Навигация
Организация производственных участков
80059
знаков
10
таблиц
15
изображений
8. Организация производственных участков
В основу организации производственных участков цехов, производящих ремонт тепловозных гидропередач, как и других цехов локомотиворемонтных предприятий, следует принимать их специализацию по технологическому или предметному направлению.
Технологическое направление предполагает специализацию участков по стадиям процесса, или по однородным работам. При этой специализации участки, выполняя однородные по своему характеру работы, не выдают завершенной продукции в виде готовых узлов или агрегатов. В этом случае усложняется оперативное планирование производства, но обеспечивается лучшее использование оборудования.
Предметное направление более прогрессивное и выражается в специализации участков по определенным узлам изделия. На каждом таком участке выполняется весь комплекс работ, необходимый для полного ремонта, сборки и испытания соответствующего узла и выдачи его в окончательно готовом виде.
Предметная специализация участков, обеспечивая комплектность и завершенность продукции, повышает ответственность руководителей за ее своевременную выдачу и качество и облегчает оперативное планирование производства. Однако необходимость наличия на предметном участке полного комплекта оборудования для выполнения всего комплекса разнообразных работ независимо от недостаточной загрузки отдельных его типов понижает коэффициент использования оборудования.
Технологическое направление специализации производственных участков свойственно в большей мере единичному и мелкосерийному производству, а предметное – крупносерийному и массовому.
В цехах локомотиворемонтного производства с учетом его специфики обычно существуют параллельно как технологические, так и предметные участки с преобладанием тех или других в зависимости от масштабов производства и уровня его специализации.
Согласно цех имеет следующие производственные участки.
А. С технологической специализацией
1. Разборочный, выполняющий общую разборку гидропередачи, а также мойку ее составных частей и узлов.
2. Сварочный, выполняющий сварочные и наплавочные работы для всех участков цеха.
3. Механический, на котором сосредоточено основное станочное оборудование цеха для обработки всех ремонтируемых и восстанавливаемых деталей гидропередачи.
4. Сборочный, выполняющий общую сборку гидропередачи.
5. Испытательная станция, производящая испытания гидропередачи в сборе, а также ее отдельных узлов: реверса, осевых редукторов и т.д.
Б. С предметной специализацией
1. Корпусной участок, выполняющий работы по ремонту корпусов и верхней крышки гидропередачи.
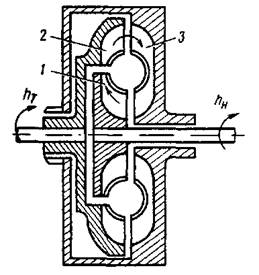
2. Участок главных валов, производящий разборку гидравлической части передачи, освидетельствование и ремонт всех ее деталей и сборку гидротрансформаторов на главном валу.
3. Участок передаточных валов, выполняющий работы по разборке, освидетельствованию, ремонту и узловой сборке входного, вторичного, реверсивного и раздаточного валов.
4. Участок масляных насосов и автоматики, на котором выполняется весь комплекс работ по разборке, ремонту и сборке масляных насосов, золотниковой коробки, вентилей, клапанов и т.д.
5. Редукторный, выполняющий разборку, освидетельствование, ремонт и сборку осевых редукторов.
Во главе перечисленных производственных участков находятся в зависимости от объема выполняемых работ мастера или бригадиры. Под
руководством одного мастера должно находиться не менее 25 рабочих. Исключение допускается для участков, выполняющих особо сложные и точные работы.
При значительном объеме работ на производственном участке создается несколько специализированных рабочих бригад.
В случае одновременного ремонта на предприятии тепловозов с гидравлической и электрической передачей в цехе гидропередач целесообразно сосредоточить также и ремонт всех гидравлических и механических редукторов и гидронасосов, устанавливаемых на тепловозах с электрической передачей.
В состав станочного оборудования входят горизонтально-расточные, фрезерные, токарные, шлифовальные и сверлильные станки.
Нестандартное технологическое оборудование подбирается на каждый производственный участок по соображениям комплектности.
В приложении 2 приведен примерный перечень основного оборудования цеха гидропередач.
Для обеспечения подъемно-транспортных операций цех должен располагать мостовыми кранами грузоподъемностью 10 т, монорельсами с тельферами грузоподъемностью до 0,5 т для обслуживания прямоточных линий и консольно-поворотными кранами для обслуживания отдельных рабочих мест.
Необходимое число производственных рабочих цеха рассчитывается по объему производства.
Вспомогательные рабочие составляют 15–18% производственных рабочих, а административно-технический персонал ‑ 7-8% общего числа рабочих.
Планировку цеха и производственных участков необходимо производить, руководствуясь следующими положениями:
1) производственные участки в цехе, оборудование и рабочие места на участках необходимо расставлять последовательно ходу технологического процесса, не допуская встречных и возвратных движений изделий;
2) размеры транспортных поездов, проходов и разрывы между рабочими местами и оборудованием должны соответствовать нормам охраны труда;
3) участки со специфическими условиями производства, такие, как разборочный участок или испытательная станция, следует полностью или частично изолировать от других участков цеха.
Похожие работы
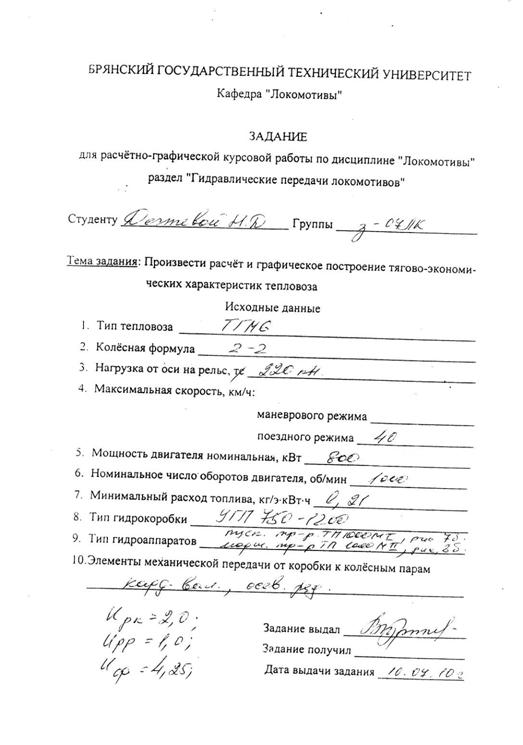

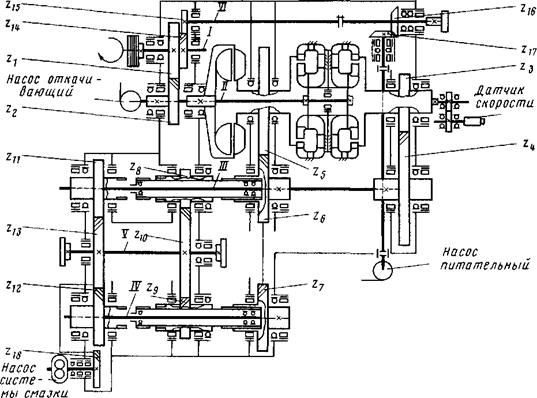
... -компенсационной муфты между валом дизеля и валом гидропередачи устанавливалась эластичная муфта с резино-кордовой обмоткой. Тепловозы ТГМ6 строились серийно с 1969 по 1973 г. включительно. 2. РАСЧЕТ ТЯГОВО-ЭКОНОМИЧЕСКИХ ХАРАКТЕРИСТИК ТЕПЛОВОЗА С МНОГОЦИРКУЛЯЦИОННОЙ ГИДРАВЛИЧЕСКОЙ ПЕРЕДАЧЕЙ 2.1 Устройство и назначение унифицированной гидропередачи На тепловозе установлена унифицированная ...
0 комментариев