ОБЗОР ОСОБЕННОСТЕЙ ОБЕСПЕЧЕНИЯ ТЕПЛОВЫХ РЕЖИМОВ В КОНСТРУКЦИЯХ ЭВС. МОДЕЛИРОВАНИЕ ТЕПЛОВЫХ РЕЖИМОВ
РАЗРАБОТКА СХЕМЫ И КОНСТРУКЦИИ МОДУЛЯ АЦП
Электрический и конструктивно-технологический расчеты элементов печатного монтажа
Выбор и обоснование компоновочных решений
РАЗРАБОТКА ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ
Разработка программных модулей
Экспериментальное исследование теплового режима системного блока ПЭВМ
Анализ полученных результатов
Расчет технологичности модуля АЦП. Рекомендации по ее повышению
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
Объем ПС определяется на основе нормативных данных, приведенных в таблице 8.2
Основная заработная плата рассчитывается в следующей последовательности
Расчет капитальных затрат
Навигация
Расчет технологичности модуля АЦП. Рекомендации по ее повышению
Автоматизированная система изучения тепловых режимов устройств ЭВС
156154
знака
27
таблиц
11
изображений
7.2 Расчет технологичности модуля АЦП. Рекомендации по ее повышению
В общем объеме работ при проектировании нового изделия расчет технологичности занимает весьма важное место. Технологичность конструкций определяет экономическую целесообразность запуска изделия в производство [12]. Под технологичностью конструкции понимается совокупность ее свойств, обеспечивающих в заданных условиях производства и эксплуатации оптимальные затраты труда, средств, материалов и времени при технологической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями однотипных конструкций при обеспечении установленных показателей качества.
Согласно стандартам Единой системы технологической подготовки производства (ЕСТПП) различают два класса технологичности конструкции: производственную, которая обеспечивается сокращением затрат средств и времени на конструкторскую и технологическую подготовку производства и процессы изготовления изделия, и эксплуатационную, которая проявляется в сокращении затрат средств и времени на техническое обслуживание и ремонт изделия.
В связи с тем, что в рамках выполнения данного проекта была разработана технологическая схема сборки модуля АЦП (п. 8.1) и учитывая, что основные требования к проектируемой системе, изложенные в техническом задании, носят конструктивно-технологический характер, в данном разделе будет рассмотрена и оценена производственная технологичность разрабатываемого устройства.
Существуют следующие общие пути достижения производственной технологичности [12]: 1) повышение серийности изделий с помощью стандартизации, унификации и группирования их по конструктивным признакам; 2) ограничение номенклатуры конструкций за счет повышения применяемости, заимствования из других изделий и повторяемости деталей и сборочных единиц в пределах одного изделия; 3) снижение массы деталей и изделия в целом; 4) ограничение номенклатуры применяемых материалов; 5) выбор рациональных конструктивных решений, соответствующих современным требованиям и освоенным в производстве; 6) применение высокоэффективных технологических процессов и средств технологического оснащения; 7) сокращение числа деталей без усложнения их конструкции; 8) разбивка изделия на самостоятельные параллельно собираемые сборочные единицы.
Главными факторами, определяющими требования к технологичности конструкции, являются: вид изделия, тип производства, развитие науки и техники. Оценка технологичности может быть количественной и качественной. Качественная оценка предшествует количественной, определяет ее целесообразность и обобщенно характеризует достоинство конструкции на основе опыта исполнителя. Количественная оценка выражается системой показателей, которые используются для сравнения различных вариантов конструкции в процессе проектирования изделия, определения уровня технологичности разработанного изделия и накопления статистических данных, необходимых для прогнозирования и расчета базовых показателей технологичности.
Методика определения показателей качества блоков радиоэлектронной аппаратуры приводится в [15].
Стандарт устанавливает состав показателей, методику их расчета и нормативы показателей технологичности конструкций узлов и блоков ЭВА.
Согласно стандарту для оценки технологичности используют систему относительных частных показателей Кi и комплексный показатель К, рассчитываемый по средневзвешенной величине относительных частных показателей с учетом коэффициентов, характеризующих весомую значимость частных показателей, т.е. степень их влияния на трудоемкость изготовления изделия. Значения относительных частных показателей Кi принимаются согласно [15] в пределах 0 < Кi < 1 , при этом рост значения показателя соответствует более высокой технологичности изделия. Поэтому выражение для расчета относительного частного показателя может иметь вид либо простого отношения:
 (8.2.1)
(8.2.1)
либо разности:
 (8.2.2)
(8.2.2)
Первое выражение применяется в тех случаях, когда стремление величины а к в соответствует повышению технологичности изделия, второе - когда приближение величины а к в снижает технологичность.
В используемом ППОП рассчитываются следующие конструктивные показатели :
- коэффициент применяемости ЭРЭ;
- коэффициент повторяемости ЭРЭ;
- коэффициент повторяемости ИМС;
- коэффициент использования ИМС;
- коэффициент механизации и автоматизации
монтажа ;
- коэффициент механизации и автоматизации
подготовки ЭРЭ;
- коэффициент механизации и автоматизации
контроля и наладки;
Основным показателем, используемым для оценки технологичности конструкции, является комплексный показатель технологичности, определяемый на основе базовых показателей (оказывающих наибольшее влияние на технологичность конструкции блоков определенного назначения и условий применения) по формуле :
 (8.2.3)
(8.2.3)
где
Кi - величина показателя по таблице по таблице состава базовых показателей соответствующего класса блоков;
Fi - функция, нормирующая весовую значимость показателя;
i - порядковый номер показателя;
s - общее число относительных частных показателей.
Исходные данные для расчета приняты на основании схемы электрической принципиальной модуля АЦП (БГУИ.411117.001Э3), перечня элементов к ней (БГУИ.411117.001ПЭ3), а также информации о типоразмерах применяемых ЭРЭ и ИМС из [5,13] и приведены в таблице 7.2.1.
Таблица 7.2.1 – Исходные данные для расчета технологичности модуля АЦП
| Параметр | Значение |
| 1 | 2 |
| Микросхем и микросборок | 63 |
| Всех электрорадиоэлементов | 362 |
| Монтажных соединений, осуществляемых автоматически | 0 |
| Всех монтажных соединений | 1191 |
| ЭРЭ, подготовка и монтаж которых осуществляется механическим способом | 362 |
| Операций контроля и наладки, осуществляемых автоматизированным или механизированными способами | 2 |
| Всех операций контроля и наладки | 3 |
| Типовых размеров ЭРЭ | 18 |
| Типовых размеров оригинальных ЭРЭ | 0 |
| Типовых размеров ИМС | 5 |
Расчет произведен с помощью «ПППКЭВС».
Результаты расчета приведены в таблице 7.2.2.
Таблица 7.2.2 – Результаты расчета технологичности модуля АЦП
| Показатель | Значение |
| Коэффициент использования микросхем | 0,15 |
| Коэффициент механизации и автоматизации монтажа | 0 |
| Коэффициент механизации и автоматизации подготовки ЭРЭ | 1 |
| Коэффициент механизации и автоматизации операций контроля и наладки | 0,67 |
| Коэффициент повторяемости ЭРЭ | 0,95 |
| Коэффициент применяемости ЭРЭ | 1 |
| Коэффициент повторяемости ИМС | 0,92 |
| Комплексный показатель технологичности | 0,47 |
Рассчитанное значение комплексного показателя технологичности разрабатываемой конструкции необходимо сравнить с установленным нормативным значением. По ОСТ 4ГО.091.219 для электронных устройств на стадии разработки документации для опытного образца комплексный показатель технологичности установлен в пределах 0,4 – 0,7. Таким образом, для разработанной конструкции комплексный показатель технологичности удовлетворяет нормативам.
Анализируя полученные значения частных показателей технологичности, необходимо заметить, что в связи с единичным характером производства разработанной системы большинство работ по сборке модуля АЦП осуществляется вручную, и, следовательно, применение высокотехнологичных производственных процессов (с использованием специального оборудования и оснастки) не представляется целесообразным. В качестве же общих подходов и методов по повышению технологичности конструкции может быть, в частности, предложено более широкое применение унифицированных корпусов ИМС и ЭРЭ.
Похожие работы
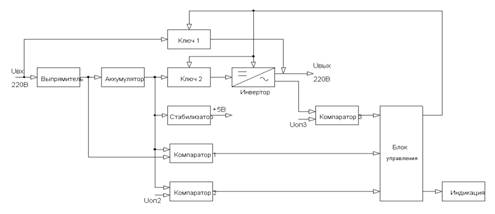
... источника меньше допустимого значения) и блок управления включает индикатор “Смените источник питания”. При восстановлении напряжения сети системы резервного электропитания опять переходит в режим нормальной работы. 2. Конструкторско-технологический раздел 2.1 Разработка печатной платы Печатные платы представляют собой диэлектрическую пластину с нанесенным на нее токопроводящим рисунком ( ...

... . Во второй период жизненного цикла включается освоение изделия в промышленном производстве (ОСП). Практика показывает, что на этой стадии возникают и конструкторские изменения, и изменения в технологических процессах, и изменения уровня оснащенности производства специальными видами оснастки и оборудования. Точное соблюдение технологического процесса – одно из важнейших организационных условий ...
... УЛПМ-901. 11 Визуальный контроль качества сборки при увеличении 2,5. ГГ6366У/012. Маршрутная карта на техпроцесс изготовления печатной платы приведена в приложении. 8 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА 8.1 Характеристика изделия «Модуль управления временными параметрами». Обоснование объема производства и расчетного периода Модуль управления временными параметрами – ...
... Подставив значения, получим: . Таким образом, можно сказать, что спроектированное устройство на 44% защищено от вибрационных воздействий. 3.1 Разработка принципиальных схем синтезатора Цифровой синтезатор частотно – модулированных сигналов позволяет формировать л.ч.м. – сигналы и предназначен для работы в составе л.ч.м. – ионозонда в качестве возбудителя передатчика. На принципиальной ...
0 комментариев