Навигация
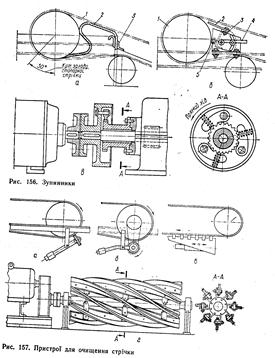
З насрізною необертовою віссю
45044
знака
2
таблицы
45
изображений
1. з насрізною необертовою віссю
2. напіввісь
Приводи конвеєрів
Привод складається з двигуна, редуктора, муфт і зупинників або гальм.
Залежно від необхідного тягового зусилля конвеєрні приводи бувають одно – дво- і багатобарабанні.
а) однобарабанний привод α = 2200
б) двобарабанний привід для важких матеріалів
1,2 приводні барабани
в) з притискним роликом
Двобарабанні приводи бувають: 1) з жорстким зв’язком між барабаном, 2) з диференціювальним редуктором (152д) і з роздільним приводом.
ZЦ1 і ZЦ2 – конічні колеса
ZС1 і ZС2 – сателіти
При обкатуванні сателітів по колесах ZЦ1 і ZЦ2 останні дістають однакову кутову швидкість за рахунок основного передаточного відношення.
В приводах великих конвеєрів встановлюють гідродинамічні муфти для усунення буксування.
Встановлення двигунів постійного струму дає змогу регулювання швидкості.
При необхідності контактності застосовують мотир барабани, коли в середині барабана розташований електродвигун. Перспективним є застосування високомолянтних гідроприводів які виключають мех. передачі між двигуном і коробкою.
В перспективі можливе використання лінійних асинхронних двигунів.
Барабани виготовляються зварними а також литі, вони бувають циліндричні і бочкоподібні, збільшення коефіцієнту зчеплення досягають футсровкою гуми або пластмаси.
Натяжні механізми
Служать для компенсації видовження стрічки в процесі роботи, створення необхідних натягів, обмеження провисання.
За принципом дії натяжні механізми поділяють на: 1) механізми періодичної дії (гвинтові), 2) автоматичні (вантажні), 3) гідравлічні, 4) пневматичні.
Автоматичні бувають регульовані в залежності від моменту і нерегулюванні. Натяжний механізм розташовують в місці, де натяг стрічки мінімальних.
За розміщенням механізми бувають: хвостові і проміжні (г).
У великих конвеєрах застосовують поліскости (д). Хід натяжного барабану залежить від довжини конвеєра L та типу стрічки і = 2…1,5% L для гумотканних стрічок і 0,2…0,15% для гумотросових.
Автоматичні натяжні пристрої бувають:
За принципом дії:
1. безперервної
2. періодичної
За типом привода:
1. з електричним (д)
2. гідравлічним (е)
За законом зміни натягу:
1. стабілізуючі
2. слідкуючі
3. комбіновані
Завантажувальні пристрої
Завантаження стрічки здійснюється за домогою лотка, ширина отвору якого становить (0,6…0,7) В. Кут нахилу стінок (10–150).
Пристрої повинні зменшити руйнування та спрацьовування стрічки в місці завантаження. Для цього живильний лоток встановлюється під кутом (10–150).
Розвантажувальні пристрої
Розвантаження матеріалу може відбуватися через кінцевий барабан або в будь-якій частині конвеєра.
а) б) лужкові розвантажувачі. Вони бувають односторонні та двосторонні.
1) знімними, 2) перекидними, 3) пересувними.
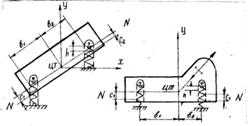
Місце встановлення привода в конвеєрі
При правильному розміщенні привода, зменшується натяг стрічки ведучому барабані і збільшується строк служби при русі вантажу вгору привод доцільно завантажувати зверху при русі вниз на початку навантажувальної нитки.
Загальне правило: для конвеєрів з простою трасою привід доцільно встановлювати в кінці нитки з максимальним натягом.
Зупинники
1. Розрахунок стрічкового конвеєра
Проектний розрахунок починається з визначення товщини стрічки при при заданій продуктивності.
![]() Т/год
Т/год
Ширину стрічки вибирають за гранулометричними складом. Для рядових матеріалів.
В ≥ (2,7…3,2) αmax. Для сортованих В ≥ (3,3…4) α, для поштучних В ≥ αmax + (100…200).
Для визначення ширини стрічки по продуктивності знаходимо площу поперечного перерізу насипного вантажу.
![]() ;
; ![]()
З врахуванням можливостей просипання
в = 0,9 В + 0,05
Площа може мати форму трикутника або трикутника і трапеції (153 б)
В загальному вигляді:
А = Кп (0,9В – 0,05)2
Кп – коефіцієнт пропорц. = 240–710
Для масової продуктивності
Для об’ємної:
Для похилих конвеєрів:
Кв = 0,8…1,0 залежить від кута.
Із двох отриманих значень приймаєм більше, заокруглюєм в більший бік до стандартної ширини.
Ширину стрічки жолобчастої форми
П = (Кв В2) (Кр1 + Кр2Св + gφн) Sυ
Кв – коефіцієнт використання ширини стрічки;
Кр1 і Кр2 – коефіцієнт, який залежить від форми роликової опори;
Св – коефіцієнт уклону стрічки;
φн – кут природнього укосу насипання матеріалу φн = (0,75…0,8) φ;
![]() ;
;
 ;
;
α – кут нахилу крайніх роликів;
β – кут нахилу конвеєра 15–240;
Швидкість руху стрічки може лежати в межах від 1 до 10 м/с
При встановленні розвантажувального візка швидкість зменшується на 25%.
При наявності плужкових скидачів υ = 0,8–2 м/с. В тихохідних конвеєрах швидкість має забезпечувати відрив матеріала від стрічки при проході кінцевого барабана.
Розрахунок тягових зусиль в приводах
Тягова сила на барабані
F0 = К (ωр + ωн)
К – коефіцієнт, що враховує опір при проході барабана та інші зосереджені сили опору.
К = 5,9…3,2 при L до 20 м
К = 2,2…1,04 при L 500 – 2500 м
Потужність двигуна![]()
Wр; Wн – опір руху робочої і неробочої вітки
К3 – коефіцієнт запасу
При однобарабанному
F0 = Sнб – Sзб
Умови відсутності буксування за допомогою ейлера![]()
Максимальне тягове зусилля
F0max = Sзб (еfα – 1)
F0max = Кзч F0 Кзч= 1,3–1,4 – коефіцієнт
Мінімальний допустимий натяг стрічки на ведучому барабані![]()
f = 0,1…0,5
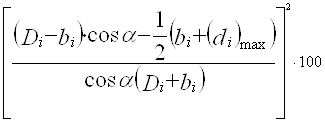
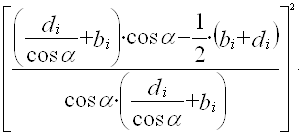
Максимальний кут отвору однобарабанного типу = ![]()
Для двохбарабанного приводу, приводу з натяжним роликом привода зведучою стрічною див. Иванченко с. 302–304
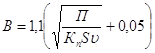
Тяговий розрахунок конвеєра незалежно від складності траси виконують методом обхходу контура коли всю довжину траси конвеєра поділяють на характерні відрізки і постідовно визначають натяг стрічки.
Si = Si – 1 ± Wi – 1
Si – 1 – натяг у попередній точці траси і – 1 точка
Wi – 1 – опір на відрізку між точками і – 1 то і + підйом; – спуск
Опір в завантажувальному пристрої
![]()
υ – швидкість стрічки;
υ0 – складова швидкість матеріалу вздовж стрічки (що падає);
Кб = 1,5 – коефіцієнт, що враховує опір рухові від тертя матеріалу по бокових стінках воронки;
fс – коефіцієнт тертя матеріалу стрічки;
h – висота падіння матеріалу.
При проміжному розвантаженні
Wп = К0qB
К0 – коефіцієнт опору. К0 = 2,7 – зернисті і пораховані; К0 = 3,6 – дрібнокускові
Для поштучних матеріалів
Wп =Gtc sin (αn φn)
G – вага вантажу
αn – кут встановлення плужка
φn – кут тертя вантаж. Плужок
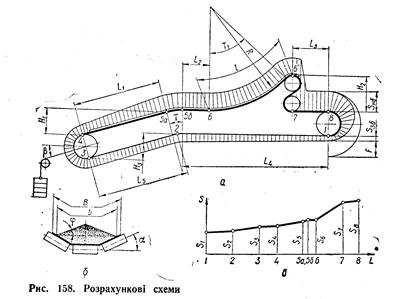
Опори очисних пристроїв
Wек = Рек В-для скрипкового
Рек = 300…500н/м сила опору для очищення 1 м ширини стрічки
Wщ = РщВVщ – щіткового
Рщ = 210–250 сухі
Рщ= 300–350 липкі
Після визначення всіх опорів на трасі знаходимо натяг набіжної та збіжної віток стрічки приводного барабана
Sнб = Sзб еfα
По відомим значенням будуєм діаграму мінімальний натяг (S1) повинен бути таким, щоб прогин стрічки під дією вантажу, що транспортується дорівнював (1,25…3)% Рр
Максимальний прогин стрічки
![]()
Ø барабана D = ci c = 125…200, для синтетики с = 150…300
і – кількість прокладок в стрічці і = 3…6
Ø кінцевого і відхильного барабанів
Дк = (0,7…0,85) Дп
Визначені Ø округляють до прийнятного ряду 160–2500 мм
Розрахунок натяжного ряду
Сила натягу для переміщення візка з барабану
Qнат = S1 + S2 + WB
S1= Sn, S2= Sзб
Зусилля натягу в канаті натяжної лебідки
![]()
U – кратність полістпасти;
WB– опір руху візка.
Динаміка стрічкових конвеєрів
Динаміка залежить від характеру вантажу падінню стрічки від великих кусків, удару кусків по стрічці і інших факторів. В період пуску в приводі конвеєра крім статичних навантажень виявляються інежрційні навантаження. В приводі виникають автоколивальні навантаження внаслідок пружного видовження стрічки при пуску не всі маси рухаються одночасно.
Максимальне тягове зусилля на барабані
Wmax = Wст п + Fд
Wст п – статична тягова сила в період пуску,
Wст п – 1,5 Wcт;
Fд – динамічна сила.
Статичний момент при пуску зведений до вала двигуна
![]()
η = 1 – (1 η) Кп С0;
ηп – к.к.д. при сталому режимі;
С0 = 0,55…0,6 – коефіцієнт можливого зменшення опору руху конвеєра
Кп= 1,5 – коефіцієнт кратності статичних опорів від тертя при пуску
![]()
![]()
mзв – зведена маса рухомих частин конвеєра і вантажу
mзв= Кс[(mв + Гmс) L + Кшmоб]
mв і mс – лінійні маси вантажу та стрічки
mоб – маса обертових деталей
Кш = 0,7…0,9; враховує зменшення колової швидкості частин рухомих мас
Кс – 0,5…0,7; враховує видовження стрічки.
Ланцюгові конвеєри
Тяговим органом є один або декілька ланцюгів, до яких прикріплені пластини, що дозволяє збільшити асортимент вантажів і підвищує надійність. В залежності від конструкції робочого органу вони поділяються на: пластинчасті, скрипкові, ківшеві, візкові, підвісні.
Троси таких конвеєрів більш різноманітні і складні і дозволяють транспортувати вантажі на великі відстані.
Пластинчасті конвеєри
Вони використовуються для транспортування важких поштучних матеріалів, крупно-кускову руду, гарячий агломерат, вапняк, гарячі поковки, продукти штампування.
Бувають довжиною до 2-х кілометрів. Продуктивністю до 2 тис. т/год
υ=1,2 м/с
α = 350-450
α ківшеві 650, 700
Можуть використовуватися в технологічних лініях складання машин, охолодження сортування термічної обробки.
Вони виготовляються 1.2.3.і 4 ланцюгів
За кількістю приводів: одноприводні і багатоприводні
За схемою: горизонтальні, похилі, комбіновані.
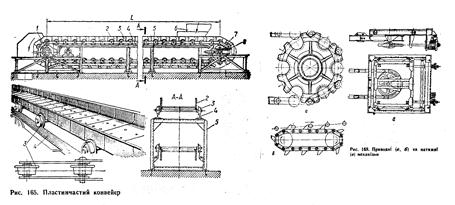
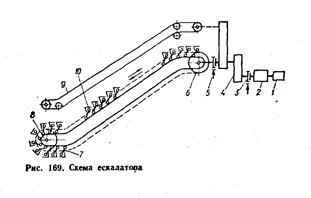
1) приводна зірочка; 2) пластини; 3) катки; 4) напрямні; 5) постав; 6) воронка; 7) натяжна зірочка; 8) натяжний механізм.
В конвеєрах використовують ланцюги.
Використовують ланцюги:
1) прості шарнірні; 2) втулкові роликові (б); 3) катками 3 (в) ребортні; 4) двошарнірні.
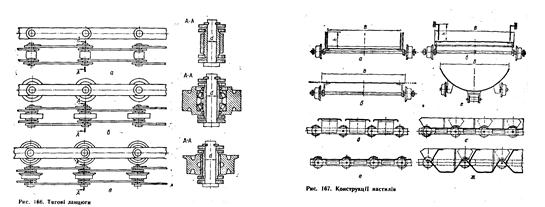
Крок ланцюгів t = 100 – 620 мм
Настил буває без бортів (б); бортовий (а) з бортами рухомими; (в) плоский, з нерухомими бортами; (г) лотковий.
В залежності від форми пластин: д) безбортові плоскі розімкнені; е) безбортові хвилясті; є) бортові хвилясті; ж) коробчасті.
Привод складається: з двигуна, редуктора, зірочок а) приводних; б) натяжних); в) відхідних для них Z = 5…8
Натяжні механізми бувають і гвинтові, і пружинно-гвинтові рис. 168
Хід натяжного механізму Sнм (1,6…2) t
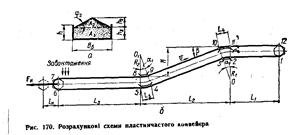
Розрахунок пластинчатих конвеєрів
Похожие работы

... масі порції картоплі 3 кг і масі порції моркви 1 кг. 2. Організація роботи непродовольчого магазину самообслуговування в умовах ринкових відносин Прогресивні методу продажу товарів базуються на більш раціональних способах, прийомах обслуговування покупців і вдосконалення технічних операцій, застосування яких дозволяє забезпечити більше зручностей для ознайомлення покупців з товарами, точн ...



... нерудних будівельних матеріалів (піску, піщано-гравійної суміші, гальки, гравію, щебеню, вапняку, крейди, шлаку, каменю та їх відходів, керамзиту) і грунту (в тому числі рослинної землі, глини, торфу).При перевезенні нерудних будматеріалів і грунту з об'ємною масою менш як 1,5 т/куб.м Перевізники зобов'язані наростити борти автомобілів на висоту не менше ніж 200 мм.Перевізники за Договором можуть ...




... техніка відправляється тим видом транспорту, який є найзручнішим для клієнта. РОЗДІЛ I. ОСНОВНІ НАПРЯМКИ ДІЯЛЬНОСТІ ПІДПРИЄМСТВА. ВИДИ ПРОДУКЦІЇ ТА ОСНОВНІ ТЕХНІЧНІ ХАРАКТЕРИСТИКИ Сільськогосподарська техніка Комплекси зерноочисні Комплекси зерноочисні К3-25, К3-50, К3сК-25 використовуються для післязбиральної очистки зерна харчового, насіннєвого та фуражного призначення. Застосування ...
... Р:П Мал. 2. Суміщена незамкнута технологічна схема заводу Годинну продуктивність заводу визначають по формулі, м3: Пг = /1/ де Пр - річна /задана/ продуктивність заводу, м3/год; Кн =1,1- коефіцієнт нерівномірності змінного завантаження; Тр - річний фонд чистого часу роботи устаткування, рівний при двозмінній роботі 3750 год. і при тризмінній роботі 5300 год. Для машин, що ...
0 комментариев