют следующим требованиям:
на пленке видно изображение всего контролируемого участка конструкции;
на пленке видны изображения всех ограничительных меток, маркировочных знаков и эталона чувствительности;
плотность потемнения снимка находится в интервале 1,2 - 3,0 единиц оптической плотности;
на пленке не имеется пятен, полос и повреждений эмульсионного слоя, затрудняющих возможность определения толщины сварных швов.
Расшифровку снимков производят в затемненном помещении на осветителях-негатоскопах с регулируемой яркостью освещенного поля.
Результаты определения сварных швов заносят в специальный журнал.
Требования безопасности
При просвечивании конструкции, а также при транспортировке и хранении аппаратуры с источниками излучения необходимо строго соблюдать требования действующих санитарных правил работы с радиоактивными веществами и другими источниками ионизирующих излучений, утвержденных Минздравом РК, и требования инструкции по эксплуатации радиационной аппаратуры.
Монтаж, накладку и ремонт радиационной аппаратуры контроля проводят только специализированные организации, имеющие разрешение на проведение указанных работ.
7. Расчёт подкрановой балки
7.1. Расчет на прочность подкрановых балок следует выполнять согласно требованиям п. 7.2.4. на действие вертикальных и горизонтальных нагрузок.
7.1.1. Расчет на устойчивость подкрановых балок следует выполнять в соответствии с п. 7.2.2.
7.1.2. Проверку устойчивости стенок и поясных листов подкрановых балок следует выполнять согласно требованиям разд. 7.3.
7.1.3*. Расчет подкрановых балок на прочность и на выносливость следует производить на действие крановых нагрузок, устанавливаемых согласно требованиям СНиП по нагрузкам и воздействиям.
7.1.4*. В сжатой зоне стенок подкрановых балок из стали с пределом текучести до 400 МПа (4100 кгс/см2) должны быть выполнены условия:
![]() ; (1)
; (1)
![]() ; (2)
; (2)
![]() ; (3)
; (3)
![]() , (4)
, (4)
 (5)*
(5)*
b – коэффициент, принимаемый равным 1,15 для расчета разрезных балок и 1,3 – для расчета сечений на опорах неразрезных балок.
В формулах (5)*:
M, Q – соответственно изгибающий момент и поперечная сила в сечении балки от расчетной нагрузки;
gf1 – коэффициент увеличения вертикальной сосредоточенной нагрузки на отдельное колесо крана, принимаемый согласно требованиям СНиП по нагрузкам и воздействиям;
F – расчетное давление колеса крана без учета коэффициента динамичности;
lef – условная длина, определяемая по формуле
![]() , (6)
, (6)
где с – коэффициент, принимаемый для сварных и прокатных балок 3,25, для балок на высокопрочных болтах – 4,5;
J1f – сумма собственных моментов инерции пояса балки и кранового рельса или общий момент инерции рельса и пояса в случае приварки рельса швами, обеспечивающими совместную работу рельса и пояса;
Mt – местный крутящий момент, определяемый по формуле
Mt = Fe + 0,75 Qthr, (7)
где е – условный эксцентриситет, принимаемый равным 15 мм;
Qt – поперечная расчетная горизонтальная нагрузка, вызываемая перекосами мостового крана и непараллельностью крановых путей, принимаемая согласно требованиям СНиП по нагрузкам и воздействиям;
hr – высота кранового рельса;
![]() – сумма собственных моментов инерции кручения рельса и пояса, где tf и bf – соответственно толщина и ширина верхнего (сжатого) пояса балки.
– сумма собственных моментов инерции кручения рельса и пояса, где tf и bf – соответственно толщина и ширина верхнего (сжатого) пояса балки.
Все напряжения в формулах (1) – (5)* следует принимать со знаком "плюс".
7.1.5*. Расчет на выносливость верхней зоны стенки составной подкрановой балки следует выполнять по формуле
![]() , (8)
, (8)
где Rn – расчетное сопротивление усталости для всех сталей, принимаемое равным соответственно для балок сварных и на высокопрочных болтах: Rn = 75 МПа (765 кгс/см2) и 95 МПа (930 кгс/см2) для сжатой верхней зоны стенки (сечения в пролете балки); Rn = 65 МПа (665 кгс/см2) и 89 МПа (875 кгс/см2) для растянутой верхней зоны стенки (опорные сечения неразрезных балок).
Значения напряжений в формуле (8) следует определять по п. 7.1.4* от крановых нагрузок, устанавливаемых согласно требованиям СНиП по нагрузкам и воздействиям.
7.1.6. Свободные кромки растянутых поясов подкрановых балок и балок рабочих площадок, непосредственно воспринимающих нагрузку от подвижных составов, должны быть прокатными, строганными или обрезанными машинной кислородной или плазменно-дуговой резкой.
7.1.7*. Размеры ребер жесткости подкрановых балок должны удовлетворять требованиям п. 7.3.10., при этом ширина выступающей части двустороннего ребра должна быть не менее 90 мм. Двусторонние поперечные ребра жесткости не должны привариваться к поясам балки. Торцы ребер жесткости должны быть плотно пригнаны к верхнему поясу балки.
Изгибаемые элементы
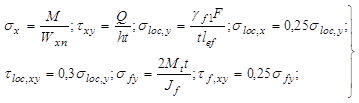
7.2.1. Для расчета на прочность стенки балки в местах приложения нагрузки к верхнему поясу, а также в опорных сечениях балки, не укрепленных ребрами жесткости, следует определять местное напряжение sloc по формуле
![]() (9)
(9)
где F – расчетное значение нагрузки (силы);
lef – условная длина распределения нагрузки, определяемая в зависимости от условий опирания; для случая опирания по рис. 5.
lef = b + 2tf, (10)
где tf – толщина верхнего пояса балки, если нижняя балка сварная (рис. 5, а), или расстояние от наружной грани полки до начала внутреннего закругления стенки, если нижняя балка прокатная (рис. 5, б).

Похожие работы
... 0,44. 6. Протяженность автомобильных дорог - 0,18 км. 7. Коэффициент использования территории - 0,61. 5. Технологический процесс в проектируемом здании Назначение проектируемого здания - Цех по производству огнетушителей. Металл складируется на стеллажах в два яруса. Огнетущащий порошок - в двух емкостях объемом 30 м3. Складирование осуществляется мостовыми кранами, вилочными погрузчиками ...
... передачей, чтобы при подъеме или спуске электромагнита одновременно поднимался или опускался кабель. К грузозахватным органам относятся крюки, скобы, грейферы и электромагниты. Крюки для мостовых кранов изготовляют коваными из конструкционной стали или штампованными из отдельных листов. Согласно стандартам, крюки однорогие кованые для подъемных механизмов рассчитывают на грузоподъемность 80 т, ...
... -78. Для консервации применяют смазку АМС-3 по ГОСТ 2712-75. Толщина наносимого слоя – от 0,5 до 1,5 мм. Данные о консервации оформляют свидетельством о консервации. 3.2.6. Технология восстановления хобота портального крана «Кондор» Порядок устранения дефекта. 1. Вырезать деформированную часть хобота по размерам, указанным на данном чертеже, оставляя по контуру припуск 5-10 мм для предотвращения ...
... ; S0 - среднеквадратическое отклонение в партии-плавке; - среднее значение в генеральной совокупности испытаний; - минимальное среднее значение в партии-плавке. 2. Для арматурной стали в мотках диаметром 6 и 8 мм допускается повышение норм по S и S0 на 4,9 МПа (0,5 кгс/мм). 3. Приемка 3.1 Металлопродукцию принимают партиями. 3.2 Определение партии и объем испытаний устанавливают в ...
0 комментариев