Разработать АРМ мастера строительно-монтажных работ специализация – вентиляция
Функциональная структура объекта автоматизации
На основе вышеперечисленных недостатков автором данной работы принято решение спроектировать малую ИС “Управление изготовлением заказа”
Анализ существующих программных продуктов для автоматизации предметной области
Обоснование проектных решений по технологическому обеспечению
Проектная часть
Лингвистическое обеспечение
Порядок контроля и приемки системы
При изготовлении каждой детали используется Чертёж – подмерка для подробного уточнения информации (нахождение, параметры, наименование)
Января 2010 г. Страница 2 из 2
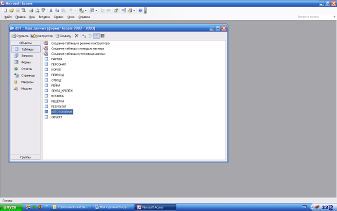
Открыть список таблиц в окне базы данных
Навигация
Функциональная структура объекта автоматизации
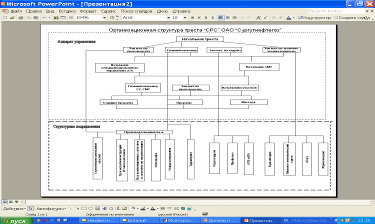
Автоматизированное рабочее место мастера строительно-монтажных работ структурного подразделения ОАО "Сургутнефтегаз"
127922
знака
25
таблиц
27
изображений
1.3 Функциональная структура объекта автоматизации
Функции выполняемые бригадой по изготовлению деталей и узлов СВ и КВ производственного участка №8 включают в себя процедуры исполнения заказа, т.е. каждый рабочий бригады:
Подходит к комплектовочной ведомости и отмечает ту деталь, которую он будет изготавливать. Если есть, сомнения в изготовлении детали он смотрит чертеж – подмерку, в которой в аксонометрии указаны подробно все детали изготовляемого заказа. Отмечать следует строго по порядку сверху вниз. Это делается для того, чтобы нагрузка на изготовление деталей распределялась равномерно. Так как, одни детали изготавливаются быстро и легко, другие наоборот дольше и труднее. Все зависит от параметров и сложности изготовления детали;
Выбирает лист металла с толщиной нужной для изготовления той или иной детали, которая зависит согласно СНиПам по изготовлению от сечения детали. Если от 400X400 и выше то толщина металла не должна быть менее 0,7 мм. Иначе толщина металла – 0,5мм;
Берет лист металла и начинает его раскраивать согласно СНиПам по изготовлению деталей СВ и КВ;
После раскройки деталь вырезают по намеченному контуру;
Проделывают с ней специфическую обработку: технологическое отверстие, либо прокатывание швов для соединения сторон детали и т.д.;
Каждую готовую деталь подписывают (строго обязательно): номер детали, наименование объекта (сокращенно) и номер партии;
Каждую подписанную деталь составляет в партии.
Когда приходит автотранспорт за продукцией, изготовленные партии загружают в него и отправляют на объект монтажа.
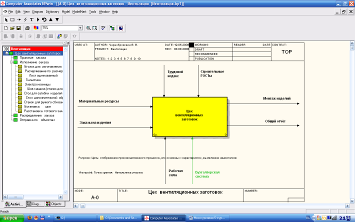
Все процедуры обработки показаны с помощью контекстной и декомпозиционной диаграмм пакета AllFusionModeller на рисунке 1.2 и 1.3.
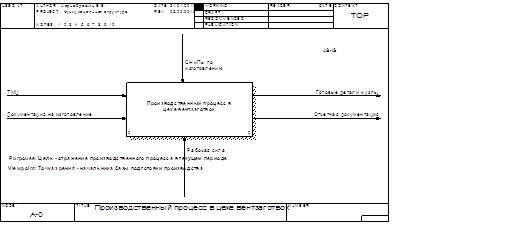
Рисунок 1.2 – Контекстная диаграмма производственного процесса цеха вентзаготовок
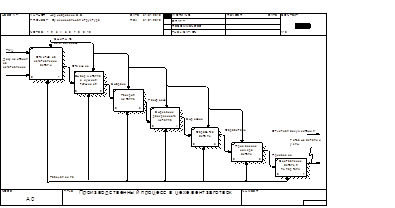
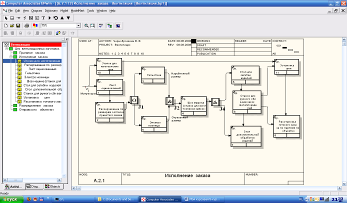
Рисунок 1.3 – Диаграмма декомпозиции производственного процесса
1.4 Информационная модель объекта автоматизацииИнформационная модель, показанная на рис 1.4, изображена с помощью программы Bpwin, пакета AllFusionProcessModeller и отражает собой информационную модель цеха вентзаготовок, которая непосредственно связана с производственным процессом.
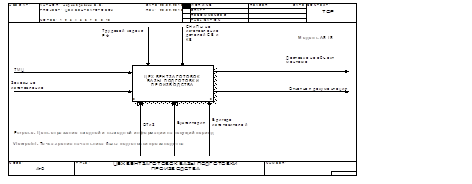
Рисунок 1.4 – Информационная модель цеха вентзаготовок
Стрелками указаны информационные потоки:
Заказы на изготовление продукции и ТМЦ – поступают от руководства СУ;
Продукцию изготавливает бригада слесарей по изготовлению узлов и систем вентиляции;
Трудовые отношения основываются на статьях и правилах Трудового кодекса РФ (Трудовой договор);
Изделия изготавливаются согласно строительным правилам и нормам (СНиПы);
Сметы на изготовление деталей осуществляет бухгалтерия, начисление заработной платы производит ОТиЗ;
Готовая продукция сортируется в системы (партии) и отправляется на объекты монтажа;
Отчетная документация (наряды) отправляются в отделы ПЭО, ПТО.
На рис 1.5 показана диаграмма A-0, которая отражает основные направления потоков информации, идентифицирующие производственный процесс цеха вентзаготовок.
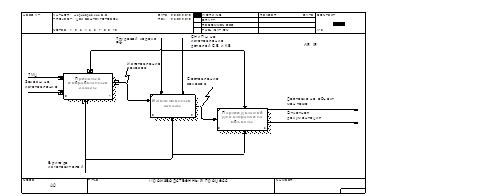
Рисунок 1.5 – Производственный процесс
Ниже на рисунке 1.6 показана схема изготовления каждого принятого заказа.
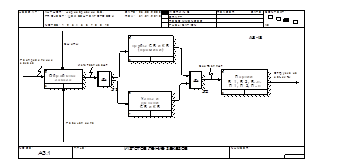
Рисунок 1.6 – Изготовление заказа
Диаграмма A1.1 показанная на рис 1.7 раскрывает сущность диаграммы “Обработка заказов”.
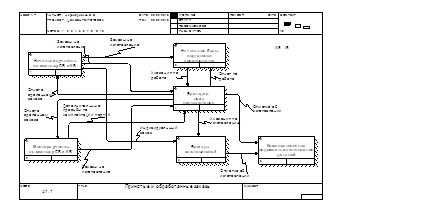
Рисунок 1.7 – Диаграмма «Обработка заказа»
В таблице Б.1 (см. ПРИЛОЖЕНИЕ Б) показана структура документа “Комплектовочная ведомость” как она есть на сегодняшний день. В таблице приводится пример структуры заполнения документа. В настоящем документе “Комплектовочная ведомость” количество (см. столбец № изделия) изделий очень много. В среднем более 50 номеров изделий. Далее приводится недостатки (изъяны) в заполнении данной ведомости.
Пример: В первой строке идут наименование столбцов. Во второй строке указаны город (где находится объект монтажа), объект (объект на котором производится монтаж (СВ и КВ), партия (в её составе множество деталей разных наименований). Галочкой помечены те детали, которые начали изготавливать (они строго должны быть сделаны), т. е. пока деталь (количество деталей) одного наименования не сделаются за изготовление другой приступать нельзя. Исключения составляют если это конец рабочего дня, то тогда работа переносится на следующий день и начнется она именно с наименования этой не изготовленной детали комплектовочной ведомости и чертежа – подмерки.
Пояснения к таблице: Обозначаемые во второй строке в слове партия буквы обозначают: В – вытяжка, ВЕ – вытяжка естественная, П – приточка, ДУ – дымоудаление.
Существенные недостатки в структуре комплектовочной ведомости:
Непонятно кто пометил галочкой ту или иную деталь. В случае обнаружения брака начинается неразбериха – кто делал деталь. Вся бригада загружена работой настолько, что действительно трудно вспомнить, кто изготавливал бракованную деталь;
Часто бывают случаи когда “звеньевой” (ведущий монтажник объекта монтажа) просит отправить ему какую либо партию (детали из партии) из его заказа, так как, её нужно срочно смонтировать, для того чтобы закрыть наряд – ведомость, т.е. скорее заработать деньги для всего участка вентиляции.
Отсюда возникают проблемы, так как все детали любой партии разбросаны по комплектовочной ведомости и приходится каждую искать в чертеже – подмерке (см. ПРИЛОЖЕНИЕ Д). А это значительные временные затраты, которые замедляют процесс изготовления партии, что экономически тоже нецелесообразно.
Помимо выше перечисленных замечаний существуют проблемы, которые исходят от источников информации. Это мастера и начальник участка монтажа СВ и КВ.
Основные проблемы ИС цеха
Внутренние:
Нет точно-слаженного алгоритма поступления информации связанной с заказами в цехе вентзаготовок;
Остаются недоделанные заказы, которые могут состоять из деталей нескольких партий;
Каждое утро поступает новый заказ или несколько заказов, которые нужно срочно выполнять. Иногда не понятно, что в первую очередь стоит изготавливать;
Поступление от мастеров полезной информации около 30%. Остальное всё ненужная информация, т.е. посторонняя, личная, искажённая, несвоевременная, какие-либо причины и т.д.
Второстепенные (внешние) проблемы, существенно влияющие, на работу ИС цеха вентзаготовок представляют собой следующее:
Нет согласованности в плане работ на объектах монтажа между мастерами структурных подразделений треста, т.е. к примеру, между мастерами СУ, СМУ, УМиТ, РСУ. В результате некоторое количество вентзаготовок возвращается обратно, и переделывается, т.к. бывают существенные отклонения от проекта.
1.5 Постановка задачи
1.5.1 Цель и назначение автоматизированного варианта решения задачи
1. Автоматизировать функции управления: · вычисления площади заготовок; · поиск документа; · составление отчёта. 2. Устранить следующие недостатки:· Недостаточный контроль за качеством производимой продукции;
· Ручной процесс вычисления площади заготовок;
· Устаревшая структура бумажного документа “Комплектовочная ведомость” и не всегда правильное его заполнение;
· Нет электронной версии “Комплектовочная ведомость”;
· Длительное время обработки и получения оперативных данных для принятия управленческих решений;
· Большой объем бумажной документации;
· Нет АРМ бригадира цеха вентзаготовок.
Похожие работы
... Таблица 2 № п/п Наименование работы Код работы Исполнитель Дата начала Длительность выполнения Дата окончания 1 Определение целей и параметров цеха вентиляционных заготовок 01 Руководитель проекта Чернобровкин В.В. 03.06.08 2 05.06.08 2 Определение организационной структуры цеха вентиляционных заготовок 02 Руководитель ...

... реагента от плотности пластовой воды Марка реагента лотность вод, обводняющих скважину, кг/м3 СНПХ – 9633 В1 1015-1060 СНПХ – 9633 В2 1050-1130 СНПХ – 9633 А 1130-1185 3.5 Технология ремонтно-изоляционных работ с применением СНПХ-9633 на примере скважины 15403а НГДУ «Лениногорскнефть» 3.5.1 Требования к выбору объектов применения При выборе объектов для обработки композицией ...
... и подотчётность . 1 http://www.polit.ru Стабильное развитие «ЮКОСа» было возможно лишь при соблюдении интересов всех заинтересованных и участвующих в формировании конечного результата компании, в частности, персонала, менеджмента, её акционеров, поставщиков, клиентов и общества. Компания была обязана усилить правила внедрения корпоративного управления во все сферы её деятельности и научить ...
0 комментариев