Навигация
4. Допуски резьбы
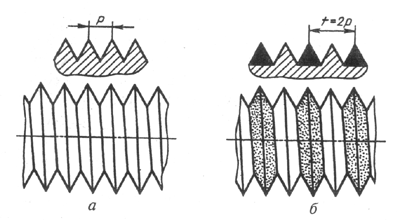
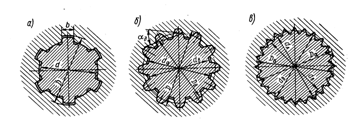
Соединение винта и гайки в зависимости от точности их резьб. Все резьбы, принятые в машиностроении, за исключением трубных, имеют зазоры по вершинам и впадинам, и при правильном исполнении резьбового соединения винт и гайка соприкасаются только боковыми сторонами (рис. 167, а) Для полного соприкосновения боковых сторон профиля всех витков резьбы, участвующих в данном соединении, главное значение имеет точное выполнение (в некоторых пределах) размеров среднего диаметра резьбы винта и гайки, шага этой резьбы и угла ее профиля. Точность наружного и внутреннего диаметров винта и гайки имеет меньшее значение, поскольку соприкосновения поверхностей резьбы по этим диаметрам не происходит.
При слишком большом зазоре по среднему диаметру соприкосновение витков резьбы происходит лишь по одной стороне (рис. 167, б). При слишком малом зазоре по среднему диаметру для свинчивания резьбовых деталей, у одной из которых шаг резьбы неправилен, необходимо, чтобы витки одной из деталей врезались в витки другой. Например, если шаг винта получился больше должного или, как говорят, «растянутым», то для соединения такого винта с гайкой с правильной резьбой витки гайки должны врезаться в витки винта (рис. 167, в). Это, очевидно, невозможно, и свинчиваемость данных деталей может быть достигнута лишь уменьшением среднего диаметра винта (рис. 167, г) или увеличением среднего диаметра резьбовых деталей, у одной из которых шаг резьбы неправилен, необходимо, чтобы витки одной из деталей врезались в витки другой. Например, если шаг винта получился больше должного или, как говорят, «растянутым», то для соединения такого винта с гайкой с правильной резьбой витки гайки должны врезаться в витки винта (рис. 167, в). Это, очевидно, невозможно, и свинчиваемость данных деталей может быть достигнута лишь уменьшением среднего диаметра винта (рис. 167, г) или увеличением среднего диаметра гайки. При этом может случиться так, что только один крайний виток гайки будет касаться соответствующего витка винта и, не по всей боковой поверхности его.
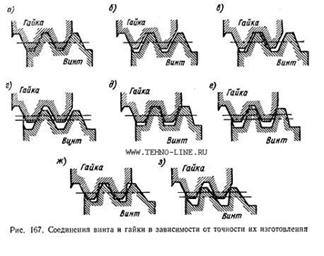
Таким же способом можно обеспечить свинчиваемость резьбы деталей, если угол профиля одной из них или положение этого профиля неправильно. Например, если угол профиля винта меньше должного, что исключает возможность свинчиваемости винта с правильной гайкой (рис. 167, д), то при уменьшении среднего диаметра этого винта данные детали могут быть свинчены (рис. 167, е). В этом случае соприкосновение резьбы винта и гайки происходит только по верхним участкам боковой стороны профиля резьбы винта и по нижним участкам профиля резьбы гайки.
Путем уменьшения среднего диаметра винта с неправильным расположением профиля (рис. 167, ж) также можно получить свинчиваемость данного винта с гайкой, однако и в этом случае поверхность соприкосновения резьб винта и гайки может получиться недостаточной для качественного резьбового соединения (рис. 167, з).
Построение допусков резьб. Затруднения, связанные с проверкой нарезаемой резьбы, возникают главным образом при измерении ее шага и профиля. Действительно, если все три диаметра наружной резьбы могут быть проверены с достаточной в большинстве случаев практики точностью посредством микрометров, то для соответственной (по точности) проверки шага и угла профиля резьбы необходимы более сложные измерительные инструменты и даже приборы. Поэтому при изготовлении резьбовых деталей задаются допуски только на диаметры резьбы; допустимые ошибки в шаге и профиле учитываются в допуске на средний диаметр, потому что, как это было показано выше, ошибки в шаге и профиле всегда можно устранить изменением среднего диаметра одной из резьбовых деталей.
Допуск на средний диаметр устанавливается таким, чтобы при небольших ошибках в шаге или угле профиля винт и гайка свинчивались без ущерба для прочности резьбового соединения.
Допуски на наружный и внутренний диаметры винта и гайки назначаются такими, чтобы между вершиной профиля резьбы винта и соответствующей впадиной резьбы гайки получался зазор.
Числовые значения этих допусков приняты большими, превышающими примерно в два раза допуски на средний диаметр.
Допуски метрических и дюймовых резьб. Для метрических резьб с крупными и мелкими шагами для диаметров от 1 до 600 мм по ГОСТ 9253—59 установлены три класса точности: первый (кл. /), второй (кл. 2) и третий (кл. 3), а для резьб с мелкими шагами также класс 2а (кл. 2а). Эти обозначения указывались на выпущенных ранее чертежах. В новом ГОСТ 16093—70 классы точности заменены на квалитеты точности, которым присвоены обозначения: h, g, е и d для болтов и Н и G для гаек.
Для дюймовой, а также трубной резьб, установлено два класса точности — второй (кл. 2) и третий (кл. 3).
Допуски трапецеидальных резьб. Для трапецеидальных резьб установлены три класса точности, обозначаемые: кл. 1, кл. 2, кл. 3, кл. ЗХ.
Список использованной литературы
1. Коротков В. П., Тайц Б. А. «Основы метрологии и теории точности измерительных устройств». М.: Изд-во стандартов, 1978. 351 с.
2. А. И. Якушев, Л. Н. Воронцов, Н. М. Федотов. «Взаимозаменяемость, стандартизация и технические измерения»: – 6-е изд., перераб. и дополн. – М.: Машиностроение, 1986. – 352 с., ил.
3. В. В. Бойцова «Основы стандартизации в машиностроении». М.: Изд-во стандартов. 1983. 263 с.
4. Козловский Н.С., Виноградов А.Н. Основы стандартизации, допуски, посадки и технические измерения. М., «Машиностроение», 1979
5. Допуски и посадки. Справочник. Под ред. В.Д. Мягков. Т.1 и 2.Л., «Машиностроение», 1978
Похожие работы
... размерную характеристику элементов шлицевого профиля [4] (табл. 4). Таблица 4. Размерная характеристика элементов деталей шлицевого профиля, мкм Параметры элементов шлицевого соединения Втулка Вал D d b D d b Номинальный размер, мм 68 62 12 68 62 12 Поле допуска - H7 D9 - h6 d9 Условное обозначение Æ68 Æ ...





адкой. Ряд посадок на различные соединения деталей в машиностроении также стандартизован. Посадка ставится на рабочих чертежах деталей и узлов рядом с номинальными размерами сопряжения. В зависимости от требования к работе узла бывают посадки с зазором, переходные посадки, сочетающие зазор и натяг, и посадки с гарантированным натягом. В данной работе представлен расчет ряда посадок на наиболее ...
... выполнить сквозное отверстие и материал этой детали (с резьбой) не обладает высокими прочностными свойствами (пластмасса, алюминиевые, магниевые сплавы). Поэтому применение винта при частой разборке и сборке соединения из-за малой прочности резьбы не рекомендуется. Шпилька же ввинчивается в деталь с резьбой малой прочности только один раз – при сборке, при последующих разборках и сборках будет ...
... d=17 мм.; B – ширина кольца, B=17 мм.; d0 – приведенный наружный диаметр внутреннего кольца, d0= d+(D-d)/4=17+(62-17)/4=28,25 мм. тогда Рзапр=10*20*4*16,4=13120 кг. Задача №1 Расчет допусков на резьбу и резьбовые калибры Дано: резьба М30 7Н/8g Основные размеры резьбы (СТ СЭБ 182-75): - шаг резьбы: Р=3,5 мм; - номинальный наружнй диаметр: d=D=30,000 мм; - номинальный ...
0 комментариев