Навигация
Система отверстия и система вала. Особенности, отличия, преимущества
22937
знаков
3
таблицы
1
изображение
2. Система отверстия и система вала. Особенности, отличия, преимущества
При сборке соединяемые детали соприкасаются между собой отдельными поверхностями, которые называются сопрягаемыми. Размеры этих поверхностей называются сопрягаемыми размерами (например, диаметр отверстия втулки и диаметр вала, на который посажена втулка). Различают охватывающую и охватываемую поверхности и соответственно охватывающий и охватываемый размеры. Охватывающую поверхность принято называть отверстием, а охватываемую — валом.
Сопряжение имеет один номинальный размер для отверстия и вала, а предельные, как правило, различные.
Если действительные (измеренные) размеры изготовленного изделия не выходят за рамки наибольшего и наименьшего предельных размеров, то изделие удовлетворяет требованиям чертежа и выполнено правильно.
Конструкции технических устройств и других изделий требуют различных контактов сопрягаемых деталей. Одни детали должны быть подвижными относительно других, а другие — образовывать неподвижные соединения.
Характер соединения деталей, определяемый разностью между диаметрами отверстия и вала, создающий большую или меньшую свободу их относительного перемещения или степень сопротивления взаимному смещению, называется посадкой.
Различают три группы посадок: подвижные (с зазором), неподвижные (с натягом) и переходные (возможен зазор или натяг).
Зазор образуется в результате положительной разности между размерами диаметра отверстия и вала. Если эта разность отрицательна, то посадка будет с натягом.
Различают наибольшие и наименьшие зазоры и натяги. Наибольший зазор — это положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала
Наименьший зазор — положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Наибольший натяг—положительная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия.
Наименьший натяг — положительная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия.
Сочетание двух полей допусков (отверстия и вала) и определяет характер посадки, т.е. наличие в ней зазора или натяга .
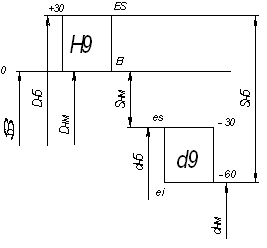
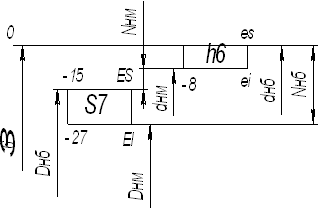
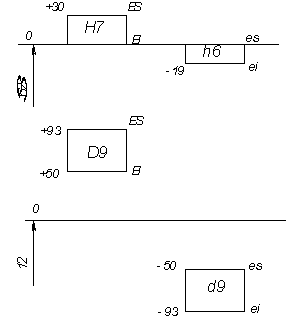
Системой допусков и посадок установлено, что в каждом сопряжении у одной из деталей (основной) какое-либо отклонение равно нулю. В зависимости от того, какая из сопрягаемых деталей принята за основную, различают посадки в системе отверстия и посадки в системе вала.
Посадки в системе отверстия — это посадки, в которых различные зазоры и, натяги получают соединением различных валов с основным отверстием.
Посадки в системе вала — посадки, в которых различные зазоры и натяги получают соединением различных отверстий с основным валом.
Применение системы отверстия предпочтительнее. Систему вала следует применять в тех случаях, когда это оправдано конструктивными или экономическими соображениями (например, установка нескольких втулок, маховиков или колес с различными посадками на одном гладком валу).
3. Допуски и посадки шпоночных соединений
Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота. Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например – защита вала от проворота относительно неподвижного корпуса. В отличие от соединений с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения – разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке
Шпоночное соединение включает в себя минимум три посадки: вал-втулка (центрирующее сопряжение) шпонка-паз вала и шпонка-паз втулки. Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами, следовательно – предпочтительны переходные посадки. В сопряжении (размерной цепи) по высоте шпонки специально предусмотрен зазор по номиналу (суммарная глубина пазов втулки и вала больше высоты шпонки). Возможно еще одно сопряжение – по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
Шпоночные соединения могут быть подвижными или неподвижными в осевом направлении. В подвижных соединениях часто используют направляющие шпонки с креплением к валу винтами. Вдоль вала с направляющей шпонкой обычно перемещается зубчатое колесо (блок зубчатых колес), полумуфта или другая деталь. Шпонки, закрепленные на втулке, также могут служить для передачи крутящего момента или для предотвращения поворота втулки в процессе ее перемещения вдоль неподвижного вала, как это сделано у кронштейна тяжелой стойки для измерительных головок типа микрокаторов. В этом случае направляющей является вал со шпоночным пазом.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. В стандартах предусмотрены разные исполнения шпонок некоторых видов.
Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Сегментные шпонки и клиновые шпонки, как правило, служат для образования неподвижных соединений. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
Предельные отклонения глубин пазов на валу t1 и во втулке t2 приведены в таблице №1:
Таблица №1
| Высота шпонки h | Предельные отклонения t1 и t2 |
| От 2 до 6 | ЕI = 0; ES = + 0,1 |
| Св. 6 до 18 | EI = 0; ЕS = + 0,2 |
| Св.18 до 50 | ЕI = 0; ES = + 0,3 |
Стандарт устанавливает следующие поля допусков размеров шпонок:
- ширины b – h9;
- высоты h – h9, а при h свыше 6 мм – h11.
В зависимости от характера (вида) шпоночного соединения стандартом установлены следующие поля допусков ширины паза:
| Вид шпоночного соединения | Поле допуска ширины паза | |
| на валу | во втулке | |
| Свободное Нормальное Плотное | Н9 N9 Р9 | D10 Js9 Р9 |
Для обеспечения качества шпоночного соединения, которое зависит от точности расположения плоскостей симметрии пазов вала и втулки, назначают допуски симметричности и параллельности и указывают их в соответствии с ГОСТ 2.308-79.
Числовые значения допусков расположения определяют по формулам:
Т = 0,6 Т шп
Т = 4,0 Т шп,
где Т шп – допуск ширины шпоночного паза b.
Расчетные значения округляют до стандартных по ГОСТ 24643-81.
Шероховатость поверхностей шпоночного паза выбирается в зависимости от полей допусков размеров шпоночного соединения (Ra 3,2 мкм или 6,3 мкм).
Условное обозначение призматических шпонок состоит из:
- слова "Шпонка";
- обозначения исполнения (исполнение 1 не указывают);
- размеров сечения b x h и длины шпонки l;
- обозначения стандарта.
Пример условного обозначения призматической шпонки исполнения 2 с размерами b = 4 мм, h= 4 мм, l = 12 мм
Шпонка 2 - 4 х 4 х 12 ГОСТ 23360-78.
Призматические направляющие шпонки закрепляются в пазах вала винтами. Для отжима шпонки при демонтаже служит резьбовое отверстие. Пример условного обозначения призматической направляющей шпонка исполнения 3 с размерами b = 12 мм, h = 8 мм, l = 100 мм Шпонка 3 - 12 х 8 х 100 ГОСТ 8790-79.
Сегментные шпонки применяют, как правило, для передачи небольших крутящих моментов. Размеры сегментных шпонок и шпоночных пазов (ГОСТ 24071-80) выбираются в зависимости от диаметра вала.
Зависимость полей допусков ширины паза сегментного шпоночного соединения от характера шпоночного соединения:
| Характер шпоночного соединения | Поле допуска ширины паза | |
| на валу | во втулке | |
| Нормальное | N9 | Js9 |
| Плотное | Р9 | Р9 |
Для термообработанных деталей допускаются предельные отклонения ширины паза вала по Н11, ширины паза втулки - D10.
Стандарт устанавливает следующие поля допусков размеров шпонок:
- ширины b – h9;
- высоты h (h1) - h11;
- диаметра D - h12.
Условное обозначение сегментных шпонок состоит из слова "Шпонка"; обозначения исполнения (исполнение 1 не указывают); размеров сечения b x h (h1); обозначения стандарта.
Клиновые шпонки применяют в неподвижных соединениях, когда требования к соосности соединяемых деталей невысоки. Размеры клиновых шпонок и шпоночных пазов нормированы ГОСТ 24068-80. Длину паза на валу для клиновой шпонки исполнения 1 выполняют равной 2l, для остальных исполнений длина паза равна длине l закладной шпонки.
Предельные отклонения размеров b, h, l для клиновых шпонок такие же, как и для призматических (ГОСТ 23360-78). По ширине шпонки b стандарт устанавливает соединения по ширине паза вала и втулки с использованием полей допуска D10. Длина паза вала L – по Н15. Предельные отклонения глубин t1 и t2 соответствуют отклонениям для призматических шпонок. Предельные отклонения угла наклона верхней грани шпонки и паза ± АТ10/2 по ГОСТ 8908-81. Пример условного обозначения клиновой шпонки исполнения 2 с размерами b = 8 мм, h = 7 мм, l = 25 мм: Шпонка 2 - 8 х 7 х 25 ГОСТ 24068-80.
Контроль элементов шпоночного соединения универсальными средствами измерений из-за малости их поперечных размеров существенно затруднен. Поэтому для их контроля широко используются калибры.
В соответствии с принципом Тейлора проходной калибр для контроля отверстия со шпоночным пазом представляет собой вал со шпонкой, равной длине шпоночного паза или длине шпоночного сопряжения. Такой калибр осуществляет комплексный контроль всех размеров, формы и расположения поверхностей. Комплект непроходных калибров предназначен для поэлементного контроля и включает непроходной калибр для контроля центрирующего отверстия (гладкая непроходная пробка полного или неполного профиля) и шаблоны для поэлементного контроля ширины и глубины шпоночного паза.
Проходной калибр для контроля вала со шпоночным пазом представляет собой призму («наездник») с выступом-шпонкой, равной длине шпоночного паза или длине шпоночного сопряжения. Комплект непроходных калибров предназначен для поэлементного контроля и включает непроходной калибр-скобу для контроля размеров центрирующей поверхности вала и шаблоны для поэлементного контроля ширины и глубины шпоночного паза.
Похожие работы
... размерную характеристику элементов шлицевого профиля [4] (табл. 4). Таблица 4. Размерная характеристика элементов деталей шлицевого профиля, мкм Параметры элементов шлицевого соединения Втулка Вал D d b D d b Номинальный размер, мм 68 62 12 68 62 12 Поле допуска - H7 D9 - h6 d9 Условное обозначение Æ68 Æ ...





адкой. Ряд посадок на различные соединения деталей в машиностроении также стандартизован. Посадка ставится на рабочих чертежах деталей и узлов рядом с номинальными размерами сопряжения. В зависимости от требования к работе узла бывают посадки с зазором, переходные посадки, сочетающие зазор и натяг, и посадки с гарантированным натягом. В данной работе представлен расчет ряда посадок на наиболее ...
... выполнить сквозное отверстие и материал этой детали (с резьбой) не обладает высокими прочностными свойствами (пластмасса, алюминиевые, магниевые сплавы). Поэтому применение винта при частой разборке и сборке соединения из-за малой прочности резьбы не рекомендуется. Шпилька же ввинчивается в деталь с резьбой малой прочности только один раз – при сборке, при последующих разборках и сборках будет ...
... d=17 мм.; B – ширина кольца, B=17 мм.; d0 – приведенный наружный диаметр внутреннего кольца, d0= d+(D-d)/4=17+(62-17)/4=28,25 мм. тогда Рзапр=10*20*4*16,4=13120 кг. Задача №1 Расчет допусков на резьбу и резьбовые калибры Дано: резьба М30 7Н/8g Основные размеры резьбы (СТ СЭБ 182-75): - шаг резьбы: Р=3,5 мм; - номинальный наружнй диаметр: d=D=30,000 мм; - номинальный ...
0 комментариев