Аналіз деталі «Каретка верхня»
Використання різального та допоміжного обладнання
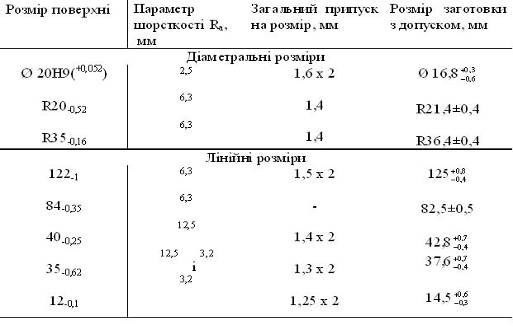
Аналіз використання контрольно-вимірювального інструменту
Особливості проектування пристосувань для верстатів із ЧПК, оброблюючих центрів і гнучких виробничих систем
Характеристика технічного обладнання
Розрахунок та визначення гвинта для закріплення заготівки
Навигация
Проектування технологічної оснастки для виготовлення деталі "каретка верхня"
Проектування технологічної оснастки для виготовлення деталі "каретка верхня"
34271
знак
7
таблиц
7
изображений
Міністерство освіти і науки України
Житомирський державний технологічний університет
Кафедра: ТМК і КТС
Група МС-112
КУРСОВА РОБОТА
з курсу:
Технологічна оснастка
на тему:
’’Проектування технологічної оснастки для виготовлення деталі -
Каретка верхня’’
Житомир 2007
Зміст
1. Аналіз технологічної оснастки, що використовується в розробленому технологічному процесі виготовлення деталі.
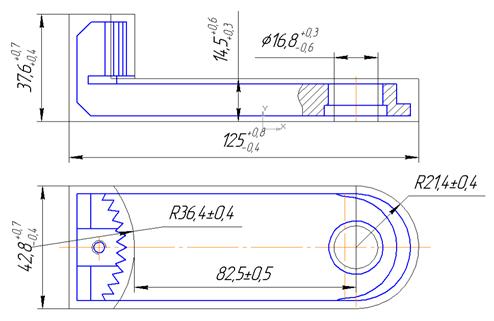
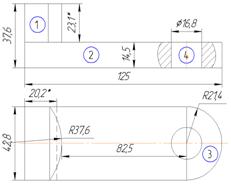
1.1 Технологічна характеристика деталі, що виготовляється.
1.2 Аналіз використання установочно-затискних пристроїв.
1.3 Аналіз використання різального та допоміжного інструменту.
1.4 Аналіз використання контрольно-вимірювального інструментута та пристроїв для контролю деталі.
2. Обгрунтування доцільності використання спеціального пристрою для однієї з операцій технологічного процесу
3. Розробка технічного завдання на проектування спеціального пристрою.
4. Проектування та розрахунки спеціального пристрою.
4.1 Аналіз вихідних даних, що необхідні для проектування спеціального пристрою
4.2 Розробка теоретичної схеми базування та схему затискання заготовки на заданій операції.
4.3 Розрахунок похибок базування, затискання та встановлення заготовки в пристрої.
4.4 Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку в процесі обробки, та визначити необхідну величину сили затиску заготовки.
4.5 Визначення фактичної сили затискання заготовки в пристрої. Розробка кінематичної схеми затискного механізму та вибір його конструкції. Розрахунок механізованого приводу пристрою (при необхідності). Перевірка умови надійного затискання заготовки в пристрої.
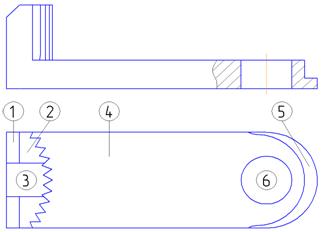
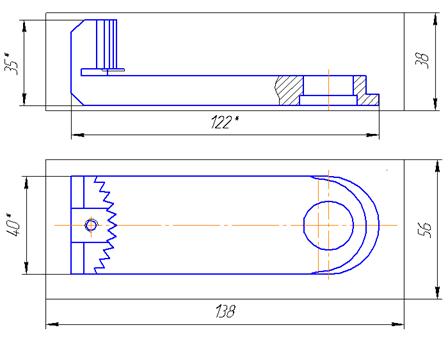
4.6 Розробка конструкції спеціального пристрою та виконання креслення його загального виду,опис принципу роботи розробленого пристрою. Виконання деталювання окремих деталей, що входять до складу конструкції пристрою.
4.7 Розробка технічних вимог на виготовлення конструкції пристрою.
5. Розробка та оформлення операційної карти (ОК) та карти ескізів (КЕ) на технологічну операцію для якої розроблено пристрій.
1. Аналіз технологічної оснастки, що використовується в розробленому технологічному процесі виготовлення деталі
Технологічний процес розроблено на виготовлення деталі каретка верхня розробленно відповідно до розвитку новітніх технологій та прогрес в науці та техніці. Все це не могло залишитись поза увагою міністерства освіти. Тому ставиться завдання навчитись створювати технологію відповідно для нових видів верстатів з числовим програмни забезпеченням, що не могло залишитись поза увагою.
Даний технологічний процес створено при умові що працюватиме верстаити: поздовжньофрезерний і оброблюючий центр. У звязку з цим вибір пристосування для закріплення на верстатах заготівки також не має великого різноманіття.
На операціях де використовується верстат оброблюючий центр ми застосовуємо спеціальне пристосування що маєпрості установочні бази та зажимні елементи та призначені для установки однакових за формою та розміром заготовок. Яке використовується у нас двох видів для встановлення на одних операціях однією стороною і інше коли заготівка перевернена. На оброблюючому центрі є змога використовувати багатоінструментальний магазин інструментів (30 найменувань) для обробки деталі без перевстановлення її та відповідно зміни положення. На оброблюючому центрі нам вдається обробляти не тільки площину що знаходиться відповідно під площиною шпинделя, а й за допомогою поворотного столу обертати заготовку виставляючи її в потрібне положення. Обробка на оброблюючому центрі відзначається високою продуктивністю, зменьшенням потрібної кількості верстатів, а також чисельності працівників в цеху. Такі верстати мають магазин інструментів що швидко змінюється та підводиться у відповідне положення.
На поздовжньо-фрезерному верстаті ми використовуємо складально-розбірні пристосуваняя, що збираються зі стандартизованих елементів та вузлів і деталей з врахуванням закріплення і встановлення заготівки конкретної конфігурації. Даний верстат ми підібрали так як він дає високу продуктивність за рахунок обробки одразу кількома фрезами, що зменьшує час на обробку, наладку та перевстановлення заготівки а також не погіршується точність.
Зведена таблиця використовуваного технологічного оснащення на обробку деталі «каретка верхня»
Таблиця1
| №п/п | №опер. | Назва опер. | Обладнання | Техн.оснастка | ||
| Прист. | Ріж.інст | Доп.інст | ||||
| 1 | 005 | Заготівельна | ||||
| 2 | 010 | Фрезерна | 6604 | УСП | 1фреза Æ160; 2фрези Æ100, ГОСТ 24359-80 | Оправка з конусом 7:24 ГОСТ 26538-85 |
| 3 | 015 | Фрезерна | 6604 | УСП | 2фрези Æ100, ГОСТ 24359-80 | Оправка з конусом 7:24 ГОСТ 26538-85 |
| 4 | 020 | Багатоцільва | ИР500ПМФ4 | Спец.прист. | Фреза Æ160, ГОСТ 24359-80; Сверло 2301-4157 ГОСТ 2092-77 Сверло 2301-41-4177 ГОСТ 2092-77 | Оправка з конусом 7:24 ГОСТ 26538-85 Втулка перехідна з конусністю 7:24 ОСТ2 П12-7-84 |
| 5 | 025 | Багатоцільва | ИР500ПМФ4 | Спец.прист. | Фреза пазова Æ50 ГОСТ 8543-71 Фреза кінцева Æ25 ГОСТ 17026-71 Фреза Æ100 ГОСТ 24359-80 | Оправка з конусом 7:24 ГОСТ 26538-85 |
| 6 | 035 | Фрезерна | 6604 | УСП | 1фреза Æ160; 2фрези Æ100, ГОСТ 24359-80 | Оправка з конусом 7:24 ГОСТ 26538-85 |
| 7 | 040 | Фрезерна | 6604 | УСП | 2фрези Æ100, ГОСТ 24359-80 | Оправка з конусом 7:24 ГОСТ 26538-85 |
| 8 | 045 | Багатоцільва | ИР500ПМФ4 | Спец.прист. | Фреза Æ160, ГОСТ 24359-80; Сверло 2301-4157 ГОСТ 2092-77 Сверло 2301-41-4177 ГОСТ 2092-77 Різець розточний ГОСТ 18883-73 | Оправка з конусом 7:24 ГОСТ 26538-85 Втулка перехідна з конусністю 7:24 ОСТ2 П12-7-84 |
| 9 | 050 | Багатоцільва | ИР500ПМФ4 | Спец.прист. | Фреза пазова Æ50 ГОСТ 8543-71 | Оправка з конусом 7:24 ГОСТ 26538-85 |
| 10 | 060 | Фрезерна | 6604 | УСП | 1фреза Æ160; 2фрези Æ100, ГОСТ 24359-80 | Оправка з конусом 7:24 ГОСТ 26538-85 |
| 11 | 065 | Фрезерна | 6604 | УСП | 2фрези Æ100, ГОСТ 24359-80 | Оправка з конусом 7:24 ГОСТ 26538-85 |
| 12 | 070 | Багатоцільова | ИР500ПМФ4 | Спец.прист. | Фреза Æ160, ГОСТ 24359-80; Різець розточний ГОСТ 18883-73; Сверло Æ11 ГОСТ 886-77; Сверло Æ7,9 ГОСТ 4010-77; Сверло Æ6,7 ГОСТ 4010-77; Сверло Æ10 ГОСТ 886-77; Зенкер Æ10 ГОСТ 12489-71; | Оправка з конусом 7:24 ГОСТ 26538-85 Втулка перехідна з конусністю 7:24 ОСТ2 П12-7-84 |
| 13 | 075 | Багатоцільова | ИР500ПМФ4 | Спец.прист. | Фреза кінцева Æ25 ГОСТ 17026-71 Мітчик Æ10 ГОСТ 1604-71; Сверло Æ5,5 ГОСТ 886-77; Мітчик Æ6 ГОСТ 1604-71; Мітчик Æ8 ГОСТ 1604-71; | Оправка з конусом 7:24 ГОСТ 26538-85 Втулка перехідна з конусністю 7:24 ОСТ2 П12-7-84 |
Похожие работы
... у заданому положенні. 3.9 Опис технологічного процесу виготовлення виробу В даному курсовому проекті розглядаються технологічний процес виготовлення обечайки хвостової, яка є складовою частиною балки рукояті екскаватора ЕКГ-8І. Очищення металу проводять для видалення окалини, іржі, жирових та інших плям і забруднень у дробеметних, дробеструменевих машинах, або хімічним шляхом. Розкрій є ...
... з матеріалу сталь 20Х ГОСТ 4543-71. Сталь 20Х - легована конструкційна сталь хромистої групи поліпшеної якості. Дана сталь має кращі міцністні характеристики, між вуглецева і використовуються для виготовлення зносостійких деталей, що працюють при середніх швидкостях і питомих тисках (кулачкові муфти, втулки, шпинделі, плунжери, оправки, копіри, шліцові вали, важелі й т.п.). Таблиця 1.1 Хімічний ...
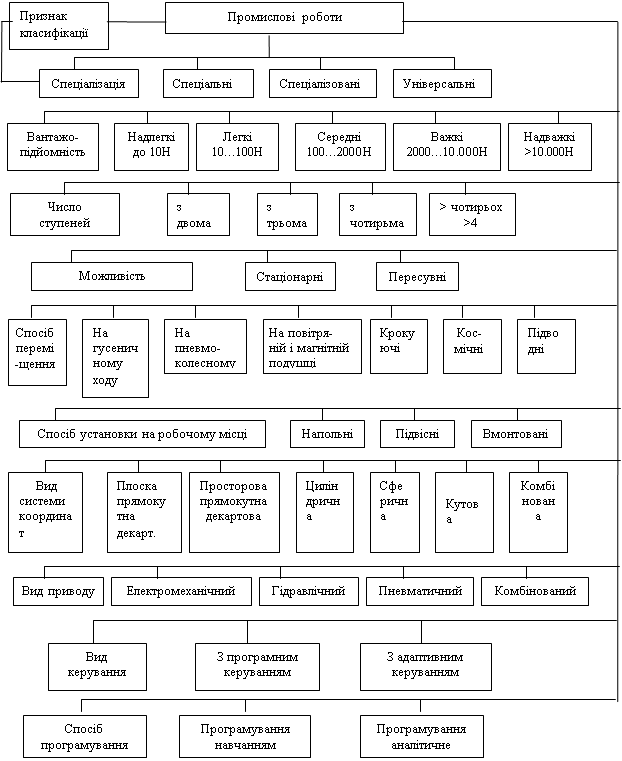
... ,однак для нього характерні суттєві обмеження. Цей метод не потребує застосування універсальних обчислювальних машин, тому він був широко розповсюджений на протязі ряду років, доки введення обчислювальних засобів в промислові роботи настало економічно оправданим. Обмеження цього методу пов’язані з неможливістю використання давачів. Користувач визначає послідовність дій роботів, яка не може мі ...
0 комментариев