Навигация
Износ и поломки механизма реверса деталей
80059
знаков
10
таблиц
15
изображений
3. Износ и поломки механизма реверса деталей
Виды износа деталей. На деталях гидропередач можно наблюдать следующие виды износа: абразивный, коррозионный, осповидный, тепловой и контактное схватывание.
Абразивный износ является результатом попадания абразивных частиц вместе с маслом и воздухом на трущиеся поверхности. Кроме того, в процессе трения металла происходит упругое и пластическое деформирование микронеровностей поверхности детали, в результате чего происходит изменение размеров трущихся деталей.
Коррозионный износ появляется в результате диффузии кислорода из воздуха, воды и кислот в металл. При этом на поверхности деталей появляются шероховатость и отслоения. Такой износ появляется как у трущихся, так и у неподвижных деталей.
Осповидный износ появляется в результате действия на металл больших удельных контактных напряжений. Он характеризуется образованием микротрещин с последующим выкрашиванием металла на контактной поверхности.
Тепловой износ является следствием воздействия на металл высокой температуры и выражается образованием трещин и подплавлением металла.
Контактное схватывание происходит вследствие непосредственного соприкосновения трущихся деталей при разрыве масляной пленки. Он характеризуется появлением на поверхности детали задиров и сколов металла.
Очистка деталей и частей гидропередач. Большая часть деталей гидропередач покрыта отложениями, содержащими минеральные масла. Мойка, очистка и обезжиривание их производятся в моечных машинах и ваннах.
Гидропередачу перед разборкой подвергают наружной мойке для удаления слоя масла и старой краски в моечной машине конвейерного типа трехпроцентным раствором каустической соды, нагретым до 80–95° С, который подается под давлением 5 кгс/см2 в душевой отсек машины, а затем чистой горячей водой для удаления с поверхностей щелочного раствора.
Таким же способом очищают все детали гидропередачи, исключая выполненные из алюминия и его сплавов.
Очистку деталей гидропередачи наиболее эффективно производить в моечной машине высокого давления. В такой машине сочетается механическое воздействие напорных струй (давление струй высоконапорного контура 50–60 кгс/см2, температуры 80–90° С) души-рующей системы на загрязненные поверхности деталей с химическим воздействием на них раствора каустической соды.
Удаление масляной и жировой пленок, оставшихся на поверхностях деталей после обмывки горячей водой высокого давления, предусмотрено во втором контуре путем обмывки поверхностей однопроцентным раствором каустической соды при температуре 80–£0° С и давлении 5 кгс/см2.
Окончательная очистка поверхности производится снова струями горячей воды высоконапорного контура туширующей системы.
Очищаемые детали в машине перемещаются на тележке со скоростью 0,5 и 8 м/мин. Вода и раствор подогреваются паром давлением 7,5 кгс/см2.
Мойка и очистка деталей из алюминия и его сплавов производятся в моечной машине раствором кальцинированной соды и фосфорнокислого натрия при температуре 80–90° С под давлением 8 – 9 кгс/см2, окончательная очистка – струями горячей воды под давлением 17 – 19 кгс/см2.
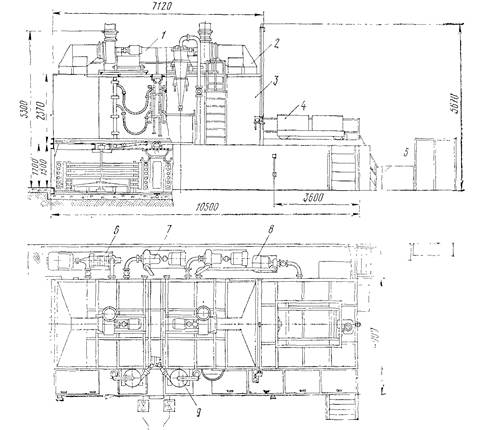
Машина для мойки узлов гидропередачи

Подшипники качения промывают отдельно от других деталей. Отдельные подшипники можно промывать 2–4-процентной смесью легкого минерального масла с бензином с помощью жесткой волосяной щетки. Крупные партии подшипников целесообразно очищать в специальных моечных машинах типа 235-1Б ПКБ ЦТ горячим водным раствором, содержащим 4–5% смазки УС (жирового солидола) любой марки и 2% осветительного керосина. Промывка подшипников в растворе такого состава предохраняет его от коррозии благодаря наличию в моечном растворе натриевого мыла, содержащегося в смазке УС.
Подшипники качения также можно промывать холодной водой под высоким давлением (40 кгс/см2) с последующим их промасливанием маслом, подогретым до 80-90° С.
Способы определения состояния деталей и их маркировка. Состояние деталей гидропередачи определяется наружным осмотром, измерением размеров деталей и зазоров между ними, дефектоскопией, а также испытанием.
Наружный осмотр деталей позволяет определить состояние их рабочих поверхностей (наличие трещин, задиров, вмятин, сколов, цветов побежалости и т.д.). Осмотр производится невооруженным глазом или с помощью лупы 5-и 10-кратного увеличения.
Измерение деталей осуществляется универсальным (штангенциркули, штангенрейсмусы, штангенглубиномеры, микрометры, микрометрические глубиномеры и нутромеры) и рычажно-механическим (индикаторы, индикаторные нутромеры, рычажные и индикаторные скобы, а также рычажные микрометры и миниметры) измерительным инструментом.
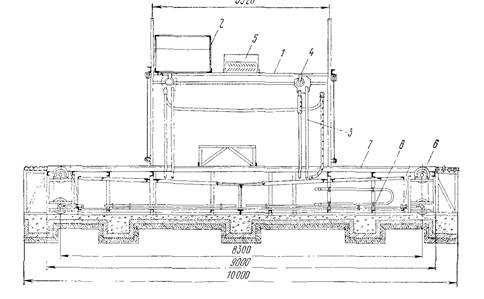
Машина для мойки алюминиевых деталей

Корпусные, базовые детали гидропередачи измеряют специальными измерительными приспособлениями и инструментом, которые описаны в соответствующих главах.
штангезубомер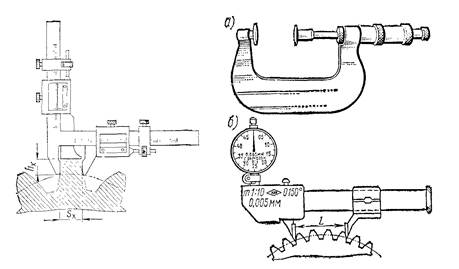
зубомерные скобы
![]()
Износ зубьев цилиндрических зубчатых колес определяют штан-гензубомерами, эвольвентомерами и зубомерными скобами. Износ зубьев конических зубчатых колес непосредственным измерением установить нельзя. Поэтому о величине износа зубьев конических зубчатых колес судят по характеру работы передачи. Работа передачи считается нормальной, когда зубчатые колеса вращаются бесшумно и плавно, причем при нормальном боковом зазоре радиальный зазор между зубьями шестерен должен быть не менее 0,1 мм.
Измерение бокового зазора между зубьями парных зубчатых колес можно производить индикаторным приспособлением и по свинцовой выжимке. В первом случае на валу одного из зубчатых колес укрепляют поводок, конец которого упирается в стержень индикатора, расположенного на стойке. Если одну из шестерен удерживать от вращения, а другую поворачивать в одну и другую сторону, то этот поворот будет возможен на величину бокового зазора между зубьями. Этот зазор определяют непосредственно, если расстояние от оси шестерни до точки упора измерительного стержня индикатора равно радиусу делительной этой начальной окружности зубчатого колеса, на котором укреплен поводок.
Если конструкция узла не позволяет измерить зазор в зацеплении зубчатых колес индикаторным приспособлением, то его можно определить по свинцовой выжимке. Для этого между зубьями зубчатых колес пропускают свинцовую проволоку и проворачивают зубчатые колеса. Обжатые части проволоки измеряют микрометром. Измерения производят в четырех точках по окружности зубчатого колеса.
Дефектоскопия деталей. Поверхностные трещины выявляются магнитным, а скрытые дефекты–ультразвуковым дефектоскопами.
При намагничивании детали магнитные силовые линии концентрируются на заостренных краях трещины, образуя в этих местах магнитные полюсы. Для обнаружения трещины намагниченную дефектоскопом деталь обливают смесью, состоящей из органического масла, керосина и мелкого ферромагнитного порошка (мягкая сталь, кузнечная окалина и крокус). Ферромагнитный порошок при наличии трещины скопляется по ее краям в виде тонкой полоски.
Детали перед дефектоскопией тщательно очищают, а после дефектоскопии размагничивают. Размагничиванию подвергают детали подшипниковых узлов и других вращающихся узлов, обладающих большим остаточным магнетизмом. Если эти детали не размагнитить, то они длительное время будут притягивать к себе частицы металлов. При определенных условиях это может вызвать интенсивный износ деталей и выход из строя узла или гидропередачи.
Размагничивание производится в постепенно убывающем переменном магнитном поле. Для этого включенный дефектоскоп постепенно удаляют от детали (или деталь от него) на расстояние 1–1,5 м и только после этого выключают. Размагниченная деталь не должна притягивать металлические опилки.
Ультразвуковая дефектоскопия основана на свойстве ультразвуковых колебаний проникать в толщину деталей и отражаться от трещин, пустот, расслоений и т.п. Для обнаружения трещин и пустот в деталях служат ультразвуковые дефектоскопы типа УЗД-56М или УЗД-64, которые снабжаются специальными щупами.
Перечень деталей гидропередач, подлежащих магнитной и ультразвуковой дефектоскопии, приведен в Правилах ремонта тепловозов.
Другие методы дефектоскопии (методы просвечивания деталей рентгеновскими и гамма-лучами, а также люминесцентный способ) в практике ремонта деталей гидропередач не' нашли широкого применения.
Проверка и испытание отдельных деталей и узлов производятся на контрольной плите, непосредственно на рабочем месте и на испытательных стендах. На контрольной плите определяются изгиб, скручивание, биение и другие дефекты валов, штанг и т.д. На рабочем месте проверяют крупные части гидропередачи и их взаимное расположение, на испытательных стендах – работоспособность отдельных узлов гидропередачи (масляные насосы, приборы системы автоматики и т.д.).
Маркировка деталей. Многие детали гидропередачи являются невзаимозаменяемыми (корпуса, крышки, валы, комплекты зубчатых колес и подшипниковых узлов и др.), поэтому перед началом и в период разборки производится их клеймение. Для маркировки используют цифровые клейма, которые ставят на детали набором номера поступившей в ремонт гидравлической передачи. Комплекты приработанных (прикатанных) зубчатых колес также клеймят одним порядковым номером.
Обезличивать перечисленные детали и узлы не рекомендуется, так как новая приработка деталей сопровождается интенсивным износом и представляет собой весьма длительный нежелательный процесс.
Сортировка деталей. В условиях завода детали, снятые с гидропередачи, сортируют, определяя пригодность их к дальнейшей работе или восстановлению. Детали, которые могут быть использованы без ремонта, комплектно укладывают в специализированную тару. Детали, требующие ремонта, отправляют на соответствующие участки. Выбракованные детали помечают красней краской в месте дефекта и сдают в металлолом или частично используют для изготовления других деталей.
Похожие работы

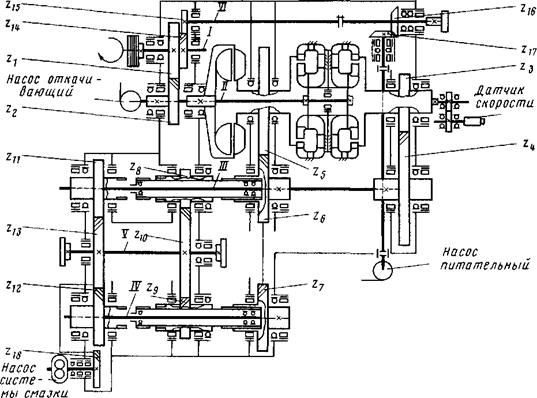
... -компенсационной муфты между валом дизеля и валом гидропередачи устанавливалась эластичная муфта с резино-кордовой обмоткой. Тепловозы ТГМ6 строились серийно с 1969 по 1973 г. включительно. 2. РАСЧЕТ ТЯГОВО-ЭКОНОМИЧЕСКИХ ХАРАКТЕРИСТИК ТЕПЛОВОЗА С МНОГОЦИРКУЛЯЦИОННОЙ ГИДРАВЛИЧЕСКОЙ ПЕРЕДАЧЕЙ 2.1 Устройство и назначение унифицированной гидропередачи На тепловозе установлена унифицированная ...
0 комментариев