ОБЗОР ОСОБЕННОСТЕЙ ОБЕСПЕЧЕНИЯ ТЕПЛОВЫХ РЕЖИМОВ В КОНСТРУКЦИЯХ ЭВС. МОДЕЛИРОВАНИЕ ТЕПЛОВЫХ РЕЖИМОВ
РАЗРАБОТКА СХЕМЫ И КОНСТРУКЦИИ МОДУЛЯ АЦП
Электрический и конструктивно-технологический расчеты элементов печатного монтажа
Выбор и обоснование компоновочных решений
РАЗРАБОТКА ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ
Разработка программных модулей
Экспериментальное исследование теплового режима системного блока ПЭВМ
Анализ полученных результатов
Расчет технологичности модуля АЦП. Рекомендации по ее повышению
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
Объем ПС определяется на основе нормативных данных, приведенных в таблице 8.2
Основная заработная плата рассчитывается в следующей последовательности
Расчет капитальных затрат
Навигация
Объем ПС определяется на основе нормативных данных, приведенных в таблице 8.2
Автоматизированная система изучения тепловых режимов устройств ЭВС
156154
знака
27
таблиц
11
изображений
8.2.1.2 Объем ПС определяется на основе нормативных данных, приведенных в таблице 8.2.
Таблица 8.2 – Характеристика функций и их объем
| Номер функции | Содержание функций | Объем (условных машинных команд) |
| 101 | Организация ввода информации | 680 |
| 105 | Обработка входного заказа и формирования таблиц | 4000 |
| 109 | Организация ввода/вывода информации в интерактивном режиме | 1450 |
| 403 | Формирование служебных таблиц | 4250 |
| 502 | Монитор системы (управление работой комплекса ПС ВТ) | 8500 |
| 507 | Обеспечение интерфейса между компонентами | 6700 |
| 605 | Вспомогательные и сервисные программы | 3680 |
| 703 | Расчет показателей | 2750 |
Общий объем ПС рассчитывается по формуле
 , (8.1)
, (8.1)
где Vo – общий объем ПС;
k1 – коэффициент учитывающий, что расчет ведется для ПЭВМ (k1=0.15);
Vi – объем i-ой функций ПС (приведены в таблице 8.2);
n – общее число функций (в данном случае равно 15);
Vo = 0.2 *(680+4000+1450+4250+8500+6700+3680+2750+) = 6402 (условных машинных команд).
8.2.1.3 Нормативная трудоемкость (Тн) для объема 7 тысяч условных машинных команд (3-ая группа сложности ПС) равняется 358 человеко-дней /1/. С учетом поправочного коэффициента (равного 0,7), т.к. используется современная ПЭВМ, нормативная трудоемкость равняется 250 человеко-дней.
Общая трудоемкость ПС (То) рассчитывается на основе нормативной путем введения дополнительного коэффициента сложности (Ксл=0,07) по следующей формуле
![]() = 250(1+0,07) = 267.5 [человеко-дней] (8.2)
= 250(1+0,07) = 267.5 [человеко-дней] (8.2)
Уточненная трудоемкость ПС с учетом распределения по стадиям (Ту) рассчитывается по формуле
 , ( 8.3)
, ( 8.3)
где Тстi – трудоемкость разработки ПС на i-й стадии (человеко-дней);
m – количество стадий разработки.
Трудоемкость ПС по стадиям определяется с учетом новизны и степени использования в разработке типовых программ и ПС рассчитывается по формуле
![]() (8.4)
(8.4)
где dсi – удельный вес трудоемкости i-й стадии разработки ПС в общей трудоемкости разработки ПС (для степени новизны В значения приведены в таблице 3);
Кн – поправочный коэффициент, учитывающий степень новизны ПС (для ПС, являющегося развитием определенного параметрического ряда ПС, разработанного на ранее освоенных типах ЭВМ и ОС его значение равно 0,7);
Кт – поправочный коэффициент, учитывающий степень использования в разработке типовых программ и ПС (для 60% и более равняется 0,6).
На основании уточненной трудоемкости разработки ПС и установленного периода разработки рассчитывается общая плановая численность разработчиков по следующей формуле
 , (8.5)
, (8.5)
где Чр – плановая численность разработчиков (чел.);
Фэф – годовой эффективный фонд времени работы одного работника в течение года (приведено в таблице 8.1);
Трд – плановая продолжительность разработки ПС (приведено в таблице 1);
При утверждении плановой численности разработчиков продолжительность разработки определяется по формуле
 , (8.6)
, (8.6)
где Тр – срок разработки ПС;
Чрi – численность разработчиков ПС на i–й стадии;
m – число стадий.
Результаты данного расчета приведены в таблице 8.3.
Таблица 8.3 – Расчет уточненной трудоемкости ПС и численности исполнителей по стадиям
| Стадии | Итого | |||||
| ТЗ | ЭП | ТП | РП | ВН | ||
| Коэффициенты удельных весов трудоемкости стадий (dсi) | 0,09 | 0,07 | 0,07 | 0,61 | 0,16 | 1 |
| Коэффициенты, учитывающие использование типовых программ (Кт) | - | - | - | 0.6 | - | - |
| Коэффициенты новизны (Кн) | 0,7 | 0,7 | 0,7 | 0,7 | 0,7 | - |
| Уточняющая трудоемкость (Ту) стадий (человеко-дней) | 16.85 | 13.10 | 13.11 | 68.5 | 29.96 | 141.6 |
| Численность (Чр) исполнителей (чел) | 2 | 2 | 2 | 2 | 2 | 2 |
| Срок (Тр) разработки (лет) | 0,037 | 0,029 | 0,029 | 0,14 | 0,065 | 0,307 |
Уточненная трудоемкость и общая плановая численность разработчиков служат базой для расчета основной заработной платы.
Похожие работы
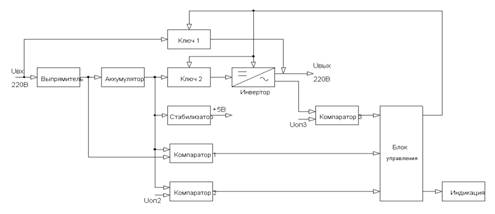
... источника меньше допустимого значения) и блок управления включает индикатор “Смените источник питания”. При восстановлении напряжения сети системы резервного электропитания опять переходит в режим нормальной работы. 2. Конструкторско-технологический раздел 2.1 Разработка печатной платы Печатные платы представляют собой диэлектрическую пластину с нанесенным на нее токопроводящим рисунком ( ...

... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
... УЛПМ-901. 11 Визуальный контроль качества сборки при увеличении 2,5. ГГ6366У/012. Маршрутная карта на техпроцесс изготовления печатной платы приведена в приложении. 8 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА 8.1 Характеристика изделия «Модуль управления временными параметрами». Обоснование объема производства и расчетного периода Модуль управления временными параметрами – ...
... Подставив значения, получим: . Таким образом, можно сказать, что спроектированное устройство на 44% защищено от вибрационных воздействий. 3.1 Разработка принципиальных схем синтезатора Цифровой синтезатор частотно – модулированных сигналов позволяет формировать л.ч.м. – сигналы и предназначен для работы в составе л.ч.м. – ионозонда в качестве возбудителя передатчика. На принципиальной ...
0 комментариев