Навигация
4. Методы устранения
Величина износа деталей цилиндрической формы по условиям восстановления может быть разбита на три группы: 1) до 0,1 мм, 2) до 0,3 мм и 3) свыше 0,3 мм. Детали первой группы могут быть восстановлены электроискровым наращиванием и хромированием. Детали с износом до 0,3 мм восстанавливают осталиванием, хромированием и наплавкой, а при износе более 0,3 мм – заменой изношенной части, газопрессовой сваркой, осталиванием и наплавкой. Некоторые способы восстановления дают возможность не только использовать изношенную деталь, но и сделать ее более износостойкой.
Первоначальные формы и размеры деталей разнообразных конфигураций, имеющих износ, механические или термические повреждения, можно восстанавливать слесарно-механической обработкой, механической обработкой, сваркой или наплавкой, электролитическим наращиванием, наращиванием полимерными пленками, металлизацией и электроискровой обработкой, а также с помощью эпоксидных смол.
При восстановлении деталей сваркой может потребоваться обработка их на станке как подготовительная операция. После сварки, как правило, требуются обработка деталей на металлорежущих станках и термическая или химико-термическая обработка.
При восстановлении деталей могут применяться различные виды сварки – электродуговая, газовая, контактная. Сварка может быть ручной, полуавтоматической, автоматической и выполняться в различных защитных средах (под флюсом, в жидкости, в среде защитного газа).
Наиболее прогрессивным методом электродуговой сварки, применяемым при ремонте деталей, является метод вибродуговой наплавки деталей. Из различных видов контактной сварки при ремонте деталей гидропередач применяют газопрессовую сварку, позволяющую надежно сваривать углеродистые, легированные и разнородные стали.
При ремонте алюминиевых деталей используется сварка и наплавка в среде аргона (сварка в среде защитного газа). Из гальванических методов наращивания наиболее новым методом является гальваническое осталивание.
Наиболее характерными методами восстановления деталей гидравлических передач являются вибродуговая наплавка, газопрессовая сварка, сварка алюминиевых деталей, хромирование и осталивание.
Вибродуговая наплавка. Метод вибродуговой наплавки сравнительно прост, не требует сложного оборудования, дефицитных материалов, позволяет наплавлять слой металла толщиной 0,5 – 4,0 мм на изделиях диаметром 8 мм и выше, что очень важно при ремонте мелких деталей, имеющих незначительный износ. Наиболее эффективно применение вибродуговой наплавки для деталей с износом 0,3 – 2,5 мм на сторону. При этом вследствие небольших тепловых воздействий дуги и больших скоростей охлаждения деталь не испытывает деформации, а твердость может быть доведена до HRC 50–58 без последующей термической обработки. Опыт работы многих ремонтных заводов показал, что износостойкость восстановленных деталей не меньше износостойкости новых.
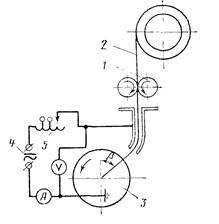
Принципиальная схема установки дуговой наплавки
![]()
За счет автоматизации процесса, снижения толщины наплавленного слоя, выборочной наплавки (наплавляются только те участки, где имеется износ) трудоемкость вибродуговой наплавки в 2,5-3 раза ниже, чем ручной дуговой.
Сущность процесса вибродуговой наплавки заключается в том, что в результате возникновения периодически повторяющихся электрических разрядов выделяется тепло, нагревающее основной и электродный металл до расплавления. Происходит перенос металла электрода на деталь и последующая кристаллизация расплавленного основного и электродного металла.
В патроне или центре станка закрепляют деталь 3, а на суппорте станка устанавливают вибродуговую головку. К детали и головке подводят ток низкого напряжения. С помощью роликов 1 электродную проволоку 2 подают к детали. Конец проволоки вибрирует в результате действия вибратора.
При вибрации электрода вследствие его прикосновения к наплавляемой детали наблюдается короткое замыкание, сила тока возрастает, а напряжение падает. При отходе электрода от детали за счет энергии магнитного поля образуются экстротоки, резко повышается напряжение и загорается электрическая дуга. Длительность горения дуги 0,002 – 0,003 с. В течение каждого цикла наблюдаются периоды: короткое замыкание, электрический разряд.
При вибродуговой наплавке необходимо обеспечить четкую вибрацию электрода, что позволяет систематически замыкать и размыкать электрод с деталью и дает возможность наплавлять металл при низком напряжении источника тока, стабилизирует процесс наплавки при малом напряжении.
С целью защиты расплавленного металла от взаимодействия с окружающей средой вибродуговую наплавку можно выполнять под флюсом, в среде защитных газов. Большое распространение получила наплавка с применением жидкости. Жидкость, подаваемая в зону контакта, обеспечивает защиту жидкого металла и закалку наплавленного слоя, охлаждает наплавляемую деталь и уменьшает зону термического влияния. Обычно в качестве охлаждающей жидкости используют 4–5-процентный раствор кальцинированной соды в воде. При наплавке проволокой с высоким содержанием углерода для предотвращения образования трещин можно применять 10–30-процентный раствор технического глицерина в проточной воде.
При восстановлении ответственных деталей используют вибродуговую наплавку с применением ультразвука. Ультразвук, воздействуя на металл в жидкой фазе, обеспечивает равномерность структуры, повышает твердость и износостойкость, увеличивает прочность детали.
Перед вибродуговой наплавкой детали очищают от ржавчины, грязи, масла, нагара металлической щеткой, наждачной шкуркой или подвергают пескоструйной обработке. Детали, имеющие большой односторонний износ, рекомендуется протачивать или шлифовать. Отверстия, шпоночные пазы заделывают медными или графитовыми заглушками, химическими твердеющими смесями. При установке деталей в патрон или центры биение их должно быть минимальным. Проверяется биение визуально по изменению расстояния между концом электрода и поверхностью вращающейся детали.
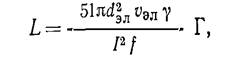
Расчет режима наплавки выполняется в зависимости от толщины наплавляемого слоя:

где

Наплавку ведут при обратной полярности тока («плюс» – на электрод), что обеспечивает лучшее качество наплавленного слоя. Напряжение на дуге должно быть 14–30 В. При напряжении ниже 14 В уменьшается тепловое воздействие дуги на металл, наблюдается непровар. Если же напряжение выше 30 В, то происходит разбрызгивание и выгорание электродного металла, значительно увеличивается зона термического влияния и деформация деталей. Для наплавки тонкостенных деталей небольшого диаметра, где нежелателен значительный нагрев детали, применяют напряжение 14–16 В. Крупногабаритные детали с износом 1,5–3 мм наплавляют при напряжении 24–28 В. При наплавке на переменном токе напряжение берут на 10–15% больше, чем на постоянном.
Оптимальные значения индуктивности зависят от частоты вибрации электрода, напряжения на дуге, силы тока в цепи и других факторов. При малой индуктивности появляется холостой ход в каждый период вибрации электрода, снижается устойчивость процесса наплавки, а при слишком большой нарушается стабильность процесса наплавки и увеличивается разбрызгивание металла. Поэтому величину дополнительной индуктивности в каждом отдельном случае приходится определять экспериментально или рассчитывать по формуле:
При применении сварочных преобразователей тока необходимость в дополнительной индуктивности отпадает, так как сам источник питания имеет достаточную индуктивность.
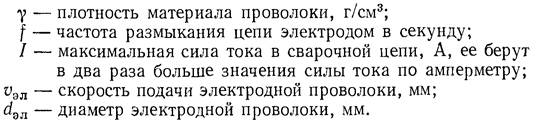
Скорость подачи проволоки зависит от мощности источника питания и диаметра электродной проволоки.
![]()
С увеличением скорости подачи проволоки растет производительность наплавки, но одновременно повышаются потери электродного металла, ухудшается чистота слоя. Поэтому с уменьшением толщины наплавляемого слоя скорость подачи уменьшают.
Линейная скорость (скорость вращения) наплавляемой детали связана со скоростью подачи электрода.
По линейной скорости и диаметру детали можно определить частоту вращения детали.
![]()
Амплитуду колебаний электрода выбирают равной (0,7 – М, 0) daa.
Меньшим значениям напряжения на дуге соответствует меньшее значение амплитуды колебания проволоки. Вылет электрода устанавливается 10–12 мм. Для высокоуглеродистой проволоки вылет электрода должен быть больше, чем для низкоуглеродистой.
Допустимые пределы изменений отношений скоростей ![]() для различных диаметров электродной проволоки
для различных диаметров электродной проволоки
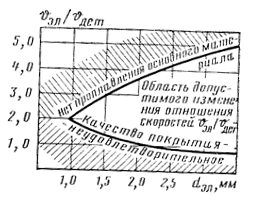
Шаг наплавки определяется шириной наплавленного валика и принимается равным 1,6 – 2,2 dan мм/об. С увеличением шага улучшается сплавление наплавленного металла с основным, уменьшается тепловое воздействие на деталь, повышается твердость наплавленного слоя. Однако при чрезмерно большом шаге появляются впадины между валиками и, как следствие ухудшается чистота слоя. С уменьшением шага наплавки валики плотно наслаиваются один на другой, а сплавление с основным металлом ухудшается, снижается твердость слоя, увеличивается нагрев детали.
В зависимости от конструкции вибродуговых головок применяется боковой или верхний подвод проволоки к детали, но в обоих случаях направление вибрации электрода должно быть перпендикулярным к касательной в точке подхода электрода к детали.
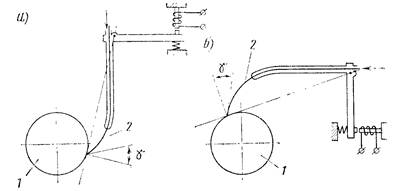
Схема подвода проволоки к детали
![]()
Благоприятно влияет на перенос металла, чистоту наплавляемого слоя уменьшение угла 7 (между осью проволоки и направлением вибрации). При вибродуговой наплавке под слоем флюса целесообразно сместить электрод от зенита детали на 2–7 мм в сторону, противоположную направлению вращения детали.
Марку проволоки выбирают в зависимости от требуемых свойств наплавленного слоя. Для получения поверхности с твердостью НВ 180–300 используют сварочную проволоку СВ-08. Более высокая твердость и износостойкость наплавленного слоя достигается применением высокоуглеродистой и легированной проволоки марок ПК, НП-40, НП-60, НП-80, ЗОХГСА, 12Х, 65Г и др. Однако следует иметь в виду, что при наплавке легированной и высокоуглеродистой проволокой увеличивается склонность к образованию трещин при закалке.
Для восстановления ответственных деталей вибродуговой наплавкой под слоем флюса или в среде углекислого газа применяют порошковую проволоку марок ПП-ЗХ2В8, ПП-Х12ВФ, ПП-4Х2В8Т, ПП-АН-1, ПП-АН-3 и др.
Детали после вибродуговой наплавки подвергают механической обработке на токарных или шлифовальных станках. Детали, наплавленные высокоуглеродистой или легированной проволокой, обычно шлифуют. Вместо шлифования можно применять электромеханический способ обработки.
Для повышения чистоты обработки, твердости, усталостной прочности после вибродуговой наплавки и предварительной механической обработки наплавляемые детали можно подвергать упрочнению накаткой. После упрочнения накаткой усталостная прочность деталей повышается на 15–35%.
К основным дефектам вибродуговой наплавки относятся низкая твердость и чистота наплавленного слоя, не сплавление между основным и наплавленным металлом, трещины, газовые поры, шлаковые включения, деформация наплавленных деталей. Контроль качества наплавленного слоя проводится в соответствии с требованиями технических условий на восстановление соответствующих деталей.
Внешним осмотром устанавливается чистота наплавленного слоя, наличие крупных трещин, открытых пор. Внешний осмотр сопровождается измерением и определением степени деформации восстановленной детали.
На приборах-твердомерах после чистовой обработки наплавленного слоя определяют твердость.
Наличие в слое трещин, газовых пор, шлаковых включений можно выявить методом травления шлифованной поверхности наплавленного слоя 10–20-процентным водным раствором азотной кислоты, а также методом магнитной дефектоскопии, используя магнитоэлектрические дефектоскопы МЭП, М-217 и др.
Для более полной оценки качества наплавки применяется металлографический анализ, позволяющий не только обнаружить внутренние дефекты в наплавленном слое и зоне термического влияния (непровары, трещины, газовые раковины, шлаковые включения), но и определить их размеры, установить место расположения. Металлографический анализ позволяет установить характер макро- и микроструктуры наплавленного слоя и зоны термического влияния.
Для выявления внутренних дефектов широкое распространение получил метод ультразвуковой дефектоскопии.
Газопрессовая сварка. В практике машиностроения и ремонтного производства газопрессовая сварка углеродистых сталей стала применяться в СССР с 1946 г. Однако газопрессовая сварка легированных сталей до последнего времени не была изучена и потому не производилась.
Ввиду все большего применения конструкционных легированных сталей на железнодорожном транспорте встал вопрос об исследовании сварки легированных сталей, отработке оптимальных режимов сварки и термообработки и внедрении ее в производство. Положительный опыт газопрессовой сварки деталей из углеродистой легированных и разнородных сталей накоплен на Даугавпилсском, Воронежском, Смелянском ремонтных заводах МПС.
При постройке гидропередач в основном применяются хромоникелевые, хромистые, хромокремнистые и хромомарганцовистые стали.
Детали гидропередач, имеющие местный износ или повреждения в пределах, допускаемых правилами ремонта, ремонтируются посредством восстановления изношенных мест наплавкой или гальваническим наращиванием с последующей механической обработкой. Если местный износ или повреждение детали выходит за допускаемые размеры, то она должна быть заменена новой или же отремонтирована путем замены изношенной части. В последнем случае изношенная часть детали отрезается и взамен ее приваривается новая с последующей обработкой по чертежу и техническим условиям.
При ремонте деталей гидропередачи как в заводских, так и в деповских условиях наиболее рационально применять газопрессовую сварку в пластическом состоянии металла.
Сварка в пластическом состоянии обеспечивает высокое качество, так как в этом случае по месту сварки не возникает дефектов, связанных с переходом металла из твердой фазы в жидкую и обратно: усадочных, раковин, газовых пор, рыхлости и трещин.
При газопрессовой сварке все параметры (величина осадки, усилие прессования, амплитуда колебания горелки, давление горючего газа и кислорода) легко управляемы и постоянно контролируются; длина свариваемой детали может быть легко выдержана, так как ее осадка может быть точно отрегулирована ввиду того, что производится безударно, на строго заданную величину. Положительным при газопрессовой сварке является и то, что процесс ведется под защитой газового пламени регулируемого состава.
Газопрессовая стыковая сварка в пластическом состоянии металла является наиболее приемлемой для сварки валов и других деталей гидропередачи, изготовленных из легированных сталей, так как дает соединение высокого качества, не требует сложного дорогостоящего оборудования и материалов.
Метод газопрессовой сварки в пластическом состоянии металла заключается в соединении свариваемых частей, нагретых в месте их стыкования до 1150–1200°С (для стали) и подвергаемых постоянному сдавливанию.
Подготовленные к сварке два стержня зажимают в захватах станка, центрируют и усилием Р, передаваемым подвижным захватом, сжимают друг с другом. После этого место стыка нагревают пламенем газокислородной многопламенной горелки, в патрубки которой К и А подают кислород и горючий газ. Для равномерного нагрева свариваемых частей и предотвращения оплавления поверхности металла горелку приводят в колебательное движение. Чтобы не допускать перегрева горелки, через патрубки В подводят и отводят охлаждающую воду.
При нагреве металла до пластического состояния концы свариваемых частей под действием сил Р осаживаются, в месте сварного стыка появляется утолщение. Процесс продолжается до тех пор, пока осадка под действием силы Р не достигнет заданной величины.
В гидравлических передачах тепловозов наиболее металлоемкими деталями, изготовляемыми из легированных сталей, являются валы. Вместе с тем они, имея круглое сечение, являются наиболее технологичными для восстановления или изготовления вновь с помощью газопрессовой сварки.

Схема газопрессовой сварки
Для экономии дорогостоящих легированных сталей большое значение может иметь применение газопрессовой сварки не только для восстановления изношенных деталей, но и для изготовления новых деталей из разнородных сталей. Например, шлицевые валы гидропередачи изготовляют из сталей 38ХС и 45ХН для того, чтобы обеспечить более высокую долговечность быстро изнашиваемой шлицевой части вала. В то же время остальная часть вала, как правило, работает в менее напряженных условиях и может быть выполнена из простой углеродистой стали.
Для обеспечения высококачественного соединения свариваемых частей при газопрессовой сварке необходимо строгое соблюдение режима сварки, который характеризуется мощностью пламени и амплитудой колебания горелки, усилием прессования, величиной осадки. Температура при газопрессовой сварке является одним из важнейших факторов, влияющих на механические свойства металла и его пластичность. В зависимости от температуры нагрева свариваемого металла идут процессы диффузии, аллотропические превращения, изменения величин зерна, окислительно-восстановительные и другие процессы и явления, влияющие на качество сварки. Температура нагрева зависит от мощности пламени горелки, которая подбирается таким образом, чтобы процесс сварки шел быстро, но без перегрева поверхностных слоев металла, с обеспечением равномерного нагрева металла по всему сечению свариваемого изделия.
Важную роль в обеспечении качества сварного соединения играет давление прессования. Давление обеспечивает плотное прилегание стыкуемых поверхностей, разрушает пленки окислов и загрязнений, вызывает пластическую деформацию, в процессе которой происходит рекристаллизация в зоне сварки. Рекристаллизация ведет к образованию новых кристаллов, что является основой механизма свариваемых частей.
Давление прессования существенно влияет на процессы адгезии (схватывания) и диффузии, имеющие место при газопрессовой сварке в пластическом состоянии. Обеспечивая плотное прилегание стыкуемых поверхностей, оно препятствует образованию и росту микропор, создает лучшие условия для роста зерна и улучшает процесс схватывания.
Однако повышение давления прессования вызывает увеличение деформации кристаллической решетки стыкуемых участков металла и тем самым препятствует процессам диффузии, замедляет их. Чрезмерное повышение давления вызывает ускоренную деформацию, при этом сварка завершается в момент, когда металл еще не нагрет до нужной температуры, что ведет к низкому качеству сварного соединения.
Повышение температуры и увеличение давления прессования создают предпосылки для усиления деформации металла, а величина амплитуды колебания горелки влияет на величину объема разогреваемого до пластического состояния металла и степень равномерности прогрева металла по всему свариваемому сечению. Объем нагретого металла определяет объем деформируемого при осадке металла и должен быть выбран таким, чтобы при сварке не получилось продольного изгиба свариваемых деталей, что может быть при больших амплитудах. При малой амплитуде колебания горелки внутренние слои металла не нагреются до нужной температуры и сварка не произойдет. Нагрев металла не должен быть слишком сосредоточенным, что зависит от мощности горелки и амплитуды колебания.
Нагрев и деформация в малом объеме могут вызвать не провар ввиду того, что нагретый до пластического состояния металл будет как бы выдавлен усилием прессования до соприкосновения с непрогретым до нужной температуры металлом. При высокой температуре и малом объеме нагретого металла деформация происходит так, что вызывает резкий поворот волокон. В таком случае механические свойства металла в месте стыка снижаются. На степень поворота волокон прокатки также влияет деформация металла, зависящая от величины осадки, которая является одним из основных параметров в технологии газопрессовой сварки и наряду с температурой и удельным давлением прессования определяет качество сварного соединения.
Механические свойства прокатанных и кованых сталей поперек волокон значительно ниже, нежели вдоль волокон. Поэтому деформация металла свариваемых изделий в зоне осадки должна быть такой, чтобы не допустить резкого поворота (искривления) волокон прокатки по отношению к продольной оси изделия. Это обстоятельство должно учитываться при выборе величины осадки свариваемого изделия, амплитуды колебания горелки.
Однако чрезмерное увеличение объема нагретого до пластического состояния металла также нежелательно, так как при этом увеличивается зона термического влияния, продолжительность сварки, снижается производительность, растет расход газов.
Качество сварки в значительной степени зависит от качества подготовки стыкуемых поверхностей. Степень перпендикулярности поверхности к продольной оси свариваемого изделия, класс шероховатости обработки, наличие окисных пленок и загрязнений существенно влияют на процесс диффузии, адгезии, на весь механизм получения неразъемного соединения.
Установлено, что с повышением класса шероховатости и уменьшением загрязнений и окисных пленок качество сварки улучшается. Однако имеются сведения, что излишне высокая чистота стыкуемых поверхностей приводит к снижению пластичности и вязкости металла сварного соединения. Необходимый класс шероховатости стыкуемых поверхностей, как правило, обеспечивается обработкой на металлорежущих станках, окисные пленки и загрязнения удаляются механическим путем и промывкой растворителями.
В процессе газопрессовой сварки металл нагревается до высоких температур, близких к линии ликвидуса, следовательно, претерпевает структурные изменения, которые происходят не только в месте сварки, но и во всем нагреваемом объеме и выражаются в росте зерна металла.
Для измельчения зерна, снятия внутренних напряжений, выравнивания структуры применяют термическую обработку, в результате которой улучшаются структура и механические свойства металла в месте стыка и в зоне термического влияния.
Проведенными исследованиями свойств металла сварных соединений деталей, изготовленных из сталей 20ХНЗА, 12ХНЗА, 45ХН и 38ХС, установлено, что оптимальным режимом газопрессовой сварки, обеспечивающим требуемое качество сварного соединения, является следующий:
Давление горючего газа на входе в горелку 0,35 кгс/см2
Давление кислорода……… 5,0»
Удельное давление усилия прессования. 1,5–1,75 кгс/мм2
Величина осадки………. 0,4 – r0,5 d
Размах колебания горелки……. 0,5 d
Здесь d – диаметр свариваемого вала.
На этих же режимах сваривают разнородные конструкционные стали – углеродистые с хромоникелевыми.
При газопрессовой сварке однородных углеродистых и легированных сталей горелка перед зажиганием и включением колебательных движений устанавливается по стыку. При таком расположении горелки при сварке разнородных сталей (углеродистая плюс хромоникеле-вая) шов как бы смещается от наибольшего диаметра сварочного утолщения в сторону части из легированной стали, что является нежелательной. При сварке углеродистых сталей давление газов принимается таким же, как и при сварке легированных сталей. Не отличаются и удельное давление осадки и размах колебания горелки. Величина осадки принимается 0,3d.
Сварка деталей производится на станках СГП‑8У и машины для газопрессовой свар-МГП‑11 с помощью МГП-11 горелок МГ‑10ПГ, МГ‑18ПГ и МГ‑25ПГ.
В качестве горючего газа в последнее время, кроме ацетилена, применяется природный газ или пропанбутановая смесь. Пламя горелки регулируется таким образом, чтобы в нем не было избытка кислорода. Контроль качества сварки осуществляется проверкой качества подготовки деталей под сварку и соблюдения режима сварки.
Машина для газопрессовой сварки МГП-11
При сварке углеродистых сталей сварную деталь охлаждают в станке до 400–450°С, затем снова зажигают горелку, включают механизм колебания ее и нагревают место сварки до 880-900°. После этого деталь охлаждается на воздухе.
Термообработка металла сварного соединения деталей из легированных сталей (20ХНЗА, 40Х, 45Х, 45ХН, 38ХС) заключается в местной нормализации нагревом горелкой, а также может проводиться улучшение, т.е. закалка с последующим отпуском. Нагрев под закалку и отпуск можно осуществлять пламенем горелки или в электрических печах. Температура нагрева и среда охлаждения выбираются по типовым режимам термообработки той или иной легированной стали.
После термообработки сварных деталей производится механическая обработка с соблюдением чертежных размеров и технических условий.
Сварка и наплавка деталей из алюминиевых сплавов. Ряд деталей гидропередач тепловозов изготовляется из алюминиевых сплавов. К ним относятся, например, торы и уплотнительные диски унифицированной гидропередачи, турбинные и насосные колеса гидропередачи Л-60, колеса направляющего аппарата и др. Торы и уплотнительные диски изнашиваются по уплотняющим поверхностям, а турбинные и насосные колеса – по торцовым поверхностям за счет сближения колес в процессе эксплуатации. Указанные детали изготовляют из алюминиевого сплава марки АЛ‑4 (ГОСТ 2685–63).
Алюминиевые сплавы обладают специфическими свойствами, которые обусловливают сравнительную сложность осуществления процессов их сварки и наплавки. Существенные затруднения возникают в связи с наличием на сплавах окисной пленки. Обладая высокой температурой плавления, окисная пленка не расплавляется в процессе сварки и покрывает металл, затрудняя образование общей сварочной ванны и сплавление ее с основным металлом, и попадая в шов, становится неметаллическим включением. Будучи малопластичной, окисная пленка внутри шва может способствовать образованию трещины.
Окисную пленку удаляют перед началом производства сварочных или наплавочных работ механическим или химическим способами. Но ограничиться лишь этими способами невозможно из-за высокой химической активности алюминиевых сплавов – на воздухе пленка мгновенно образуется вновь. Необходимо разрушить и удалить окисную пленку в процессе самой сварки или наплавки деталей. Это достигается применением дуговой сварки с неплавящимся вольфрамовым электродом в среде защитных газов.
Разрушение и удаление из сварочной ванны окисной пленки под действием дуги происходят в те полупериоды, когда деталь является катодом. Движущиеся с большой скоростью положительные ионы бомбардируют поверхность сварочной ванны, разрушают пленку, оттесняя ее к краям сварочной ванны, путем так называемого катодного распыления. Для того чтобы предупредить дополнительное окисление металла сварочной ванны, а при высоких температурах окисление происходит весьма интенсивно, применяется защитная среда в виде потока в сварочную ванну инертного газа аргона.
При сварке алюминия наблюдается также образование пористости в наплавленном металле. Основной причиной появления пор является присутствие водорода. В отличие от других газов водород обладает способностью растворяться в алюминии, т.е. поглощаться и удерживаться в объеме металла. Главным источником проникновения водорода в металл является влага, которая может быть в атмосфере, в защитном газе, в поверхностной окисной пленке. Образованию пор способствует также водород, уже растворенный в металле детали и сварочной проволоке.
По мере остывания наплавленного слоя растворимость водорода в металле резко падает, поэтому он стремится выделиться в виде газовых пузырей. Пока позволяет вязкость металла, эти пузыри всплывают. После кристаллизации не успевшие всплыть газовые пузыри остаются в металле в виде неплотностей – газовой пористости.
Для уменьшения пористости следует, прежде всего, строго соблюдать тепловой режим наплавки и сварки. Детали большой толщины и крупногабаритные перед наплавкой и сваркой следует подогревать, с тем, чтобы увеличить продолжительность существования жидкой ванны и этим самым создать условия для наиболее полного выделения водорода из металла. Детали малой толщины следует, наоборот, охлаждать в процессе наплавки или сварки, с тем, чтобы увеличить скорость кристаллизации металла шва. Это достигается, например, путем наплавки детали, уложенной на массивную медную подкладку.
Следующей особенностью алюминиевых сплавов является склонность наплавленного металла к образованию трещин. Основной причиной появления трещин следует считать деформации в металле шва в период его кристаллизации в результате неравномерного распределения температур. К трещинообразованию склонны детали крупногабаритные и сложной конфигурации. Для предупреждения появления трещин могут быть приняты как технологические, так и металлургические меры.
К технологическим мерам, прежде всего, следует отнести правильный выбор температурных режимов. Для более равномерного распределения температуры во время сварки и наплавки деталь вначале подогревают до 200–300° С. После окончания сварки или наплавки такие детали устанавливают в термостаты, где происходит их медленное охлаждение. Термостат может представлять собой металлический ящик с плотно закрывающейся крышкой, в котором исключается любое движение воздушной массы и обеспечивается равномерное охлаждение детали по всей поверхности. Появление трещин можно предотвратить также правильным выбором порядка нанесения валиков при наплавке или же выбором определенной схемы заполнения разделки шва.
Наиболее эффективной металлургической мерой предотвращения трещин является правильный выбор присадочного металла. Лучшей в этом отношении присадочной проволокой является проволока типа Св-АК5.
Для производства наплавочных и сварочных работ на деталях из алюминиевого сплава широко применяются специализированные электросварочные установки типа УДАР, с помощью которых производится сварка или наплавка неплавящимся электродом в среде защитного газа переменным током.
Существуют установки УДАР-300 и УДАР-500, у которых соответственно номинальный сварочный ток 300 и 500 А. В настоящее время промышленность выпускает более совершенные установки типов УДГ-300 и УДГ-500. Установка УДАР-300 состоит из источника питания (трансформатора с дросселем), шкафа управления, головок и газового баллона с редуктором. Однофазный понижающий трансформатор служит для получения напряжения 60–65 В, необходимого для возникновения и поддержания электрической дуги. В момент горения дуги при сварочном токе 300 А напряжение дуги 17–18 В, при токе 100 А – 25 В.
Дроссель насыщения служит для регулирования сварочного тока. Он имеет две ступени регулирования, переключение которых производится путем перестановки перемычек на доске зажимов дросселя. В пределах каждой ступени регулирование тока плавное.
В шкафу управления размещены основные узлы электрической схемы установки, важнейшими из которых являются:
стабилизатор горения дуги–устройство, обеспечивающее устойчивое горение дуги; сварочный контактор для подключения первичной обмотки сварочного трансформатора к сети;
Феррорезонансный стабилизатор напряжения, обеспечивающий надежную работу стабилизаторов горения дуги при понижении напряжения сети;
Осциллятор предназначен для возбуждения дуги без замыкания электрода на деталь;
Батарея конденсаторов, включенная последовательно в сварочную цепь, для компенсации постоянной составляющей сварочного тока;
Газовый клапан, который обеспечивает подачу аргона в зону дуги за 0,15 – 3,8 с до начала сварки и прекращение подачи аргона после окончания сварки через 2–5,5 с.
Установка УДАР-300 имеет сварочные головки двух размеров, УДАР-500 – трех размеров, рассчитанные на сварку различным током. На практике указанных типоразмеров головок недостаточно для наплавки и сварки деталей сложной конфигурации. Появляется необходимость в изготовлении горелок специальных типов и размеров.
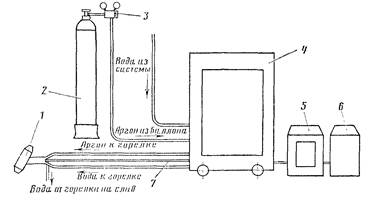
Схема установки удар

Головки представляют собой металлический корпус, в котором укрепляется цанга для зажима вольфрамового электрода. Цанги делаются съемными для установки электродов различного диаметра (от 2,1 до 6,1 мм). На корпус надевают керамическое кристаллокорундовое сопло. Сопла также съемные с различным внутренним диаметром для прохода вольфрамового электрода и аргона. К корпусу прикреплена полая рукоятка, изолированная от токоведущих частей и от корпуса. Внутри рукоятки проходят резиновые шланги для подвода и отвода охлаждающей воды, а также токопровод.
Подготовка к сварке деталей и сварочной проволоки сводится к удалению с их поверхности окисной пленки, влаги, загрязнений.
Присадочная проволока разматывается из бухты и разрезается на стержни необходимой длины. После этого очищается от консервационной смазки в горячей воде (температура 80–90° С), затем производится ее химическая обработка по следующей технологии:
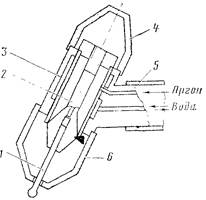
Схема горелки
а) травление в 5-процентном растворе каустической соды NaOH при 60°С в течение 2 мин:
б) промывка в холодной воде в течение 20 мин;
в) осветление в 15-процентном растворе азотной кислоты при 60-65°С в течение 2 мин;
г) промывка в теплой воде, затем в холодной проточной воде;
д) сушка при температуре не ниже 60°С до полного удаления влаги.
Очищенную проволоку можно брать только в чистых рукавицах, чтобы не загрязнить и не нанести на поверхность проволоки жировых пятен.
Химически обработанная и высушенная сварочная проволока не всегда может быть сразу же использована для наплавки и сварки. Со временем она покрывается все более толстым слоем окисной пленки, что недопустимо, поэтому хранить ее необходимо в специальном плотно закрывающемся шкафу или ящике. Срок хранения обработанной проволоки диаметром 4-5 мм обычно устанавливается до трех суток.
Поверхность алюминиевых деталей под наплавку желательно обрабатывать химическим путем подобно обработке сварочной проволоки. Если же это не выполнимо, то можно применить и механический способ. Поверхность деталей при этом предварительно протирают ацетоном или уайт-спиритом до полного удаления жировых остатков, а затем очищают в зависимости от габаритов и конфигурации деталей обработкой на станке или вручную с помощью металлических щеток и шаберов.
Технология разделка трещин при сварке деталей из алюминиевых сплавов аналогична технологии при разделке трещин в стальных деталях. Форма разделки должна быть со скругленными кромками. Предпочтение следует отдавать двусторонней разделке трещин. Трещины в стенках деталей толщиной до 6 мм заваривают без разделки.
Приступая к наплавке или сварке, необходимо прежде всего установить режим сварочного тока и подготовить сварочную головку. При наплавке толстостенных деталей сварочный ток устанавливают 250 – 300 А, тонкостенных 130 – 180 А и менее. В процессе наплавки ток корректируется.
Диаметр вольфрамового электрода выбирают в зависимости от применяемой силы сварочного тока. При силе тока 50 – 150 А применяют электрод диаметром 2–3 мм; при 150 – 210 А – 4 мм и при 210 – 300 А – 5–6 мм. Вольфрамовый электрод зажимают в цанге головки таким образом, чтобы вылет его от кромки сопла составлял 3–6 мм в зависимости от диаметра электрода.
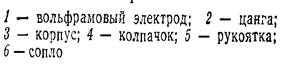
При наплавке ось головки должна быть наклонена в сторону, противоположную направлению наплавки на угол 15-20°. Угол между осью вольфрамового электрода и присадочным прутком должен составлять примерно 90°.
Наплавку производят таким образом, чтобы каждый предыдущий валик находился в зоне действия защитного газа.
При заварке глубоких трещин возникает необходимость многослойного наложения швов. В этом случае для предотвращения возникновения несплошностей в сварочном шве следует каждый предыдущий валик тщательно очищать металлической щеткой от окисной пленки и шлаковых отложений.
При восстановлении алюминиевых деталей наплавкой валики наплавляемого слоя нужно располагать таким образом, чтобы уменьшить деформацию восстанавливаемой детали.
Контроль качества сварки осуществляется внешним осмотром, лабораторными испытаниями образцов, гидравлическим испытанием.
Хромирование. Хромирование занимает преимущественное место из числа известных методов восстановления деталей, так как дает возможность одновременно с восстановлением размеров повысить надежность работы и срок службы деталей.
Хромирование производится в ванне, имеющей двойные стенки, промежуток между которыми заполнен паро-водяной смесью для поддерживания требуемой температуры электролита. Для удаления газов и паров предусмотрена бортовая вентиляция. Внутренние стенки ванны футеруются свинцом или винипластом. Ввиду низкой теплопроводности винипласта обогрев и охлаждение электролита осуществляются с помощью змеевика из свинцовых или титановых труб.
Схема дуговой наплавки в среде аргона
![]()
Похожие работы
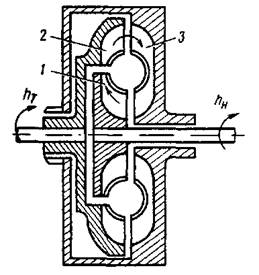

... -компенсационной муфты между валом дизеля и валом гидропередачи устанавливалась эластичная муфта с резино-кордовой обмоткой. Тепловозы ТГМ6 строились серийно с 1969 по 1973 г. включительно. 2. РАСЧЕТ ТЯГОВО-ЭКОНОМИЧЕСКИХ ХАРАКТЕРИСТИК ТЕПЛОВОЗА С МНОГОЦИРКУЛЯЦИОННОЙ ГИДРАВЛИЧЕСКОЙ ПЕРЕДАЧЕЙ 2.1 Устройство и назначение унифицированной гидропередачи На тепловозе установлена унифицированная ...
0 комментариев