Навигация
Виробництво тарного скла
56008
знаков
14
таблиц
1
изображение
1. АНАЛІТИЧНИЙ ОГЛЯД



Виробництво тарного скла займає найважливіше місце в скляній промисловості. Питанням технології виробництва присвячено багато робіт як вітчизняних, так і зарубіжних авторів [5].
Існують наступні методи виробництва скляної тари:
- ручне і напівавтоматичне;
- автоматичне.
Для вироблення скляних виробів застосовують автоматичне вироблення. В скляному виробництві існує багато типів склоформуючих автоматичних машин для вироблення склотари. Необхідною умовою для задовільної роботи цих машин є точне дозування скла, яке подається в чорнову форму в кількості, яка необхідна для виробляємої машинами тари.
По способу живлення скломасою склоформуючі машини поділяються на:
а) машини з краплинним живленням, які мають особливий механізм для подання скломаси, живильник (фідер);
б) вакуумні машини, в яких скло поступає в чорнову форму методом засмоктування або за допомогою вакуумного живлення.
За характером сили, що приводить в рух машини, розрізняють:
а) пневматичні машини, в яких привод машини та її основних робочих органів здійснюється стиснутим повітрям;
б) механічні машини, які працюють від електродвигунів і різного роду механічних пристроїв (ричагів, спайдерів і т.п.).
За розміщенням та напряму технологічного процесу вироблення розрізняють:
а) машини карусельного типу, які виробляють склотару при перервному або неперервному обертанні столів навколо центральної колони; вони можуть бути з одним столом, на якому повністю закінчується вироблення виробів, та двома столами: на першому (чорновому) столі виробляється тільки кулька, а на другому (чистовому) – виріб остаточно формується;
б) машини секційного типу (двох-, чотирьох- та шестисекційні), які не мають обертових столів (кулька передається з чорнової форми до чистової за допомогою зворотньо-поступового механізму).
За способом виготовлення виробів машини поділяються на:
а) пресові, що виробляють тару за одним заходом – пресуванням;
б) пресовидувні, в яких кулька оформляється пресуванням, а виріб з неї – видуванням;
в) видувні, в яких кулька та виріб з неї видуваються стиснутим повітрям; в деяких машинах цього типу для оформлення горла (а також корпусу виробу) використовують вакуум.
В сляній промисловості застосовують багато типів скло формуючих автоматичних машин з краплинним живленням для виготовлення широкогорлої й вузькогорлої тари. Дослід показує, що пресовидувні машини при виготовленні широкогорлої тари забезпечують більшу точність вінця горла, задовільний розподіл скла по корпусу виробу, більший вихід готових виробів. При виготовленні вузькогорлих виробів автоматичні машини з крапельним живленням не поступаються вакуумним машинам у якості і перевершують їх за кількістю випукаємих виробів [7].
Тарне скло призначене для розфасування, зберігання, транспортування різних рідких, пастоподібних та твердих продуктів [ 7 ].
Скляну тару класифікують по розміру горла, кольору скла, типу вінця та призначенням.
По розміру горла підрозділяють на вузькогорлу (з внутрішним діаметром горла до 30 мм) та широкогорлу (з діаметром горла більше 30 мм) тару [ 10 ].
Вузькогорла тара (пляшки) використовується, як правило, для розливу, зберігання й транспортування горілчаних виробів, мінеральних вод, соків, шампанських вин й олії.
Широкогорла тара (банки й пляшки) призначена для розливу молока й молочних продуктів, розфасовки консервованих продуктів, майонезів, які повинні бути герметично закупорені при зберіганні й транспортуванні [ 3 ].
Скло для тари повинно бути добре провареним, однорідним і по можливості без дефектів [ 3 ] це потрібно для покращення їх фізико-хімічних властивостей й для кращого виготовлення, і також для покращення якості.
Дефекти склотари дуже різноманітні і залежать від якості скла, роботи живильників, машин, печей випалу та ін. Ряд дефектів є загальним для машинного виробництва скляної тари.
Посічка є найбільш поширеним дефектом скляної тари. Вона виникає від різних причин в різних місцях виробу й має різноманітну форму. Посічкою називають невелику тріщинку в склі. За розмірами вона може бути, як крапка і до 2-3 см довжини. По глибині вона може бути поверхневою (у вигляді тоненької сріблястої нитки), глибинною і наскрізною. Посічка може бути розташована на вінці горла, під горлом, на плечі, корпусі та ін.
Вона виникає на поверхні виробу, як результат порушення цілосності поверхневого затверділого шару скла. Внутрішна порожнина виробу завжди добре зберігає тепло, тому на ній не буває посічок.
Підпресовкою називають надлишок скла на виробі, який попав у шов між частинами формуючого комплекту і який утворив по шву виступаючий скляний гребінець або валик. Підпресовка може утворюватися в результаті невірного виготовлення деталей формуючого комплекту (з надмірно великими проміжками), їх зносу, накоплення нагару та бруду між деталями, а також збір деталей формуючого комплекту без дотримання зазорів, які зобезпечують щільність швів між ними в гарячому стані.
Нерівномірний розподіл скломаси у виробі є результатом нерівномірно розігрітої краплі скла, її термічної неоднорідності, а також нерівномірної температури форми.
Нерівномірний розподіл скла є також результатом конструктивної вади чорнової форми.
Дефекти, які виникли в зв`язку з гарячим та холодним ходом машини.
Гарячий хід машин, що працюють від живильника, є перегрівом скла і обумовлює появу на виробах цілий ряд характерних дефектів.
Пулька сильно відтягується на позиції передачі, виріб виходить із чистової форми червоний зверху до низу, мастило на формах займається. Різке охолодження форм стиснутим повітрям порушує роботу системи; вироби не встигають зміцніти до виходу з машини та, коли надходять на конвеєр, деформуються і осідають; перегріта чорнова форма на пресовидувних машинах, яка опускається, деформує горло виробу, надмірно відтягується, а інколи і відриває пульку; дно виробу деформується, приймає контури лінії конвеєра; глечики виробів стоншуються, низ виробів та дно, навпаки, стовщуються; овал горла в широкогорлих виробах значно підвищується.
Кованістю називають нерівний з великою лузкою стан поверхні, що характерний для виробів, які отримані в результаті холодних форм.
Звичайно такі вироби одержують при запуску машин після простою. Спочатку одержують вироби з дуже грубою кованістю, поступово, по мірі розігріву форм, кованість слабішає і при нормальному розігріві зовсім зникає. Якщо скованість все таки не зникає, потрібно поміняти тепловий режим машини, піднявши температуру.
Складка – поширений дефект холодного ходу, особливо пресовидувних машин. Вона розташована в основному на наріжній поверхні виробів і дуже рідко на внутрішній поверхні. Складка не порушує міцності виробу, але погіршує його зовнішній вигляд.
Головною причиною складки (як і теплової посічки) є холодна чорнова форма та надто великі зусилля при пресуванні пульки. Причиною складки може бути також вода, що охолоджує лезо ножиць живильника. Внутрішня складка може утворюватись від холодного керну.
Якщо внутрішня складка (поверхнева посічка) заплавилася і не встигла розтягнутися, то масло від мастила стрижня, що пресує, коли попаде в тріщину, ніби догорає в скломасі й залишає слід у вигляді сітки із манюсіньких бурубляшків. Цей дефект називається сітка-павутинка.
Недопресоване горло може вийти по наступним причинам:
- від надто холодної скломаси або холодних форм, горлового кільця або керна;
- при недостатньому тиску повітря, нещільностях в трубопроводах та шлангах;
- при забрудженій поверхні форм або їх перегріві;
- при зіпсуванні золотника початкового дуття та шарнірного крану;
- при пропусканні повітря між формою, лійкою та голівкою, а також через стик половинок форм на машинах.
Бульки в склі утворюються головним чином по наступним причинам:
- від неправильного падіння краплі в чорнову форму;
- від надлишку масла на робочій поверхні формового комплекту;
- від попадання побічних предметів в живильник;
- від надто високого засмоктування скломаси шамотним стержнем;
- від пошкодження очка, втулки та шамотного живильника.
Дефекти на зовнішній поверхні виробів залежать від стану робочої поверхні форм. Ця поверхня повинна бути полірованою і підтримуватися в чистоті. Форми підлягають чистці та ремонту, при яких з їх поверхні видаляють нагар та бруд, а подряпини, надщерблені кромки та інші дефекти ретельно виправляють.
Робоча поверхня форм також забруднюється при надлишку масла або нечистому маслі, або брудних помазках.
Для змащування форм рекомендується застосовувати масло веретенне
Скло повинно бути хімічно стійким, не переходити у вміст тари і не псувати його якості.
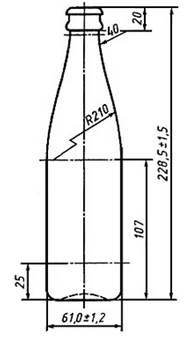
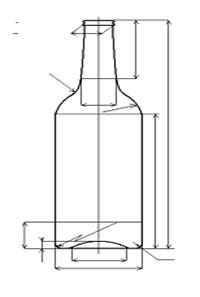
Скляна тара повинна бути ретельно виготовлена згідно з встановленою для неї формою та припущеними відхиленнями в лінійних розмірах, вазі та місткості [ 10 ]. Допуски для 1,0 л банки 1-82-1000:
- вага 410 г; - ємкість - 1060±20 г (повна місткість); - висота – 162-2 мм; - діаметр вінця – 83,6-1,5 мм; - діаметр корпусу – 103-2 мм; - товщина стінок – не менш 1,4 мм; - товщина дна – не менш 2 мм; - зрушення горла – не більш 0,5 мм; - внутрішній тиск – 4 ат; - механічна міцність – 300 кг/мм2; - перекіс по висоті – 1,0 мм.
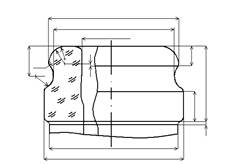
Особливі вимоги пред`являються до оформлення горла – для високоякісної закупорки. Вони не повинні мати задирок і підпресовок – виступів скла на місці з`єднання окремих частин комплекту формування, що може призвести до негерметичного з`єднання банки з кришкою [ 8 ]. Всі кути вінця горла повинні бути округленими. Не допускається щербатість, а також посічки, які порушують механічну міцність горла.
Скляна тара повинна бути механічно міцною з достатнім опором внутрішньому гідравличному тиску, а також роздавленню під грузом. Вона повинна бути термічно стійкою в межах встановленного перепаду температур. Для цього вона повинна бути добре випалена [ 8 ].
Скло (для тари) може бути:
а) безкольоровим;
б) знебарвленим (напівбіле);
в) пофарбовано в захисні кольори (темно-зелений, жовтогарячий та ін.), щоб запобігти впливу кольору на вміст тари.
Вибір складу скла для того чи іншого виду тарних виробів залежить від призначення й способів виготовлення цих виробів. Окрім основних компонентів скла SiO2, CaO i Na2O, у складі звичайних тарних стекол також присутні в невеликих кількостях Al2O3 i MgO для покращення їх вироблення та фізико-хімічних властивостей. Вміст MgO в склі може бути доведений до 3,0 - 3,5 %. Вміст же Al2O3 в склі, яке виробляють на автоматах з крапельним живленням, може бути доведено до 3-4 %, а в склі, яке виробляють на вакуумних автоматах – до 5-7 %. Разом з тим, вакуумні автомати можуть виробляти скло складом, яке призначене для машин з крапельним живленням [ 3 ].
Благоприємно впливає на фізико-хімічні властивості та вироблення скла введення в його склад до 1 % В2О3. Вміст SO3 в склі не повинен перевищувати 0,5 %.
Вибір хімічного складу визначається в більшій мірі способом формування виробів. При виробленні вузькогорлої тари на автоматичних машинах з крапельним живленням застосовують склади стекол з вмістом, % по масі:
SiO2 + R2O3 – 73-76; RO – 8-11; R2O – 14-16.
При виробці вузькогорлої тари на машинах з вакуумним живленням застосовують склади стекол з вмістом, % по масі:
SiO2 + R2O3 – 75-76; RO – 11-13; R2O – 12-13.
У виробництві широкогорлої тари на пресовидувних машинах застосовують склад стекол з вмістом, % по масі:
SiO2 + R2O3 – 74,6-75; RO – 8,5-10; R2O – 14,5-16,7.
В таблиці представлені хімічни склади деяких промислових стекол.
При варінні скла для тари, так як і в виробництві листового скла, застосовують високі температури. В теперішній час наряду з вітчизняними й зарубіжними скляними заводами скло варять при 1480-1500 оС [4].
Для інтенсифікації процесу скловаріння відповідного, що не підлягає зміні, складу скла автор [ 5 ] рекомендує три основних прийоми:
- високотемпературне варіння;
- застосування високодисперсної шихти або найбільш тугоплавких її компонентів;
- введення в шихту хімічно активних добавок, які прискорюють процес варіння, але мало змінюють хімічний склад скла.
Однією з таких добавок може бути скло бій, який знаходить все більш широке застосування [ 5 ]. Введення в шихту бою до 30 % прискорює варіння скла, інтенсифікує процеси силікато- та склоутворення. Швидкість варіння підвищується за рахунок збільшення інтенсивності утворення піни, яка утворює щільне покриття дзеркала скломаси, за рахунок збільшення константи швидкості реакції в шихті. Проте введення склобою може призвести до зниження кількості лужних оксидів, а через це вимагає коректування шихти содою.
В практиці скловаріння для інтенсифікації процесів варіння все більше використовують такі засоби, як бурління скломаси, додатковий електропідігрів, кисневе дуття [ 3 ] для ефективного спалювання палива. Дослід ряда заводів показує, що застосування бурління скломаси допомагає добитися підвищення продуктивності скловарених печей на 20-25 %. Застосування додаткового електропідігріву за деякими закордонними данними допомагає підвищувати питоме знімання скломаси до 3000-3500 кг/м2 в одну добу, а тепловий к.к.д. печі збільшити на 30-40 % [ ].
Для підвищення економії і також для інтенсифікації процесу скловаріння застосовують попередній підігрів шихти й бою, а також підвищення температури й ступеню чорноти факелу для збільшення тепловвіддачі випромінюванням [ 3 ].
Пропонується матеріал [ 3 ] для нанесення покритті на поверхню порожнистої склотари, маскує, що утворилися на них в процесі використання подряпини, виколи та інші дефекти поверхні. Матеріал містить в собі плівкотворні компоненти у вигляді ефірів моно- і дикарбонових кислот із сумарним вмістом до 40 атомів вуглецю в молекулі, переважно ефірні масла з вмістом 10-32 атомів вуглецю, наприклад, етилгексилетигексаноат, ізопропилмирістат, бутилстеарат, бутиллаурат та ін. В масло додатково може бути введено до 10 довголанцюгових алкилмодифіцированих силоксанів. Вказані плівкотворні компоненти наносятся на поверхню скляної тари у вигляді емульсії, яка містить, %: 1-40 одного чи декількох плівкотворних компонентів; 0,5-12 негалогенного емульгатора; 0-5 згущувача, 0-2 консервуючого агента і 41-98,5 води [ 5 ].
Також патентується технологія нанесеня оксидного покриття на поверхню скляних виробів, наприклад, пляшок, банок та інших видів аналогічної продукціїї з метою захисту їх від пошкодження. Покриття наносять у процесі транспортування виробів у нагрітому стані (при температурі біля 315 оС) через зону електростатичного поля. У вказану зону подають пари залізоорганічних сполук (наприклад, тетраізопорпилтитаната, тетрабутилпирконата та ін.) в струмі сухого азоту з випарника. Пари заліза електростатично осаджуються на нагріту поверхню скляного вироба, потім покриття окислюється в результаті взаємодії з киснем з утворенням тонкої плівки, наприклад, оксиду титану. Покриття можуть бути нанесені як на “холодному”, так і на “гарячому” кінці технологічної лінії. Пристрій забеспечує можливість нанесення другого шару покриття [ 4 ].
В теперішній час безліч вчених для покращення виробництва винаходять найновіше устаткування. Патентується система, яка забеспечує синхронний розподіл крапель скломаси, що подаються до форм при виробництві скловиробів. Краплі скломаси подаються на лотки, поворот яких забезпечує подачу краплі до відповідного вузла або формовочної машини. Робота кожного поворотного приладу, який має свій електропривід і редуктор, синхронізована й керується центральною системою. Приводиться опис технологічного процесу розподілу крапель скломаси, схема автоматичного управління цим процесом та синхронізації роботи вузлів системи подачі скломаси до формуючих вузлів машини [ 7 ].
Пропонується конструкція механізму, призначеного для використання в машині для формування склотари та забезпечуючого процес формування та переміщення цих виробів. Відмічається, що в складі механізму, який пропонується, передбачається використання нового комплексу пристроїв для прибирання готових виробів із форм і транспортування їх на конвейєр. Механізм, який розглядають, дозволяє здійснити переміщення виробів з мінімальним ризиком їх ушкодження. Розглянуто процеси формування та переміщення склотари за технологією, яку пропонують, і приведено креслення, опис конструкції та принцип дії механізму, що пропонують [ 7 ].
Розроблено пристрій для зняття скляних виробів з конвейєра, причому забезпечується прибирання осколків скла без зупинок потока виробів, які поступають з конвейєра. У цьому пристрої зостосовується приймальна платформа, яка примикає до конвейєру в зоні проходження стрічки по приводному ролику. Приймальна платформа включає прямокутну пластину з пальцями, в якій виконано декілька поперечних прорізів. Пластина з пальцями встановлюється з можливістю обмеженого скользіння відносно плоскої опорної поверхні поперечного кронштейна [ 7 ].
Також патентується механізм захвату, який призначений для фіксації та переміщення склотари в процесі її виробництва або обробки. Механізм, що пропонується, заключає пристрій, який забезпечує захват та фіксацію скляних виробів за горловину й може бути використано для подальшого переміщення тари в зонах її обробки. При використанні механізму, який пропонується, забезпечується зберігання виробів і виключається можливість їх цілосності. Приводяться креслення, опис конструкції та принципу дії данних модифікацій захвату конструкції, що розглядається [ 3 ].
Для прискорення варіння дуже ефективним є застосування тонкоподрібненої шихти, особливо для багатокомпонентних стекол [ 3 ].
Гарний ефект також дають каустифікація шихти, її компактування або грануляція [ 3 ].
Таким чином для інтенсифікації процесу скловаріння визначеного, що не підлягає змінюванню, складу скла автор [ 5 ] рекомендує три основних заходи:
- високотемпературну варку;
- застосування високодисперсної шихти або найбільш тугоплавких її компонентів;
- введення в шихту хімічно-активних добавок, які прискорюють процес варіння, але мало змінюють хімсклад скла.
Однією з таких добавок є склобій, який знаходить все більш широке застосування [ 3 ]. Введення в шихту бою до 30 % прискорює варку скла, інтенсифікує процеси силікато- та склоутворення. Швидкість варки підвищується за рахунок збільшення інтенсивності утворення піни, яка створює щільне покриття дзеркала скломаси, за рахунок збільшення константи швидкості реакції в шихті. Але введення склобою може призвести до зниження кількості лужних оксидів, і тому потребує підшихтовки содою.
Для інтенсифікації процесу скловаріння та підвищення економії застосовують передній підігрів шихти та бою, а також підвищення температури її ступеню чорноти факелу для збільшення тепловіддачі випромінюванням.
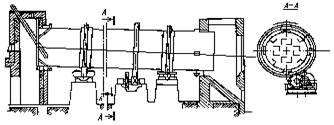
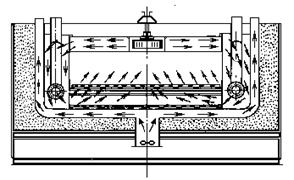
Висновок: в першому розділі було проаналізовано вітчизняна та зарубіжна література. Розглянуто обладнання, сировинні матеріали, склади скла, які можуть застосовуватися для виробництва високоякісної склотари. Визначено, що найбільш ефективною для варіння скла являється регенеративна піч безперервної дії з підковоподібним напрямком полум’я.
1. ТЕХНОЛОГІЧНА ЧАСТИНА
1.1. Розрахунок виробництва
Цех у рік випускає 70 млн. шт. на рік. Продуктивність роботи скловарної печі між капітальними ремонтами залежить від конструкції печі, складу шихти, якості вогнетривів, що застосовують, газового режиму, температури варіння шихти, системи охолодження брусів і від інших факторів, які впливають на зношування вогнетривів. Міжремонтний період для ванних скловарних печей складає 3-5 роки. Приймаю строк експлуатації печі - 4 роки.
Тривалість холодного ремонту – 40 днів. Тоді загальна кількість робочих днів ванної печі в рік складатиме:
Продуктивність заводу в добу:
30000 : 355 = 82,191т.
в зміну 82,191 : 3 =27,397т.
1.2 Вибір і обґрунтування сировинних матеріалів
Висока якість сировинних матеріалів – одна з умов успішної та стійкої роботи ванної печі, як по кількості, так і по якості скла, яке виробляють.
Основними сировинними матеріалами вибираємо кварцовий пісок, доломіт, глинозем, соду і содосульфатну суміш.
Похожие работы
... 358=41,21 т/на добу Продуктивність печі встановлюють за більшим розрахунковим показником. Кількість печей залежить від загальної кількості працюючих машин і кількості машино ліній в цеху. При виробництві тарного скла приймаємо одну піч продуктивністю 50 т/на добу. Кількість шихти на річну програму становить: Ш= К·(q/100)·Е де К- коефіцієнт, що враховує співвідношення шихти і ...
... постачається з Луганської області. Висновки. Проаналізувавши всі вимоги, які висуваються до району будівництва, було обрано та обґрунтовано місце розташування заводу по виробництву медичного скла. Місцем розташування буде місто Полтава. 3. Технологічна частина 3.1 Вибір складу скла та характеристика сировини Склад медичного скла, призначений для механізованого вироблення масових вироб ...
... 15. Білецька В. Українські сорочки, їх типи, еволюція і орнаментація//Матеріали доетнографії та антропології. 1929. Т. 21—22. Ч. 1. С. 81. 16. Кравчук Л. Т. Вишивка // Нариси історії українського декоративно-прикладного мистецтва. Львів, 1969. С. 62. 17. Добрянська І. О„ Симоненко І. Ф, Типи та колорит західноукраїнської вишивки//Народна творчість та етнографія. 1959. № 2. С. 80. 18. ...
... розраховується на задану річну продуктивність для кожної стадії. 5.2. Визначення загальних технологічних показників цеху, що проектується: Коефіцієнт використання скломаси (КВС),%; КВС=, (5.1) де А – товарна продукція, т; Е – кількість звареної скломаси, т. КВС=. ...
0 комментариев